
API 5L X60M 3PE LSAW الأنابيب (بسل21,PSL2)

قمة هندسة خطوط الأنابيب: أنابيب Abtersteel API 5L X60M PSL2 3PE LSAW
البناء الحديث, تتطلب البنية التحتية للطاقة واسعة النطاق مواد تمثل التقاء المعادن المتقدمة, ضمان الجودة الصارمة, وثبت علم التآكل. عرض Abtersteel للقوس الطولي المغمور الملحوم API 5L X60M PSL2 (LSAW) ماسورة, محمي بطبقة من البولي إيثيلين ثلاثي الطبقات (3بي) نظام الطلاء, ليس مجرد مكون; إنه حل هندسي متكامل مصمم خصيصًا للضغط العالي الأكثر تطلبًا, مشاريع نقل عالية الإنتاجية عبر بيئات معادية وصعبة جغرافيا. تشير درجة الأنابيب هذه إلى الالتزام بأعلى مستويات السلامة الهيكلية وطول العمر, ضمان النقل الحرج للهيدروكربونات, وسائل احتجاز الكربون, أو يمكن للسوائل الحرارية الأرضية المتقدمة أن تستمر مع الحد الأدنى المطلق من خطر فشل الاحتواء أو التدهور التشغيلي على المدى الطويل. ينصب تركيزنا على تحسين المتانة غير القابل للتفاوض, قوة, والمتانة, جميعها معتمدة بموجب المتطلبات الصارمة, المواصفات المعترف بها عالميًا والتي وضعها معهد البترول الأمريكي (واجهة برمجة التطبيقات) لمستوى مواصفات المنتج 2 (PSL2).
1. تفويض النزاهة العالية: تعريف API 5L X60M PSL2
تعتبر التسمية API 5L X60M PSL2 بمثابة البصمة التقنية لمادة مصممة لتحمل الضغوط التشغيلية والبيئية غير العادية, تجاوز المقاييس البسيطة لقوة الخضوع إلى المجالات الحاسمة لميكانيكا الكسر ومنع الفشل. يشتمل التصنيف نفسه على سلسلة من متطلبات التصنيع والاختبار المتقدمة التي تميز هذا المنتج باعتباره أحد الأصول المتميزة لتطبيقات خطوط الأنابيب الهامة.
الميزة المعدنية لـ X60M
ال “X60” يشير التصنيف بشكل أساسي إلى الحد الأدنى المحدد لقوة الخضوع $60,000 \text{ psi}$ ($414 \text{ MPa}$). تسمح هذه القوة العالية لمصممي خطوط الأنابيب باستخدام سمك جدار أرق من الدرجات الأقل (على سبيل المثال, X42 أو X52) مع الحفاظ على قدرة الضغط المطلوبة, مما يؤدي إلى توفير كبير في تكاليف المواد وانخفاض وزن خط الأنابيب, مما يقلل بشكل كبير من نفقات النقل والتركيب. لكن, إن تحقيق قوة عالية يجب ألا يؤثر على قدرة المادة على مقاومة الكسر الهش, خاصة في الخدمة ذات درجات الحرارة المنخفضة أو تحت التحميل الديناميكي. هذا هو المكان السمة المميزة, ال “م” لاحقة, يدخل في المعادلة الفنية. ال “م” يشير إلى الفولاذ الذي يتم إنتاجه عن طريق المعالجة الميكانيكية الحرارية (TMCP), أو المتداول الخاضع للرقابة. تتلاعب هذه العملية المتطورة بدرجة حرارة التدحرج ومعلمات التشوه أثناء إنتاج الألواح الفولاذية لتحسين البنية المجهرية - وتحديدًا التحكم في شكل مرحلتي الفريت والبرليت وتحقيق دقة دقيقة., حجم الحبوب موحد. إن نتيجة TMCP هي لوحة فولاذية تظهر قوة فائقة بينما تمتلك في نفس الوقت صلابة ممتازة في درجات الحرارة المنخفضة وقابلية لحام محسنة بشكل كبير, الخصائص التي غالبا ما تكون حصرية بشكل متبادل في الفولاذ المعالج تقليديا. يضمن تفاني Abtersteel لـ X60M أن السلامة الهيكلية لجسم أنبوب LSAW النهائي مبنية على هذا المتقدم, المعادن المقاومة للإجهاد.
المتطلبات غير القابلة للتفاوض لـ PSL2
يتم فرض الطلب الأكثر صرامة على هذا المنتج من خلال تسمية PSL2. هذا المستوى من المواصفات يرفع الأنبوب من خدمة الأغراض العامة إلى مستوى معتمد, منتج عالي السلامة ومناسب للتطبيقات العدائية أو عالية المخاطر, مثل الخدمة الحامضة, نقل الغاز الطبيعي عالي الضغط, أو خطوط الأنابيب التي تعبر المناطق النشطة زلزاليا. يفرض PSL2 سلسلة من المتطلبات غير القابلة للتفاوض والتي تكون أكثر صرامة بشكل ملحوظ من تلك المطلوبة لـ PSL1:
-
إلزامية شاربي V-الشق (CVN) اختبار: بالنسبة لـPSL2, اختبار صلابة CVN ليس اختياريًا; من الضروري التحقق من مقاومة المادة لبدء الكسر الهش وانتشاره. يتضمن ذلك اختبار العينات عند أدنى درجة حرارة خدمة محددة لضمان امتصاص المادة للحد الأدنى المطلوب من الطاقة (غالبا ما تقاس بالجول), وبالتالي توفير ضمان قابل للقياس ضد انتشار الكراك السريع (على سبيل المثال, في خط أنابيب الغاز عالي الضغط).
-
تركيبة كيميائية أكثر صرامة: تضع مواصفات PSL2 حدودًا أكثر صرامة على عناصر صناعة السبائك, وخاصة مكافئ الكربون ($\text{CE}$) والفوسفور ($\text{P}$) والكبريت ($\text{S}$) محتوى. أدنى $\text{CE}$ ضروري لضمان قابلية اللحام الميداني, التقليل من مخاطر التشقق البارد أثناء لحام البناء. أدنى $\text{S}$ المحتوى أمر بالغ الأهمية لتطبيقات الخدمة الحامضة, حيث يمكن لمركبات الكبريت أن تتفاعل مع الهيدروجين الناتج عن التآكل, مما يؤدي إلى التكسير الناجم عن الهيدروجين (HIC) والتكسير الناجم عن الهيدروجين الموجه نحو الإجهاد (هناك). تلتزم شركة Abtersteel بصرامة بحدود الشوائب المخفضة هذه, في كثير من الأحيان تتجاوز الحد الأدنى من المتطلبات, كدليل على التزامنا بمتانة خطوط الأنابيب في الوسائط العدوانية.
-
الاختبار الإلزامي غير المدمر (NDT): تخضع جميع أطوال أنابيب PSL2 لاختبارات NDT واسعة النطاق, بما في ذلك الاختبار بالموجات فوق الصوتية (يوتا) وربما الاختبارات الشعاعية (ر.ت) من التماس لحام, لضمان الغياب التام للعيوب الداخلية أو السطحية الضارة, مثل المسامية, نقص الانصهار, أو الادراج, ضمان التجانس الهيكلي للحام LSAW.
يؤكد التقاء تعدين X60M وضمان PSL2 أن أنابيب Abtersteel يتم تصنيعها ليس فقط لتكون قوية, ولكن أن تكون صعبة كما هو متوقع, مقاومة كيميائيا, وخالية من العيوب من حيث الأبعاد في ظل ظروف الخدمة الأكثر تحديًا.
2. علم التصنيع: تقنية LSAW والتحكم في الأبعاد
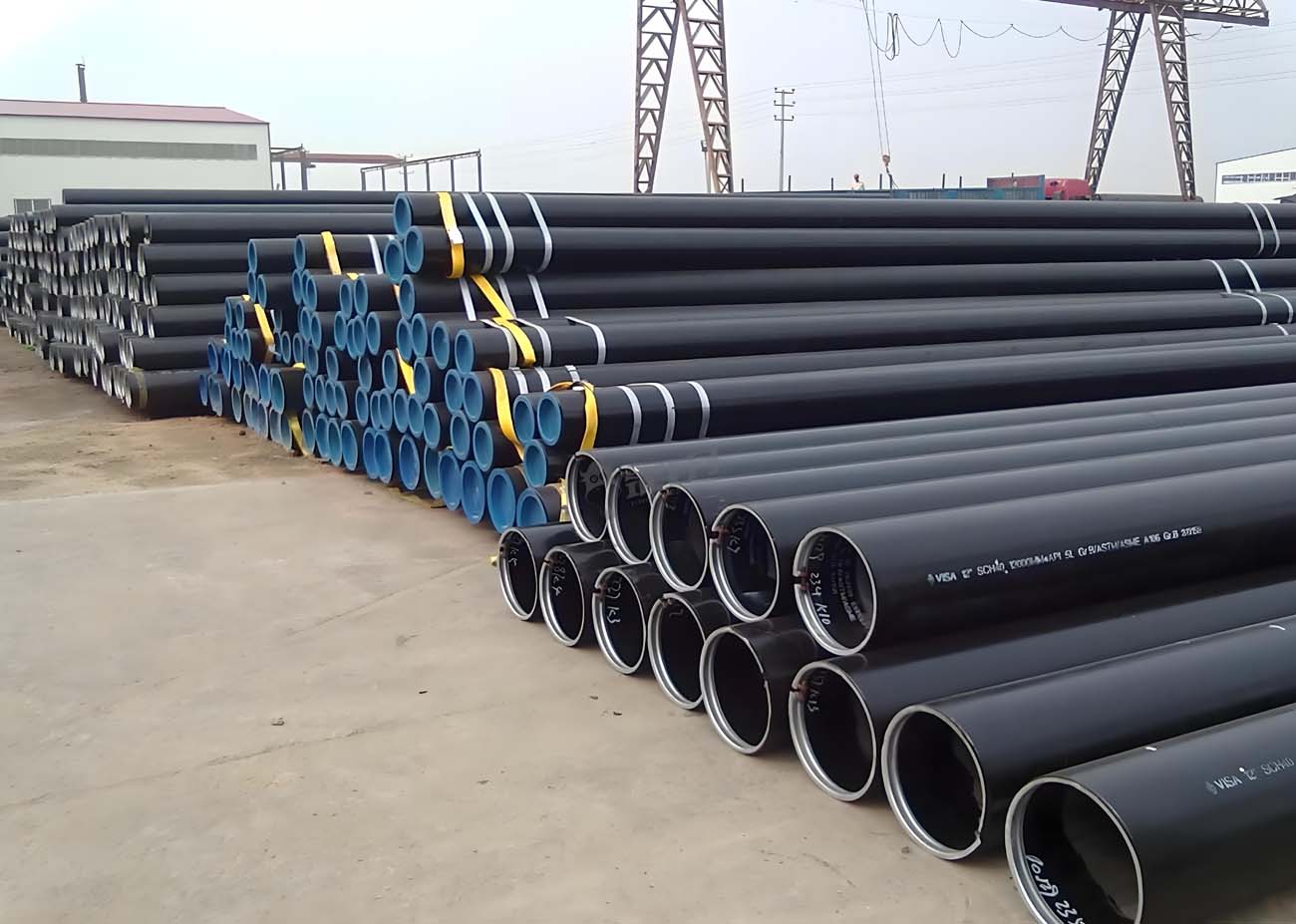
يتم تحقيق التحول المادي للوحة X60M PSL2 عالية القوة إلى أنبوب ذو قطر كبير من خلال القوس الطولي المغمور الملحوم (LSAW) عملية. LSAW هي الطريقة المفضلة في الصناعة لإنتاج الأنابيب بسماكة جدار وأقطار تتجاوز الحدود العملية للمقاومة الكهربائية الملحومة أو عالية التردد الملحومة (HFERW) ماسورة, مما يجعلها الخيار الأساسي على نطاق واسع, قطاعات خطوط الأنابيب ذات الضغط العالي.
مبدأ اللحام بالقوس المغمور
تتضمن عملية LSAW تشكيل اللوحة الفولاذية على البارد إلى شكل أسطواني أو شبه أسطواني, حيث يتم ضغط الحواف الطولية معًا, ومن ثم لحام هذا التماس باستخدام تقنية اللحام بالقوس المغمور. تستخدم هذه التقنية واحدًا أو أكثر من الأقطاب الكهربائية التي تقوم بترسيب معدن الحشو بينما يتم حماية كل من القوس وحوض اللحام المنصهر بغطاء من الحبيبات, تدفق الصمامات. الفوائد التقنية لطريقة القوس المغمور عميقة:
-
لحام جودة المعادن: يضمن التدفق الذي يغطي القوس عملية لحام مستقرة ونظيفة للغاية, حماية حوض اللحام من الملوثات الجوية (الأكسجين والنيتروجين), مما يؤدي إلى معدن لحام عالي النزاهة مع مسامية منخفضة وتحكم كيميائي دقيق. القدرة على استخدام أقطاب كهربائية متعددة تسمح بمعدلات ترسيب عالية وعميقة, اللحامات كاملة الاختراق التي تمتد على كامل سمك جدار الأنبوب, التأكد من أن خط اللحام مكافئ من الناحية الهيكلية للمعدن الأصلي.
-
القدرة على سمك الجدار: على عكس طرق اللحام الحلزوني أو HFERW, يعتبر LSAW مناسبًا بطبيعته للجدران السميكة للغاية، والتي غالبًا ما تتجاوز $25 \text{ mm}$- ضرورة لأنابيب X60M PSL2 المستخدمة في محطات الضاغط, معابر النهر, أو القطاعات الحضرية عالية الخطورة حيث يلزم الحد الأقصى لسمك عامل التصميم.
دقة الأبعاد للموثوقية الميدانية
للأنابيب ذات القطر الكبير, تعد دقة الأبعاد أمرًا بالغ الأهمية للبناء الفعال والآمن. يتم الحفاظ على التفاوتات الصارمة المطلوبة لأنابيب PSL2 من Abtersteel من خلال عمليات التشكيل والمعايرة المتطورة:
-
البيضاوية والاستقامة: الحفاظ على رقابة صارمة على بيضاوية الأنبوب (الفرق بين الحد الأقصى والحد الأدنى للقطر الخارجي) والاستقامة أمر حيوي للحام الميداني الموثوق. يؤدي ضعف البيضية إلى تعقيد عملية تركيب المفاصل, تتطلب قوة مفرطة أو طحن يدوي, والتي يمكن أن تؤثر على هندسة نهاية الأنبوب. يخضع أنبوب Abtersteel لعملية التمدد البارد أو المعايرة بعد اللحام لضمان توحيد الأبعاد الأمثل على طول الطول بالكامل, تيسير سريع, اللحام الآلي في الميدان.
-
التحضير النهائي (الميلا): يتم تشكيل نهايات الأنابيب بدقة حسب الشكل المائل المطلوب (على سبيل المثال, $30^{\circ}$ زاوية مع أ $1.6 \text{ mm}$ وجه الجذر) باستخدام معدات CNC. يضمن هذا الإعداد الدقيق للنهاية أن يتمكن مقاول خط الأنابيب من تحقيق تمرير جذري مثالي واختراق لحام متسق أثناء البناء, وهو أمر ضروري لتلبية متطلبات NDT الصارمة لخط الأنابيب المكتمل.
مزيج من المعادن X60M, التماس لحام LSAW عالي النزاهة, والتحكم الدقيق في الأبعاد يجعل الأنبوب قويًا من الناحية الهيكلية, الأصول الجاهزة للحام.
3. حارس المتانة: 3هندسة طلاء البولي إيثيلين والتآكل
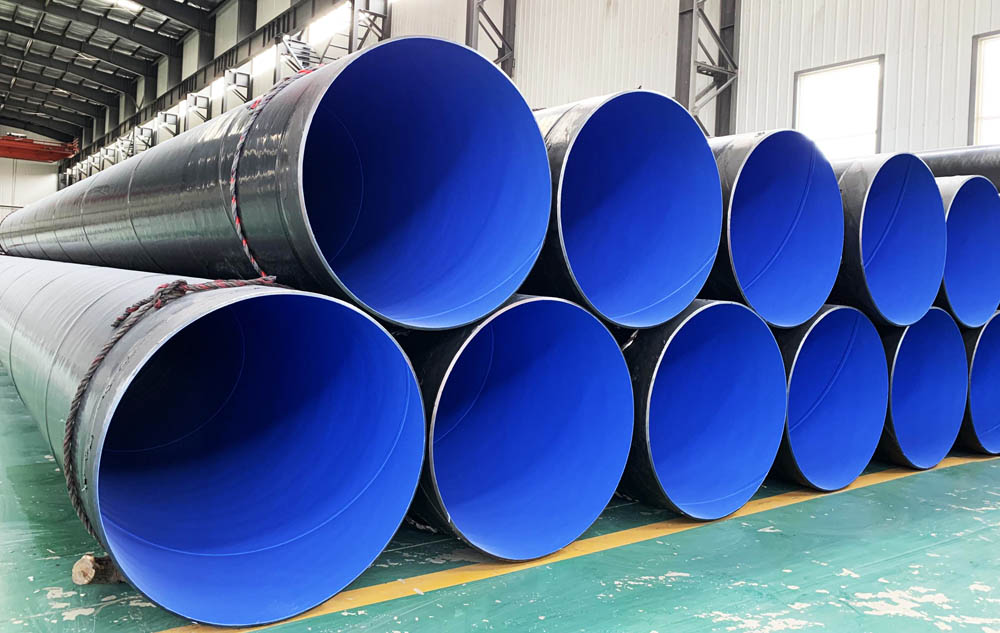
حتى الأنابيب التي تتمتع بأعلى مستويات السلامة المعدنية والهيكلية سوف تفشل قبل الأوان دون حماية خارجية قوية ضد التهديد الخبيث للتآكل. يتم تزويد أنابيب Abtersteel's X60M PSL2 LSAW بمادة البولي إيثيلين ثلاثي الطبقات الرائدة في الصناعة (3بي) نظام الطلاء, وهو المعيار المقبول عالميًا لتوفير مقاومة التآكل على المدى الطويل والحماية الميكانيكية في خطوط الأنابيب المدفونة أو المغمورة.
تشريح نظام 3PE
نظام 3PE ليس طبقة واحدة, ولكن مزيج من ثلاث مواد متميزة, ويلعب كل منها دورًا حاسمًا في الدفاع ضد التدهور البيئي:
-
الانصهار المستعبدين الايبوكسي (إف بي إي) التمهيدي (طبقة 1): يتم تطبيقه مباشرة على المادة الكاشطة, سطح فولاذي ساخن. FBE عبارة عن مسحوق بوليمر متصلب بالحرارة يرتبط كيميائيًا بالفولاذ. وتتمثل وظيفتها الأساسية في توفير حاجز كيميائي ومقاومة استثنائية للتفكك الكاثودي - وهو مقياس قدرة الطلاء على مقاومة الانفصال عن سطح الأنبوب تحت تأثير نظام الحماية الكاثودية, وهو أمر بالغ الأهمية لمنع تآكل الشقوق.
-
كوبوليمر لاصق (طبقة 2): هذه الطبقة الثانية عبارة عن راتينج بوليمر مشترك يعمل كجسر كيميائي وفيزيائي بين FBE وطبقة البولي إيثيلين الخارجية. إنه يضمن التصاق البولي إيثيلين بقوة بالإيبوكسي, منع التصفيح والحفاظ على الهيكل المتكامل لنظام الطلاء.
-
البولي إيثيلين المبثوقة (بي) معطف (طبقة 3): هذا سميك, توفر الطبقة الخارجية القوية الحماية الميكانيكية وقوة العزل الكهربائي. البولي إيثيلين مقاوم للأضرار الناجمة عن المناولة, الانحناء, والردم, وتعمل مقاومتها الكهربائية العالية كدرع أساسي, منع تيارات التأريض والحد من تعرض الأنبوب للأتربة والميكروبات المسببة للتآكل.
ضمان جودة نظام الطلاء
يتم ضمان فعالية نظام 3PE من خلال مراقبة الجودة المستمرة (مراقبة الجودة) أثناء عملية تطبيق الطلاء:
-
تحضير السطح: يجب أن يكون السطح الفولاذي جاهزًا لطلاء معدني قريب من اللون الأبيض (على 2.5) عن طريق التفجير بالرصاص, ويجب التحكم بدقة في درجة حرارة ما قبل التسخين لضمان تفعيل FBE المناسب والترابط الكيميائي.
-
سمك الطلاء واختبار العطلة: يتم مراقبة سمك الطلاء النهائي بدقة لتلبية المواصفات (عادة $2.5 \text{ mm}$ ل $3.5 \text{ mm}$). يخضع كل متر من الأنابيب المطلية لاختبار العطلة - حيث يتم تمرير مسبار عالي الجهد على السطح للكشف عن الثقوب أو الفراغات. أي خرق في الطلاء, المعروفة باسم "عطلة".,’ يتم التعرف عليه وإصلاحه على الفور قبل الشحن, ضمان سلامة الحاجز العازل.
تضمن آلية الدفاع متعددة الطبقات عزل النواة الفولاذية X60M PSL2 تمامًا عن البيئة المسببة للتآكل, تمكين الأنابيب من تلبية متطلبات الحياة التصميمية الخاصة بها حتى في مواقع الخدمة شديدة العدوانية أو البعيدة.
4. قيمة دورة الحياة والضمان المتكامل
يمثل أنبوب Abtersteel API 5L X60M PSL2 3PE LSAW منخفض المخاطر, استثمار عالي العائد لمشغلي خطوط الأنابيب. لا يتم اشتقاق القيمة الإجمالية المقترحة من الميزات التقنية الفردية فحسب، بل من نظام الضمان المتكامل الذي يربطها جميعًا معًا, تقليل تكاليف دورة الحياة وزيادة السلامة التشغيلية.
يتطلب الالتزام بـ PSL2 إمكانية التتبع الكامل, التحقق من NDT, واختبار المتانة الذي يضمن أداءً يمكن التنبؤ به في ظل ظروف محددة. تترجم هذه القدرة على التنبؤ مباشرة إلى هوامش أمان أقل مطلوبة في التخطيط التشغيلي وتقليل احتمالية الفشل - وهو الحدث الأكثر تكلفة في أي عملية لخطوط الأنابيب. إن المتانة التي يوفرها طلاء 3PE تقلل بشكل كبير من تكاليف الصيانة طويلة المدى المرتبطة بالتحكم في التآكل ومتطلبات نظام الحماية الكاثودية.. أخيرًا, أنبوب X60M PSL2 LSAW, تم تصنيعها وتغليفها بواسطة شركة Abtersteel, هو الضمان الأساسي للآمنة, موثوق, والنقل الفعال لموارد الطاقة على مستوى العالم.
أنبوب أبترستيل API 5L X60M PSL2 3PE LSAW: المواصفات الفنية
توضح الجداول التالية بالتفصيل المتطلبات والمواصفات الصارمة التي تم الالتزام بها في تصنيع منتج خطوط الأنابيب عالي التكامل الخاص بشركة Abtersteel.
| فئة | تفاصيل المواصفات |
| مادة | API 5L X60M (TMCP/لوحة الصلب المدرفلة التي تسيطر عليها) |
| مستوى المنتج | PSL2 (مستوى مواصفات المنتج 2, ولايات CVN, NDT, وكيمياء أكثر إحكاما) |
| طريقة التصنيع | LSAW (ملحومة بالقوس الطولي المغمور) |
| طلاء خارجي | 3بي (ثلاث طبقات البولي ايثيلين: إف بي إي + لزاق + بي) |
| أبعاد (عادي) | القطر الخارجي: 406.4 مم (16″) ما يصل الى 1422 مم (56″) |
| سمك الجدار | 8.0 مم (0.315″) ما يصل الى 40.0 مم (1.575″) |
| الامتثال للمعايير والمواصفات | تفاصيل |
| المعيار الأساسي | مواصفات API 5L (46الطبعة الرابعة أو الأحدث) |
| المواصفات التكميلية | ايزو 3183 (المعيار الدولي المعادل) |
| معيار اللحام | ASME الغلايات وأوعية الضغط رمز القسم التاسع |
| معيار الطلاء | من 30670 / ايزو 21809-1 / سي اس ايه Z245.21 (محددة عادة) |
| شهادة | شهادة اختبار الطاحونة (MTC) 3.1 أو 3.2 (بواسطة طرف ثالث) |
| التركيب الكيميائي (الحد الأقصى للوزن %) – PSL2 | متطلبات X60M |
| الكربون (ج) | $0.20$ |
| المنغنيز (من) | $1.70$ |
| الفوسفور (ص) | $0.025$ |
| الكبريت (س) | $0.015$ |
| السيليكون (و) | $0.45$ |
| مكافئ الكربون (م) | $\leq 0.43$ (عادةً ما يكون أقل مع TMCP) |
| الفاناديوم (V) + النيوبيوم (ملحوظة) + التيتانيوم (ل) | $\leq 0.15$ |
| المتطلبات الميكانيكية والشد | API 5L X60M PSL2 |
| الحد الأدنى من قوة العائد ($\text{R}_{\text{eH}}$) | $414 \text{ MPa}$ ($60,000 \text{ psi}$) |
| الحد الأدنى من قوة الشد ($\text{R}_{\text{m}}$) | $517 \text{ MPa}$ ($75,000 \text{ psi}$) |
| أقصى قوة العائد | $565 \text{ MPa}$ ($82,000 \text{ psi}$) |
| استطالة (أ) | $\text{Min}$ $18\%$ (يعتمد على سمك الجدار/طول المقياس) |
| قوة التماس اللحام | يجب أن يتطابق أو يتجاوز الحد الأدنى لقوة الشد المحددة لجسم الأنبوب |
| متطلبات المعالجة الحرارية | حالة X60M PSL2 |
| جسم الأنبوب | المعالجة الحرارية الميكانيكية التي تسيطر عليها (TMCP) أو المدرفلة التي تسيطر عليها (هم’ متطلبات) |
| الغرض من TMCP | تعزيز القوة والمتانة من خلال تحسين البنية المجهرية |
| المعالجة الحرارية بعد اللحام (PWHT) | غير مطلوب عادةً لـ LSAW القياسي. قد يتم تحديدها من قبل المشتري للخدمة الحامضة أو بيئات التطبيقات المحددة. |
| ملخص التطبيق والميزات | الفوائد التقنية |
| التطبيق الأساسي | نقل الضغط العالي للغاز الطبيعي, النفط الخام, والمنتجات المكررة |
| الميزة الرئيسية لـPSL2 | صلابة عالية إلزامية (تم اختبار CVN) لاعتقال الكسر |
| الميزة الرئيسية X60M | القوة العالية تسمح بتصميم جدار أرق, تقليل التكلفة والوزن |
| الميزة الرئيسية لـ LSAW | مناسبة للأقطار الكبيرة والجدران السميكة; لحام طولي عالي النزاهة |
| 3ميزة مفتاح PE | دفاع ثلاثي ضد التآكل الخارجي, مقاومة ممتازة للتأثيرات الميكانيكية |
| التسامح من جداول سمك (بناءً على API 5L) | نطاق التسامح |
| سمك جدار الأنابيب (ر) | $-\text{12.5}\%$ ل $\text{t}$ (سلبي) |
| سمك جدار الأنابيب (ر) | $+\text{15.0}\%$ ل $\text{t}$ (إيجابي, $\leq 2.5 \text{ mm}$ الأعلى) |
| ملحوظة | تم الحفاظ على التفاوتات الصارمة فيما يتعلق بالتجهيز الميداني وسلامة الاختبار الهيدروستاتيكي. |
بوتقة النزاهة: الاختبارات التدميرية الإلزامية وضمان ميكانيكا الكسر
مواصلة التقييم الفني لأنابيب Abtersteel API 5L X60M PSL2, الالتزام بمستوى مواصفات المنتج 2 (PSL2) يفرض سلسلة صارمة من الاختبارات الميكانيكية المدمرة التي تتجاوز تأكيد الشد البسيط. تشكل هذه الاختبارات بوتقة سلامة خطوط الأنابيب, توفير ضمان كمي بأن المعالجة الميكانيكية الحرارية المتقدمة (TMCP) لقد أنتج علم المعادن منتجًا قادرًا على مقاومة الكسر الهش, خاصة في حالات التوتر الشديد, درجة حرارة منخفضة, أو بيئات الخدمة الديناميكية. هذا الاعتماد على بيانات ميكانيكا الكسر التي يمكن التحقق منها, بدلا من خصائص المواد المفترضة, هو الفارق الأساسي الذي يبرر المكانة المتميزة لمواد PSL2 في تخطيط البنية التحتية الحيوية.
1. شاربي على شكل حرف V (CVN) اختبار: مقياس الصلابة
شاربي على شكل حرف V (CVN) اختبار التأثير هو الفحص المدمر الأكثر أهمية الذي يتطلبه PSL2, يعمل كمقياس نهائي لمتانة مادة الأنابيب - قدرتها على امتصاص الطاقة بشكل بلاستيكي قبل الكسر في حالة وجود عيب حاد. يعد هذا الاختبار أمرًا بالغ الأهمية لأن خطوط أنابيب الغاز ذات الضغط العالي, بخاصة, تتطلب صلابة مادية كافية لمنع انتشار الشقوق الهشة قبل أن تتمكن من اجتياز محيط الأنبوب والتسبب في تمزق كارثي على طول الخط بالكامل.
المنهجية محددة وغير قابلة للتفاوض: صغير, عينات مصنوعة بدقة مأخوذة من جسم الأنبوب (وغالباً المنطقة المتأثرة بالحرارة, أو المخاطر, من التماس LSAW) يتم تبريدها إلى الحد الأدنى لدرجة حرارة التصميم المحددة, والذي يرتبط غالبًا بأبرد درجة حرارة خدمة متوقعة لخط الأنابيب (على سبيل المثال, $0^{\circ}\text{C}$ أو $-20^{\circ}\text{C}$). يتم بعد ذلك ضرب العينة بمطرقة بندولية معايرة ويتم تسجيل الطاقة الممتصة أثناء الفشل بالجول (أو قدم رطل). لX60M PSL2, لا يحدد API 5L الحد الأدنى لمتوسط قيم امتصاص الطاقة لكل من جسم الأنبوب ودرزة اللحام فحسب, ولكن أيضًا الحد الأدنى من قيم التمدد الجانبي ومظهر كسر القص للتمييز بين أوضاع الفشل المطيل والهش. تم تحسين فولاذ Abtersteel's TMCP خصيصًا لتعظيم البنية المجهرية الدقيقة, ضمان أن نتائج CVN تتجاوز باستمرار الحد الأدنى من قيم الطاقة, وبالتالي توفير ثقة يمكن التحقق منها ضد انتشار الكراك الهش, وهو وضع فشل غير مقبول عالميًا في أنظمة الضغط العالي الحديثة. يضمن بروتوكول الاختبار هذا أن القوة الكامنة في درجة X60 تتوافق مع المرونة الديناميكية المطلوبة.
2. اختبار الصلابة الإلزامي وجاهزية الخدمة الحامضة
بينما لم يتم تحديده بشكل صريح لكل تطبيق PSL2, متطلبات قطاعات خطوط الأنابيب المخصصة للخدمة الحامضة (خطوط الأنابيب التي تحمل الهيدروكربونات بتركيزات كبيرة من كبريتيد الهيدروجين, $\text{H}_2\text{S}$) فرض قيود فنية فورية وحاسمة تتطلب إجراء اختبار صلابة دقيق. $\text{H}_2\text{S}$ يمكن أن يؤدي إلى التكسير الناجم عن الهيدروجين (HIC) أو تكسير الإجهاد الكبريتيد (التعاون بين بلدان الجنوب), وكلاهما يتم تعزيزهما بشكل كبير عندما تتجاوز صلابة الفولاذ عتبات معينة.
PSL2, مع ضوابطها الكيميائية الصارمة (منخفض الكبريت ومكافئ الكربون), يقوم بطبيعته بوضع أنبوب X60M للاستخدام المحتمل للخدمة الحامضة, لكن التأكيد النهائي يكمن في اختبار الصلابة فيكرز أو روكويل. غالبًا ما يتم تحديد الحد الأقصى للصلابة المقبولة عند $248 \text{ HV}$ (صلابة فيكرز) للتخفيف من التعرض لSSC. وهذا أمر بالغ الأهمية بشكل خاص في المنطقة المتضررة من الحرارة (منطقة الخطر) من التماس LSAW, حيث أن التبريد السريع بالقرب من مكان اللحام يمكن أن يؤدي في بعض الأحيان إلى تصلب موضعي. تتضمن بروتوكولات مراقبة الجودة الخاصة بشركة Abtersteel عمليات عبور منتظمة للصلابة عبر اللحام LSAW وHAZ, التأكد من أن المفصل الملحوم بالكامل يحافظ على مستوى صلابة أقل من حدود العتبة, ضمان مقاومة آليات التكسير البيئي. يعد هذا الاهتمام بخصائص المواد الموضعية في المنطقة الهيكلية الأكثر أهمية - اللحام - سمة مميزة لتصنيع خطوط الأنابيب الحقيقية عالية التكامل.
الحتمية غير المدمرة: NDT لتأمين اللحام والجسم
إن الضمان الذي يقدمه الاختبار المدمر يعتمد على العينة; فهو يؤكد سلامة المادة المحتملة. الدليل النهائي للجودة, لكن, يعتمد على الاختبارات غير المدمرة (NDT), والذي يتم تطبيقه بشكل منهجي على كل ملليمتر من طول الأنبوب المصنع. بالنسبة لـPSL2, إن الاختبار غير الإتلافي إلزامي ومعايير القبول الخاصة به أكثر صرامة بكثير من تلك الخاصة بـ PSL1. ويضمن هذا الفحص الشامل عدم وجود عيوب ضارة, الادراج, أو الانقطاعات - التي قد تكون نشأت أثناء لف اللوحة أو عملية اللحام LSAW - تظل مخفية داخل جدار الأنبوب.
1. اختبار الموجات فوق الصوتية (يوتا) من التماس اللحام
اختبار الموجات فوق الصوتية الآلي (يوتا) هي الطريقة الأساسية المستخدمة لفحص سلامة خط LSAW بأكمله. يتضمن UT نشر موجات صوتية عالية التردد عبر المادة وتحليل الأصداء المنعكسة. أي انقطاع داخلي (مثل عدم الانصهار, المسامية, أو الادراج الخبث) سوف تعكس الطاقة الصوتية, الإشارة إلى موقع وحجم الخلل.
لX60M PSL2, تعتبر معايير القبول للعيوب التي اكتشفها UT صارمة بشكل استثنائي, غالبًا ما يتطلب الأمر إصلاح أو رفض وصلات الأنابيب التي تحتوي على عيوب أصغر بكثير من تلك المقبولة في الأنابيب ذات المواصفات المنخفضة. تم تصميم النظام ليس فقط للكشف عن العيوب الجسيمة, ولكن لرسم خريطة حتى للعيوب الداخلية البسيطة التي من المحتمل أن تنتشر تحت الضغط الدوري الذي يتم تحميله على مدار عمر خط الأنابيب. بالإضافة إلى, يتم استخدام مجسات UT محددة لفحص المناطق النهائية للأنبوب - المنطقة الحرجة حيث سيتم وضع لحام محيط المجال - لضمان خلو الحواف من التصفيح أو الشوائب التي يمكن أن تؤثر على لحام البناء النهائي.
2. الاختبار الشعاعي (ر.ت) والاختبار الهيدروستاتيكي
الاختبار الشعاعي (ر.ت), باستخدام الأشعة السينية أو أشعة جاما, يوفر سجلاً مرئيًا دائمًا لجودة اللحام الداخلي. في حين أن UT فعال للغاية في اكتشاف العيوب المستوية, غالبًا ما يستخدم RT كأسلوب تكميلي, وخاصة في بداية ونهاية كل طول الأنبوب, للتحقق من التجانس الهيكلي للحام واكتشاف العيوب الحجمية مثل مسام الغاز الكبيرة أو مجموعات الشوائب. ويضمن استخدام كل من UT وRT أقصى قدر من القدرة على الكشف ضد أنواع العيوب المختلفة, التكرار الضروري لمعيار PSL2.
النهائي, الاختبار المادي المطلق المطبق على الأنبوب النهائي هو الاختبار الهيدروستاتيكي. يتم إغلاق كل طول أنبوب وضغطه داخليًا بالماء إلى المستوى الذي يتم توليده عادةً $90\%$ ل $100\%$ من الحد الأدنى المحدد لقوة العائد (سميس) من الفولاذ X60M لفترة احتجاز محددة. يخدم هذا الاختبار وظيفتين حاسمتين:
-
اختبار الإثبات: إنه يثبت أن هيكل الأنبوب وطبقة التماس LSAW يمكنهما تحمل الحد الأقصى من إجهاد الطوق المتوقع دون تمزق, توفير التأكيد النهائي لسلامة احتواء الضغط.
-
التوسع الحجمي: يُخضع الاختبار المادة لمستويات ضغط يمكن أن تؤدي إلى تمدد بلاستيكي قابل للقياس, يعمل بشكل فعال كمرشح للجودة من خلال التوسيع الدائم لأي عيوب دقيقة قد تنتشر لاحقًا تحت ضغط التشغيل العادي. يتم رفض أي أنبوب يتسرب أو يفشل أثناء هذه العملية على الفور, ضمان أن المكونات السليمة من الناحية الهيكلية فقط هي التي تغادر أرضية المصنع.
بوابة الجودة النهائية: فحص الطلاء والجاهزية الميدانية
حتى بعد إثبات السلامة المعدنية والهيكلية, تعتمد متانة المنتج على المدى الطويل على فحص الجودة النهائي للطلاء المضاد للتآكل 3PE والتحضير الدقيق للنقل.
1. 3التصاق PE وضمان اختبار العطلة
يخضع طلاء 3PE لفحوصات نهائية للتأكد من فعاليته كحاجز ضد التآكل:
-
الكشف عن العطلة: يتم فحص كل سنتيمتر من الطلاء باستخدام مستشعر الجهد العالي, كما لوحظ سابقا. معيار القبول هو الغياب المطلق للعطلات’ (الثقوب أو انقطاع الطلاء) التي يمكن أن تعرض الفولاذ للبيئة وتركز نشاط التآكل. يضمن هذا الاختبار درعًا عازلًا مثاليًا.
-
اختبار التصاق القشرة: يتم اختبار عينات من الأنابيب المطلية للتأكد من أن طبقة البولي إيثيلين تحافظ على قوة الارتباط الميكانيكية المطلوبة لطبقة FBE الأولية عبر الطبقة اللاصقة. يتحقق هذا الاختبار من أن الطلاء لن يتقشر بسبب المعالجة أو ضغوط التربة أثناء التثبيت, الحفاظ على سلامتها الميكانيكية والعازلة طوال فترة خدمتها.
2. نهاية السد والتخميل النهائي
يشير الوقاية من التآكل من الأنابيب إلى تدابير تباطؤ أو منع التآكل وتدهور الأنابيب تحت الإجراء الكيميائي أو الكهروكيميائي للوسائط الداخلية والخارجية أو عن طريق الأنشطة الأيضية للكائنات الحية الدقيقة. لماذا يجب أن تكون أنابيب فولاذية سلسة مضادة للتآكل? أنابيب فولاذية سلسة عبارة عن أنبوب فولاذي رفيع نسبيًا. بعد كل شيء, المواد الخام هي الحديد, والتي سوف الصدأ أيضا, والتي ستؤثر على عمر الخدمة في خط الأنابيب. لذلك, إن مضاد الأنابيب الفولاذية غير الملحومة هي أيضًا عملية يجب القيام بها قبل إنشاء خطوط الأنابيب. بالنسبة للأنابيب الفولاذية غير الملحومة ، يتم استخدامها بشكل أساسي لمضادات التآكل 3pe أو التآكل القطران الايبوكسي.

يتم تقسيم أنابيب اللحام القوسي المغمور طولياً إلى UOE, RBE, الأنابيب الفولاذية JCOE وفقًا لطرق التشكيل المختلفة. تتميز الأنابيب الفولاذية الملحومة الطولية عالية التردد بخصائص العملية البسيطة نسبيًا والإنتاج المستمر السريع, ولها استخدام واسع في البناء المدني,البتروكيماويات, الصناعة الخفيفة والقطاعات الأخرى. تستخدم في الغالب لنقل سوائل الضغط المنخفض أو يتم تصنيعها في مكونات هندسية مختلفة ومنتجات صناعية خفيفة.
API 5L: مواصفات الأنابيب الفولاذية والتسامحات API 5L تحدد معايير الأنابيب الفولاذية الملحومة وغير الملحومة المستخدمة في أنظمة نقل خطوط الأنابيب في صناعات النفط والغاز الطبيعي.
أنابيب الصلب LSAW, سواء تم إنتاجها من خلال UOE, JCOE (اضغط على الانحناء), أو JCOE (لفة الانحناء) طُرق, تعتبر جزءًا لا يتجزأ من التطبيقات الصناعية المختلفة نظرًا لقوتها العالية, دقة الأبعاد, والامتثال للعديد من المعايير الدولية. كل عملية تصنيع لها مزاياها الفريدة, مما يجعل هذه الأنابيب مناسبة لنقل السوائل والغازات, وكذلك للاستخدام في المشاريع الإنشائية والهندسية.

تعتبر أنابيب DSAW خيارًا ممتازًا للتطبيقات الصعبة نظرًا لدقة تصنيعها, قوة, والتنوع. سواء كانت ملحومة بشكل مستقيم أو حلزوني, تلبي هذه الأنابيب معايير الصناعة الصارمة وهي حل موثوق به لنقل السوائل والغازات تحت ضغط عالٍ.

تعتبر الأنابيب الفولاذية ASTM A53 LSAW خيارًا موثوقًا به لمختلف التطبيقات الصناعية نظرًا لقوتها, متانة, وعملية التصنيع عالية الجودة. سواء استخدمت في نقل السوائل, المشاريع الهيكلية, أو الأنظمة الميكانيكية, توفر هذه الأنابيب أداءً ممتازًا وموثوقية طويلة المدى.
