
This pipe ensures minimal maintenance intervention, maximum throughput efficiency, and decades of reliable, safe operation, protecting both your investment and the environment. It is, quite simply, the assurance of endurance beneath the surface.
This pipe ensures minimal maintenance intervention, maximum throughput efficiency, and decades of reliable, safe operation, protecting both your investment and the environment. It is, quite simply, the assurance of endurance beneath the surface.

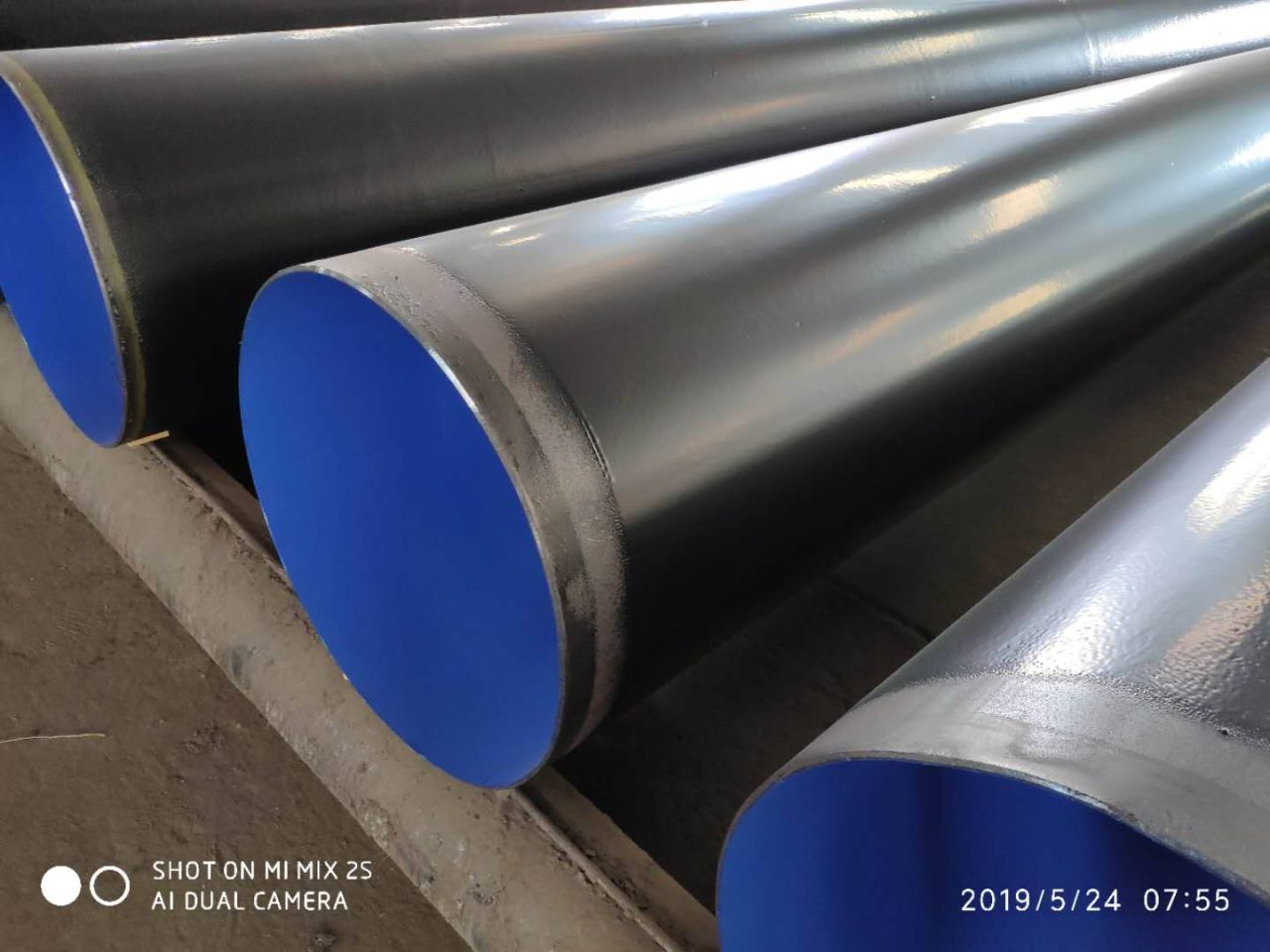
DIN 30678 is more than a standard; it is a testament to abtersteel company rigor and a blueprint for achieving exceptional longevity in pipeline infrastructure. The 3PE coating system it specifies represents the pinnacle of external corrosion protection technology

Through rigorous quality control, continuous innovation, and a commitment to sustainability, our company ensures that our products meet the highest industry standards while addressing the evolving needs of global infrastructure. By comparing 3PE and FBE coatings to alternatives, addressing challenges proactively, and embracing future trends like nanocomposites and smart coatings, we solidify our position as a trusted leader in the pipeline industry. As the world grapples with the demands of energy transition, urbanization, and climate change, our 3PE coated and internal epoxy steel pipes offer a reliable, cost-effective, and sustainable solution. We invite our clients and partners to collaborate with us in building the infrastructure of tomorrow, powered by innovation and driven by excellence.
