
Boru makarası imalat sistemi

Boru makarası imalatı: Kapsamlı bir analiz
Tanım: Bir boru makarası, bir boru sisteminin prefabrik bir bölümüdür, tipik olarak borulardan oluşan, bağlantı parçaları (örneğin, dirsekler, tişört, redüktörler), flanşlar, vanalar, ve diğer bileşenler, kontrollü bir ortamda monte edildi (örneğin, Bir Fabrikasyon Mağazası) Kurulum için şantiyeye taşınmadan önce. Bu modüler yaklaşım proje yürütmeyi kolaylaştırıyor, Kalite kontrolünü geliştirir, ve yerinde emeği azaltır, modern endüstriyel boru sistemlerinin temel taşı yapmak.
Bu analiz, imalat sürecine daha derinlemesine dalarak temel kavramı genişletir., Gelişmiş Teknolojiler, Çevresel düşünceler, maliyet optimizasyonu, ve küresel endüstri trendleri. Yapı içerir:
- Borulama Makarası İmalatına Giriş
- İmalatta temel parametreler (tablolarla)
- Bilimsel ve teknik analiz
- Gelişmiş malzemeler ve uygulamaları
- İmalat süreçleri ve teknolojileri
- Kalite Güvencesi ve Endüstri Standartları
- Çevresel ve sürdürülebilirlik hususları
- Maliyet optimizasyon stratejileri
- Küresel Eğilimler ve Vaka Çalışmaları
- Geliştirilmiş görünürlük için SEO anahtar kelimeleri
- Çözüm
1. Borulama Makarası İmalatına Giriş
Borulama Makarası İmalat, boru bileşenlerini önceden tasarlanmış bölümlere monte etmeyi içeren özel bir üretim sürecidir., veya “makaralar,” endüstriyel tesislerde kurulum için hazır olan. Bu tesisler arasında petrol rafinerileri, kimyasal bitkiler, enerji santralleri, su arıtma tesisleri, ve farmasötik üretim birimleri. Prefabrikasyon yaklaşımı, kontrollü koşullar altında hassas imalat sağlar, hataları en aza indirmek, Yerinde inşaat süresini azaltmak, ve tehlikeli saha çalışmasını sınırlandırarak güvenliği artırmak.

Temel Faydalar
- Kalite Güvencesi: Kontrollü ortamlar tutarlı kaynak kalitesi ve boyutsal doğruluk sağlar.
- Yeterlik: Paralel imalat, aynı anda ve saha dışı çalışmalara izin vererek proje zaman çizelgelerini azaltır.
- Maliyet Tasarrufu: Saha işçiliğini ve yeniden çalışmayı en aza indirir, Genel proje maliyetlerini düşürme.
- Emniyet: Yerinde kaynak ve ağır kaldırmayı azaltır, Tehlikeli ortamlarda riskleri azaltmak.
- Ölçeklenebilirlik: Modüler makaralar, tekrarlayan boru konfigürasyonlarına sahip büyük ölçekli projeler için idealdir..
Zorluklar
- Lojistik: Büyük veya karmaşık makaraların taşınması, özel ekipman ve planlama gerektirir.
- Malzeme Seçimi: Bileşenler proses sıvılarıyla uyumlu olmalıdır, sıcaklık, ve baskılar.
- Koordinasyon: Makaraların yerinde sistemlerle uyumlu olmasını sağlamak için kesin tasarım ve ölçüm kritiktir..
Bu analiz bu yönleri ayrıntılı olarak araştıracaktır, imalat sürecini ve uygulamalarını anlamak için bilimsel bir temel sağlamak.
2. Borulama Makarası İmalatında Anahtar Parametreler
Borulama Makarası imalatının başarısı, makaranın performansını etkileyen kritik parametrelerin kontrol edilmesine bağlıdır., dayanıklılık, ve endüstri standartlarına uyum. Aşağıda bu parametreleri özetleyen ayrıntılı bir tablo, ardından önemlerinin açıklamaları.
Masa 1: Borulama Makarası İmalatında Anahtar Parametreler
| Parametre | Tanım | Tipik değerler/standartlar | İmalat üzerindeki etki |
|---|---|---|---|
| Boru Çapı | Borunun nominal çapı (NPS veya DN) | 1/2"48'e" (NPS'ler), DN15 ila DN1200 | Makara boyutunu belirler, ağırlık, ve kaynak gereksinimleri. |
| Duvar Kalınlığı | Boru duvarının kalınlığı (Çizelge veya mm) | Sch 10, 40, 80, 160; 2–50 mm | Basınç derecelendirmesini etkiler, Kaynak Zorluğu, ve maddi maliyetler. |
| Malzeme Türü | Borunun ve bileşenlerin malzemesi | Karbon çeliği, paslanmaz çelik, alaşımlı çelik, vesaire. | Etkileri Korozyon direncini, kuvvet, ve kaynaklanabilirlik. |
| Kaynak kusur kriterleri | Kaynak kusurları için kabul edilebilir sınırlar (örneğin, gözeneklilik, çatlaklar) | ASME B31.3, API'si 1104, ISO 5817 | Yapısal bütünlüğü ve standartlara uyum sağlar. |
| Eğim açısı | Boru açısı kaynak için uç hazırlama | 30° –37.5 ° (V-groove için tipik olarak 37.5 °) | Kaynak penetrasyonunu ve mukavemetini etkiler. |
| Kaynak İşlemi | Kullanılan kaynak türü (örneğin, GTAW, SMAW, GMAW) | TIG, MİG, Sopa, Suya dalmış ark | Kaynak kalitesini belirler, hız, ve maliyet. |
| Uygun tolerans | Kaynak yapmadan önce bileşenlerin hizalama doğruluğu | ± 1-2 mm (Standarda bağlı olarak) | Uygun eklem hizalamasını sağlar ve stresleri en aza indirir. |
| Hidrostatik test basıncı | Bütünlüğü sağlamak için test sırasında uygulanan basınç uygulanır | 1.5X Tasarım Basıncı (ASME B31.3) | Çalışma koşulları altında makara bütünlüğünü doğrular. |
| Yüzey İşlemi | Yüzey işleme (örneğin, turşu, pasivasyon, kaplama) | RA 0.8-3.2 um (Paslanmaz çelik için) | Etkileri Korozyon direncini ve sıvı akış karakteristikleri. |
| Boyutsal tolerans | Makara boyutlarında izin verilen sapma | Uzunluk için ± 3 mm, Hizalama için ± 1,5 mm | Saha kurulumu ile uyumluluğu sağlar. |
| Isıl İşlem | Anlatılan ısı işlemi (PWHT) gereksinimler | 600Karbon çeliği için –700 ° C (gerekirse) | Artık gerilmeleri azaltır ve kaynak dayanıklılığını iyileştirir. |
| Tahribatsız Muayene (NDT) | Kusurları tespit etme yöntemleri (örneğin, RT, UT, PT, MT) | Radyografi, Ultrasonik, Penetran, Manyetik parçacık | Makaraya zarar vermeden kaynak ve malzeme bütünlüğünü sağlar. |
| Makara Ağırlığı | İmal edilen makaranın toplam ağırlığı | 10 KG'ye birkaç ton | Ulaşım ve kaldırma gereksinimlerini etkiler. |
| Korozyon ödeneği | Korozyonu hesaba katmak için ek duvar kalınlığı | 1–3 mm (Malzemeye ve çevreye bağlı olarak) | Hizmet ömrünü aşındırıcı ortamlarda genişletir. |
| Termal Genleşme | Çalışma sıcaklıkları altında malzeme genişlemesi | 12–16 µm/m · k (malzemeye bağlı) | Genişleme eklemleri veya destekler için tasarım hususları gerektirir. |
Anahtar parametrelerin açıklaması
- Boru çapı ve duvar kalınlığı: Çap ve duvar kalınlığı, makaranın basınç ve akışı ele alma kapasitesini belirler. Daha büyük çaplar daha yüksek akış hızlarına uyum sağlar, ancak malzeme ve imalat maliyetlerini arttırır. Duvar kalınlığı, Bir program olarak ifade edildi (örneğin, Sch 40) veya milimetre cinsinden, basınç derecelendirmeleri ve korozyon ödeneklerine göre seçilir.
- Bilimsel düşünce: Çember stresi (A) Bir boruda şu şekilde hesaplanır:
S = (P · D) / (2T)
Neresi
Piç baskı,Ddış çap, Vetduvar kalınlığı. Bu, makaranın operasyonel streslere dayanmasını sağlar. - Malzeme Türü: Karbon Çeliği gibi malzemeler, paslanmaz çelik, ve alaşım çelik işlem sıvısına göre seçilir, sıcaklık, ve çevre koşulları. Örneğin, Paslanmaz çelik 316L, molibden içeriği nedeniyle aşındırıcı ortamlarda kullanılır, bu da çukurlaşma direncini arttırır.
- Bilimsel düşünce: Verim gücü gibi malzeme özellikleri, termal iletkenlik, ve korozyon direnci kritiktir. Örneğin, karbon çeliği (ASTM A106) ~ 240 MPa verim gücüne sahiptir, Orta basınç uygulamaları için uygun.
- Kaynak kusur kriterleri: Kaynak kusurları (örneğin, gözeneklilik, çatlaklar) ASME B31.3 veya ISO gibi standartlara uymalıdır 5817 Yapısal bütünlüğü sağlamak için. Tahribatsız test (NDT) radyografi gibi yöntemler (RT) ve ultrasonik test (UT) Yeraltı kusurlarını tespit edin.
- Bilimsel düşünce: Kusurlar stres konsantratörleri görevi görür, Yorgunluk ömrünü azaltmak. Kabul kriterleri, kaynakların performans gereksinimlerini karşıladığından emin olun.
- Arka açı ve uyum toleransı: 30 ° –37.5 ° 'lik bir eğim açısı uygun kaynak penetrasyonunu sağlar, Uyum toleransları iken (± 1-2 mm) Yanlış hizalama ve artık gerilmeleri en aza indirin.
- Bilimsel düşünce: Eğim açısı kaynak havuzu dinamiklerini ve ısıldan etkilenen bölgeyi etkiler (HAZ). Yanlış hizalama stres konsantrasyonlarını arttırır, Erken başarısızlık riski.
- Kaynak İşlemi: Gaz tungsten ark kaynağı gibi işlemler (GTAW/TIG) Yüksek hassasiyet sunmak, gaz metal ark kaynağı (GMAW/MIG) yüksek hacimli üretim için daha hızlı. Tozaltı Ark Kaynağı (TESTERE) büyük çaplı borular için kullanılır.
- Bilimsel düşünce: Isı girişi, olarak hesaplandı:
Q = (Voltaj · Akım · 60) / Kaynak hızı (mm/dk)
HAZ mikro yapısını etkiler. Düşük ısı girişi bozulmayı ve çatlama risklerini azaltır.
- Hidrostatik test basıncı: 1.5x tasarım basıncında hidrostatik test (ASME B31.3) Çalışma koşulları altında makaranın bütünlüğünü doğrular.
- Bilimsel düşünce: Test, hiçbir sızıntı veya deformasyon sağlamaz, Kaynak ve malzeme kalitesini doğrulama.
- Yüzey kaplaması ve ısıl işlem: Pürüzsüz yüzey kaplamaları (örneğin, Ra 0.8 Paslanmaz çelik için µm) bakteriyel büyümeyi önlemek için farmasötik uygulamalarda kritik. Anlatılan ısı işlemi (PWHT) 600-700 ° C'de kaynaklarda artık gerilmeleri azaltır.
- Bilimsel düşünce: PWHT, HAZ mikro yapısını değiştirerek kaynak tokluğunu geliştirir, Stres korozyonu çatlaması gibi risklerin azaltılması.
3. Bilimsel ve teknik analiz
Boru makarası imalatı, malzeme biliminden ilkeleri entegre eder, makine Mühendisliği, akışkan dinamiği, ve kalite güvencesi. Aşağıda bu yönlerin ayrıntılı bir analizi.
3.1 Malzeme Bilimi
Malzeme seçimi operasyonel gereksinimler tarafından yönlendirilir:
- Mekanik Özellikler: Verim ve gerilme mukavemeti Makaranın basınca ve dış yüklere dayanma yeteneğini belirleyin. Örneğin, Alaşımlı Çelik P91 (Verim mukavemeti ~ 415 MPa) yüksek sıcaklıklı elektrik santrallerinde kullanılır.
- Korozyon Direnci: Paslanmaz çelik 316L, korozyon oranına sahiptir. <0.1 Deniz suyunda mm/yıl, nazaran >1 Karbon çeliği için mm/yıl, Deniz uygulamaları için ideal hale getirmek.
- Termal Özellikler: Yüksek termal genişlemeye sahip malzemeler (örneğin, 16 için µm/m · k için 316 SS) Yüksek sıcaklık sistemlerinde deformasyonu önlemek için genleşme derzleri gerektirir.
Örnek hesaplama
12 inçlik bir (304.8 mm) karbon çelik borusu (ASTM A106 GR. B) ile 10 mm duvar kalınlığı ve 50 çubuk (5 MPa) iç baskı:
Verim gücü ile 240 MPa, Güvenlik faktörü:
Bu, borunun uygulama için uygunluğunu doğrular.
3.2 Kaynak bilimi
Kaynak, makara bütünlüğü için kritiktir:
- Isı Girişi: Aşırı ısı girişi, HAZ'da tahıl büyümesine neden olur, Sertliği azaltmak. Yüksek alaşımlı malzemeler için düşük ateşli girişli GTAW tercih edilir.
- Kaynak kusurları: Uygun koruma gazıyla gözeneklilik ve çatlaklar en aza indirilir (örneğin, GTAW için Argon) ve kaynakçı eğitimi.
- Artık stresler: PWHT veya kontrollü soğutma, stresleri termal genişleme ve kasılma nedeniyle azaltır.
3.3 Akışkan dinamiği
Makaranın iç akış özellikleri performansı etkiler:
- Basınç düşüşü: Darcy-Weisbach denklemi kullanılarak hesaplandı:
ΔP = f · (L / D) · (P V² / 2)
Neresi
fsürtünme faktörü,Lboru uzunluğu mu,Dçapı,ρsıvı yoğunluğu, VeVhız mı. - Akış rejimi: Türbülanslı akış basınç düşüşünü ve erozyonu arttırır. Pürüzsüz yüzeyler (örneğin, Elektropolize paslanmaz çelik) türbülansı azaltın.
3.4 Yapısal Bütünlük
Makaralar iç baskıya dayanmalıdır, harici yükler (örneğin, sismik, rüzgâr), ve termal genişleme. Sonlu Eleman Analizi (FEA) ASME B31.3 gibi standartlara uyum sağlamak için stresleri simüle eder..
4. Gelişmiş malzemeler ve uygulamaları
Standart malzemelerin ötesinde, Gelişmiş malzemeler, özel uygulamalar için giderek daha fazla kullanılmaktadır. Aşağıda yaygın ve gelişmiş malzemeleri özetleyen bir tablo var.
Masa 2: Borulama Makarası İmalatı için Malzemeler
| Malzeme | Standart | Uygulamalar | Avantajları | Sınırlamalar |
|---|---|---|---|---|
| Karbon Çelik (A106 GR. B) | ASTM A106 | Petrol ve gaz, su, buhar | Uygun maliyetli, yüksek mukavemet | Korozyona duyarlı |
| Paslanmaz çelik (304/316) | ASTM A312 | Kimyasal, farmasötik, Deniz | Korozyona dayanıklı, dayanıklı | Daha yüksek maliyet, Karbon çeliğinden daha düşük mukavemet |
| Alaşımlı Çelik (P91, P22) | ASTM A335 | Yüksek sıcaklıklı enerji santralleri | Yüksek sıcaklık gücü, sürünme direnci | Masraflı, PWHT gerektirir |
| Dubleks paslanmaz çelik | ASTM A790 | Açık deniz petrol ve gaz, aşındırıcı ortamlar | Yüksek mukavemet, mükemmel korozyon direnci | Karmaşık kaynak, yüksek maliyet |
| İnkonel 625 | ASTM B444 | Aşırı korozyon, yüksek sıcaklık sistemleri | Olağanüstü korozyon direnci, yüksek mukavemet | Çok pahalı, Kaynamaya zorlanıyor |
| Titanyum (Grip. 2) | ASTM B861 | Havacılık, kimyasal işleme | Hafif, korozyona dayanıklı | Yüksek maliyet, Sınırlı Kullanılabilirlik |
| HDPE | ASTM D3035 | su, düşük basınçlı kimyasal sistemler | Korozyona dayanıklı, esnek | Düşük sıcaklık ve basınçlarla sınırlı |
Bilimsel düşünceler
- Korozyon: Dubleks paslanmaz çelik ve inconel 625 Offshore platformları gibi agresif ortamlarda üstün direnç sağlayın.
- Termal Kararlılık: P91 gibi alaşım çelikler 600 ° C'ye kadar sıcaklıklarda sürünmeye direniyor, Enerji santralleri için ideal.
- Kaynaklanabilirlik: Inconel gibi yüksek alaşımlı malzemeler özel kaynak teknikleri gerektirir (örneğin, Hassas ısı kontrolü ile GTAW) çatlamayı önlemek için.
5. İmalat süreçleri ve teknolojileri
Boru makarası imalatı, birden fazla aşamayı içerir, Verimliliği ve kaliteyi artırmak için her bir gelişmiş teknolojiyi kullanan.
5.1 Kesme ve eğim
- İşlem: Borular hassas uzunluklarda kesilir ve plazma kesimi kullanılarak kaynak için eğilir, lazer kesimi, veya mekanik testereler.
- Teçhizat: CNC boru kesme makineleri, otomatik eğim sistemleri.
- Gelişmeler: Lazer kesimi ± 0.1 mm hassasiyet sunuyor, malzeme atıklarını azaltmak ve doğru uyum sağlamak.
5.2 Kaynak
- İşlem: Yaygın yöntemler GTAW içerir, GMAW, Ve testere. Orbital kaynak sistemleri otomatik olarak, Kritik uygulamalar için yüksek hassasiyetli kaynaklar.
- Teçhizat: Yörünge kaynakçıları, robotik kaynak kolları, Tig/Mig Kaynakçılar.
- Gelişmeler: Robotik kaynak insan hatasını azaltır ve verimi artırır, Kaynak parametrelerinin gerçek zamanlı izlenmesi ile.
5.3 Montaj ve uyum
- İşlem: Bileşenler, sıkı toleranslar sağlamak için jig ve kelepçeler kullanılarak hizalanır.
- Teçhizat: Otomatik Hizalama Sistemleri, Lazer kılavuzlu uygun araçlar.
- Gelişmeler: 3D taraması kesin hizalama sağlar, Yeniden işleme azaltma.
5.4 Muayene ve Test
- İşlem: NDT yöntemleri (örneğin, RT, UT, PT) kusurları tespit et, hidrostatik test bütünlüğü doğrularken.
- Teçhizat: Dijital röntgen sistemleri, Ultrasonik kusur dedektörleri, Basınç Testi Teçhizatları.
- Gelişmeler: Aşamalı diz ultrasonik test (Temas etmek) Ayrıntılı kusur eşlemesi sağlar, Muayene doğruluğunu geliştirmek.
6. Kalite Güvencesi ve Endüstri Standartları
Kalite Güvence Makaraların performans ve güvenlik gereksinimlerini karşılamasını sağlar. Anahtar standartlar şunları içerir::
- ASME B31.3: Süreç boru tasarımını yönetir, imalat, ve test.
- API'si 1104: Boru hatları için kaynak standartları.
- ISO 5817: Kaynak Kusurlu Kalite Seviyeleri.
- ASTM/ASME Malzeme Standartları: Malzeme Özelliklerini Belirleyin (örneğin, A106, A312).
Kalite kontrol önlemleri
- Maddi doğrulama: Malzeme sertifikalarını onaylayın ve kompozisyon analizi için spektrometriyi gerçekleştirin.
- Kaynak denetimi: Kaynakların kabul kriterlerini karşılamasını sağlamak için NDT kullanın.
- Boyutsal Kontroller: Lazer ölçüm araçlarını kullanarak makara boyutlarını doğrulayın.
- Basınç Testi: Sızıntı sıkıntısını doğrulamak için hidrostatik veya pnömatik testler yapın.
- İzlenebilirlik: Kaynak haritalarını koruyun, Test Raporları, ve maddi kayıtlar.
Bilimsel düşünce: İstatistiksel süreç kontrolü (SPC) kusur oranlarını izler, tutarlı kalitenin sağlanması. Örneğin, Kontrol Grafikleri Kaynak Kusurlama Frekansını İzle, ISO'ya uyumu korumak 5817.
7. Çevresel ve sürdürülebilirlik hususları
Boru makarası imalatının çevresel etkileri vardır, özellikle maddi kullanımda, enerji tüketimi, ve atık yönetimi:
- Malzeme Verimliliği: Hurdayı en aza indirmek için kesme modellerini optimize edin. CNC yuvalama yazılımı malzeme atıklarını% 10-15 azaltır.
- Enerji kullanımı: Otomatik kaynak ve kesme sistemleri önemli enerji tüketir. Enerji tasarruflu ekipman (örneğin, İnvertör tabanlı kaynakçılar) tüketimi kadar azaltır 20%.
- Kaplamalar ve Tedaviler: Çevre dostu kaplamalar (örneğin, Su bazlı boyalar) değişken organik bileşiği azaltın (VOC) emisyon.
- Geri dönüşüm: Kesimden alınan metal geri dönüştürülür, Çelik geri dönüşüm oranları aşıyor 90% Birçok bölgede.
- Sürdürülebilirlik eğilimleri: Yüksek yoğunluklu polietilen kullanımı (HDPE) düşük basınçlı sistemler için geri dönüşüm ve korozyon direnci nedeniyle çevresel etkiyi azaltır.
Bilimsel düşünce: Yaşam Döngüsü Değerlendirmesi (LCA) çevresel etkileri ölçer, Karbon ayak izlerini en aza indirmek için yol gösterici malzeme ve süreç seçimi.
8. Maliyet optimizasyon stratejileri
Maliyet optimizasyonu rekabetçi imalat için kritik öneme sahiptir:
- Otomasyon: Robotik kaynak ve CNC kesimi işçilik maliyetlerini% 15-30 oranında azaltır.
- Yalın üretim: Tam zamanında malzeme teslimatı ve optimize edilmiş iş akışları yoluyla atığı ortadan kaldırın.
- Modüler tasarım: Mühendislik süresini ve malzeme maliyetlerini azaltmak için makara tasarımlarını standartlaştırın.
- Dijital araçlar: Bina Bilgi Modellemesi (Bim) ve 3D CAD tasarım hatalarını önleyin, yeniden çalışma maliyetlerini azaltmak 20%.
- Tedarik zinciri yönetimi: Stratejik tedarik ve toplu satın alma daha düşük malzeme maliyetleri.
Bilimsel düşünce: Doğrusal programlama maliyetleri optimize eder:
Neresi Cm maddi maliyet mi, Cl İşgücü maliyeti, Ve Ct ulaşım maliyeti mi, Proje süreleri ve kalite standartları gibi kısıtlamalara tabi.
9. Küresel Eğilimler ve Vaka Çalışmaları
Küresel Trendler
- Sanayi 4.0: IoT ve AI'nın imalat mağazalarına entegrasyonu, kaynak kalitesi ve üretim verimliliğinin gerçek zamanlı izlenmesini sağlar.
- Sürdürülebilirlik: HDPE ve düşük emisyonlu kaplamalar gibi çevre dostu malzemelere olan talep artan talep.
- Açık deniz genişlemesi: Açık deniz petrol ve gaz projelerinde büyüme, korozyona dayanıklı makaralara olan talebi artırıyor (örneğin, dubleks paslanmaz çelik).
- Farmasötik büyüme: Biyofarma tesislerinde steril boru sistemleri için artan talep.
Örnek Olay İncelemesi 1: LNG Bitki Boruları
Sıvılaştırılmış bir doğal gaz (Lng) Tesis Gerekli 1,000 kriyojenik hizmet için makaralar, Paslanmaz çelik 316L ve Inconel kullanma 625. Zorluklar dahil:
- Düşük sıcaklık performansı: Malzemeler -160 ° C'ye dayanmalıdır.
- Korozyon: Deniz suyuna maruz kalma, yüksek korozyon direnci gerektirir.
- Sıkı program: Altı aylık imalat zaman çizelgesi.
Çözüm
- Kesin kaynaklar için orbital gTAW kullanıldı.
- Paut için uygulandı 100% kaynak denetimi.
- Yerinde sistemlerle çatışma tespiti için BIM kullanıldı.
Sonuç
Kriyojenik test sırasında sıfır kusurlarla zamanında teslim edilir.
Örnek Olay İncelemesi 2: Biyofarmasötik tesis
Steril bir su sistemi için 316L paslanmaz çelik makaralara ihtiyaç duyulan bir biyofarma bitkisine ihtiyaç duyar. Gereksinimler dahil:
- Yüzey İşlemi: Ra < 0.5 Bakteriyel büyümeyi önlemek için µm.
- Temizlik: İmalat sırasında kontaminasyon yok.
- Uyumluluk: FDA ve GMP Standartları.
Çözüm
- Argon korumalı otomatik yörünge kaynağı kullanılmış.
- Elektropolizasyon ve pasivasyon gerçekleştirildi.
- Yürütülen 100% RT ve hidrostatik test.
Sonuç
Makaralar sıkı düzenleyici gereksinimleri karşıladı, Güvenli çalışmayı sağlamak.
10. Geliştirilmiş görünürlük için SEO anahtar kelimeleri
Arama motorlarının içeriğini optimize etmek için, Aşağıdaki anahtar kelimeler ilgili arama amacını hedefleyin:
- Birincil Anahtar Kelimeler:
- Boru makarası imalatı
- Boru Makarası Üretimi
- Prefabrik boru sistemleri
- Endüstriyel boru montajı
- Boru Makarası Üretimi
- Teknik Anahtar Kelimeler:
- Boru Kaynak Standartları
- Boru sistemleri için NDT
- Makaralar için hidrostatik test
- ASME B31.3 Boru Üretimi
- Kaynak kusur kriterleri
- Malzeme Anahtar Kelimeler:
- Paslanmaz çelik boru makaraları
- Karbon çelik boru imalatı
- Inconel Boru Makaraları
- Dubleks paslanmaz çelik borular
- HDPE Boru Makarası Üretimi
- Endüstri Anahtar Kelimeleri:
- Petrol ve gaz boru sistemleri
- Petrokimya Boru İmalatı
- Farmasötik boru çözümleri
- Elektrik santrali makarası imalatı
- LNG Tesis Boru Sistemleri
- Anahtar Kelimeler İşlem:
- CNC boru kesme teknolojisi
- Borular için yörünge kaynağı
- Boru eğim yöntemleri
- Otomatik Makara İmalatı
- Boru uydurma toleransları
- Uzun kuyruklu anahtar kelimeler:
- Petrol ve gaz için boru makaraları nasıl üretilir
- Paslanmaz çelik makara imalatı için en iyi uygulamalar
- Boru Makarası Üretim Verimliliğini Optimize Etme
- Farmasötik bitkiler için boru makarası imalatı
- Boru makaraları için gelişmiş kaynak teknikleri
- Sürdürülebilirlik Anahtar Kelimeler:
- Çevre dostu boru imalatı
- Sürdürülebilir boru makarası üretimi
- Düşük emisyonlu boru kaplamaları
- Geri dönüştürülebilir boru malzemeleri
SEO stratejisi
- Sayfa içi: Anahtar kelimeleri başlıklara dahil edin, meta açıklamalar, Tablolar için Alt Metin, Ve içerik boyunca.
- İçerik pazarlaması: Belirli yönlerde blog yayınlarını veya beyaz incelemeleri yayınlayın (örneğin, "Boru Makarası İmalatında Orbital Kaynak").
- Geri bağlantılar: İçeriğe bağlantı kurmak için endüstri yayınlarıyla işbirliği yapın.
- Yerel SEO: Bölgeye özgü terimleri ekleyin (örneğin, "Boru Makarası İmalat ABD") Hedeflenen pazarlar için.
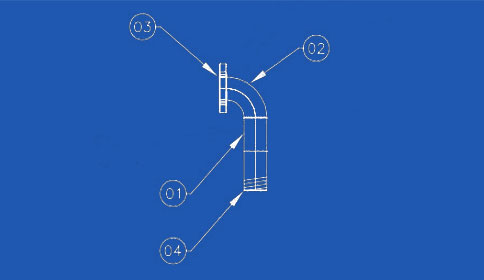 |
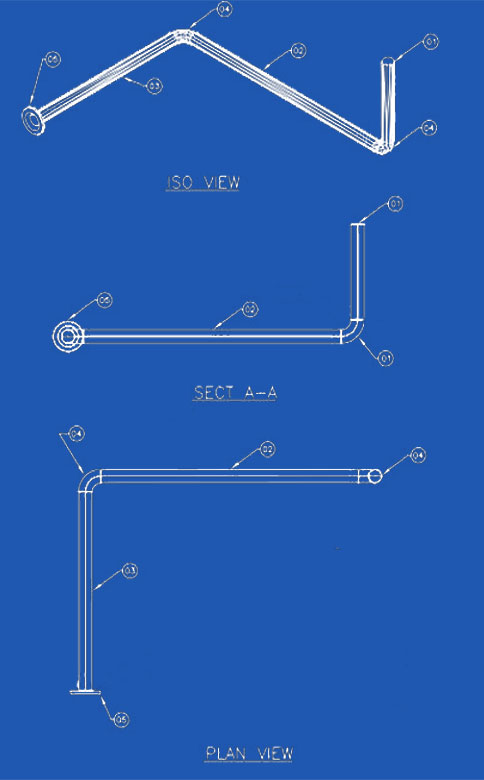
①pipe, 3″ SCH 80 90 ° RAD 3″ SCH 80,BW ③flange, RFSO, 3″ 150# ④6″ LG meme başı, SCH 80, BW |
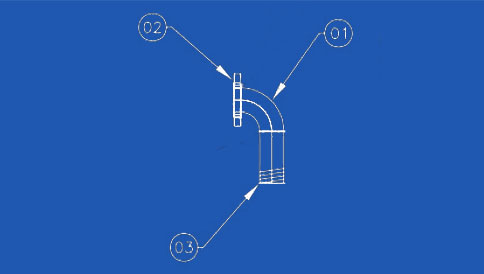 |
90 ° RAD 3″ SCH 80,BW ②flange, RFSO, 3″ 150# ③9″ LG meme başı, SCH 80, BW |
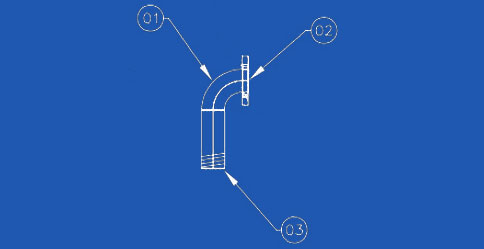 |
90 ° RAD 3″ SCH 80,BW ②flange, RFSO, 3″ 150# ③7 1/2″ LG meme başı, SCH 80, BW |
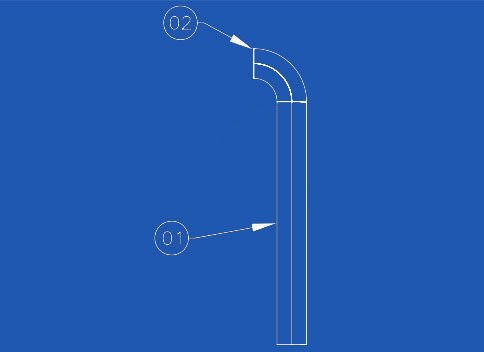 |
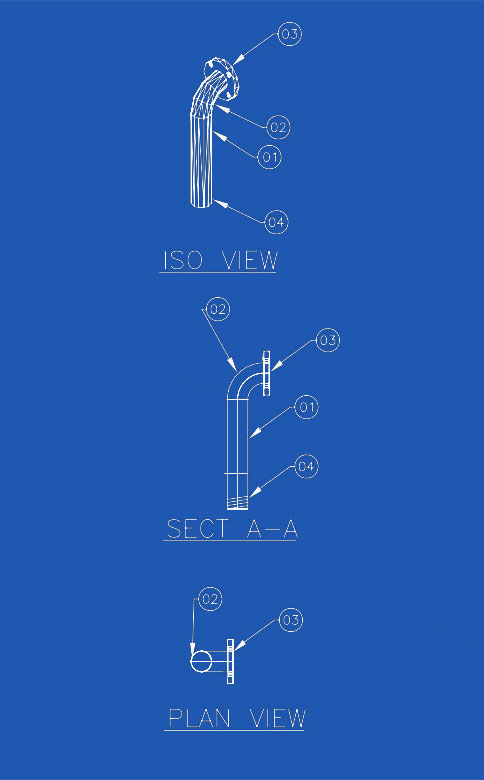
①pipe, 3″ SCH 80 90 ° RAD 3″ SCH 80,BW |
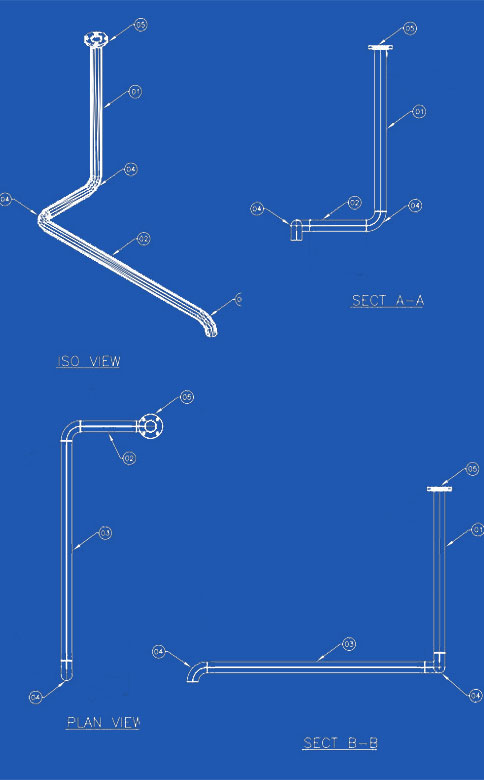 |
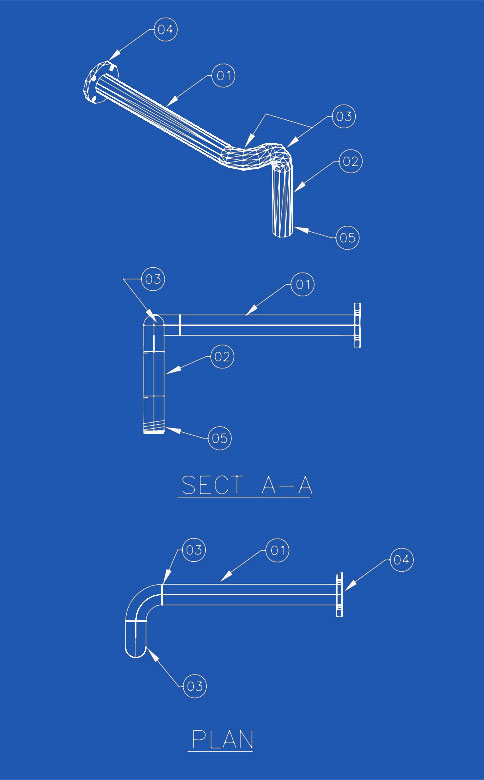
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③pipe, 3″ SCH 80 90 ° RAD 3″ SCH 80,BW ⑤flange, RFSO, 3″ 150# |
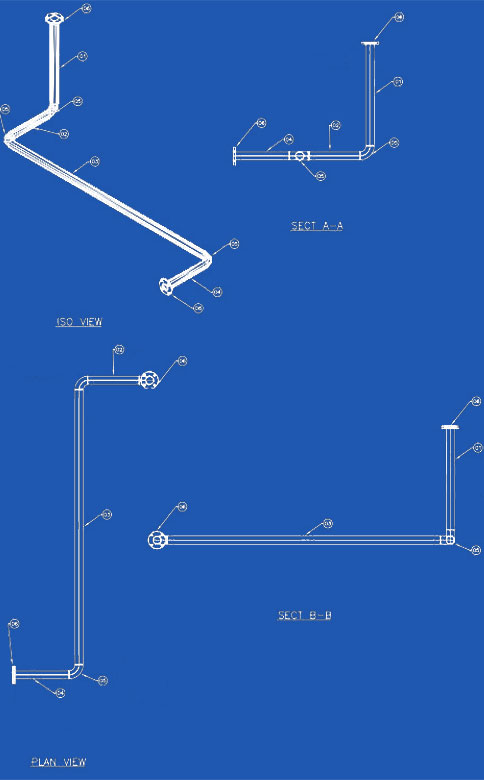 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③pipe, 3″ SCH 80 ④pipe, 3″ SCH 80 90 ° RAD 3″ SCH 80,BW ⑥flange, RFSO, 3″ 150# |
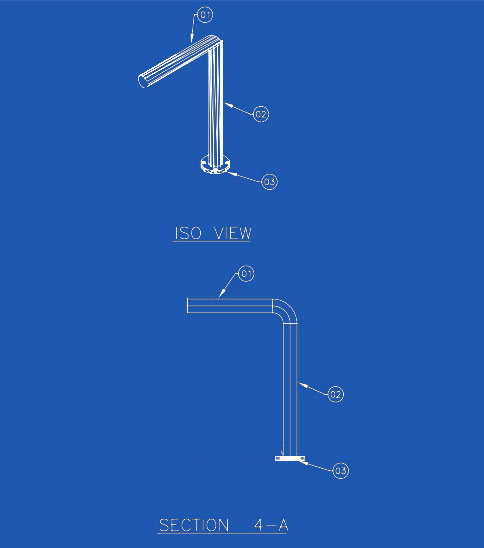 |
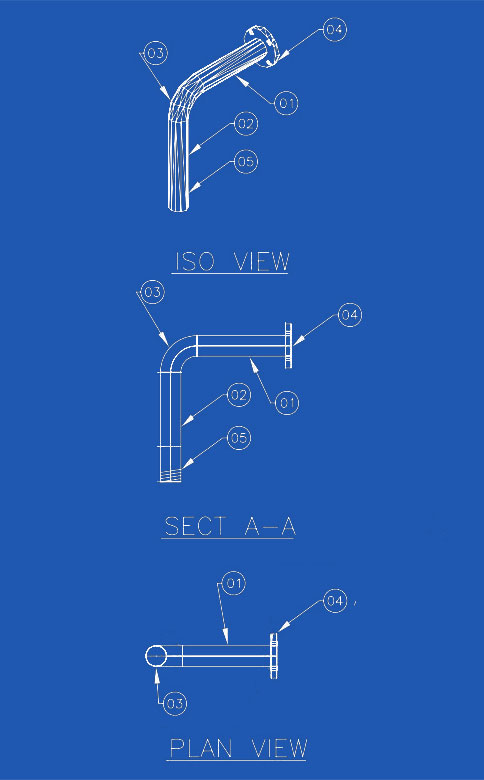
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③flange, RFSO, 3″ 150# |
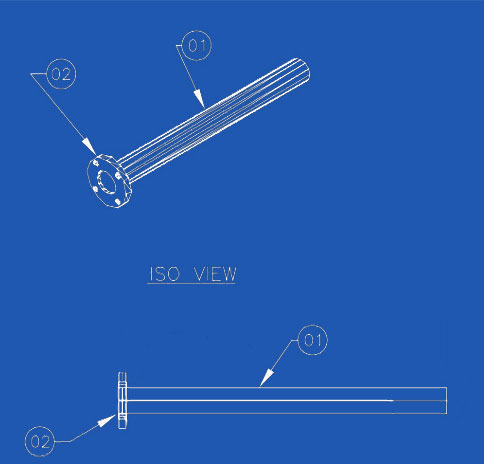 |
①pipe, 3″ SCH 80 ②flange, RFSO, 3″ 150# |
 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③pipe, 3″ SCH 80 90 ° RAD 3″ SCH 80,BW ⑤flange, RFSO, 3″ 150# |
 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 90 ° RAD 3″ SCH 80,BW ④flange, RFSO, 3″ 150# ⑤6″ LG meme başı, 3″ SCH 80, BW |
 |
①pipe, 3″ SCH 80 90 ° RAD 3″ SCH 80,BW ③flange, RFSO, 3″ 150# ④6″ LG meme başı, 3″ SCH 80, BW |
 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 90 ° RAD 3″ SCH 80,BW ④flange, RFSO, 3″ 150# ⑤6″ LG meme başı, 3″ SCH 80, BW |

Boru bağlantı parçaları, boru veya tüplerin düz bölümlerini bağlamak için sıhhi tesisat sistemlerinde kullanılır., farklı boyutlara veya şekillere uyum sağlamak için, ve düzenleme gibi diğer amaçlar için (veya ölçme) sıvı akışı. Bu bağlantı parçaları sıhhi tesisat sistemlerinde suyun transferini kontrol etmek için kullanılır., Evsel veya ticari ortamlardaki boru veya sıhhi tesisat sistemlerinde bulunan gaz veya sıvı atıklar. Bağlantı parçaları (özellikle nadir görülen türler) paraya ihtiyacım var, zaman, Kurulum için gerekli malzeme ve aletler, sıhhi tesisat ve sıhhi tesisat sistemlerinin önemli bir parçasıdır.. Ortak boru bağlantı parçaları esas olarak şunları içerir:: flanş, dirsekler, kaplinler, sendikalar, makaralar, redüktörler, burçlar, tişört, saptırıcı tees, haçlar, büyük harfler, Fişler, dikenler ve vanalar. Valfler teknik olarak uygun olmasına rağmen, genellikle ayrı ayrı tartışılırlar.

Boru bağlantı gövdeleri genellikle bağlandıkları boru veya boru sistemiyle aynı temel malzemeden yapılır.: bakır, çelik, PVC, CPVC veya ABS. Sıhhi tesisatın izin verdiği herhangi bir malzeme, sağlık veya bina kodları (uygun olduğu şekilde) kullanılabilir, ancak sistemdeki diğer malzemelerle uyumlu olmalıdır, taşınan sıvı, ve içerideki sıcaklık ve basınç (ve dışarıda) sistem. Bakır üzerine pirinç veya bronz bağlantı parçaları Sıhhi tesisat ve sıhhi tesisat sistemlerinde yaygındır. Yangına dayanıklılık, şok direnci, mekanik dayanım, hırsızlık önleme ve diğer faktörler de boru bağlantı parçaları için malzeme seçimini etkiler.

Malzeme Paslanmaz Çelik ASME / ASTM SA / A403 SA / A 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304/304L, 316/316L, İTİBAREN 1.4301, DIN1.4306, İTİBAREN 1.4401, İTİBAREN 1.4404 Boyut ANSI B16.9, ANSI B16.28, MSS-SP-43 Tip A, MSS-SP-43 Tip B, HE B2312, JIS B2313 Kalınlık Programı 5S, 10S, 20S, S10, S20, S30, CYBH, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS ve benzeri.

Çapraz bağlantı parçaları boruların dallanmasına izin verir, suyun veya diğer sıvıların çeşitli tesisat veya alanlara dağıtımını sağlamak. Su temini sistemlerinde yaygın olarak kullanılırlar., sulama sistemleri, ve ısıtma sistemleri.

Boruların dikey olarak monte edildiği yerlerde ve pompaların basma tarafında eşmerkezli redüktörler kullanılır. Eksantrik redüktörler daha çok boru tesisatı boru rafı üzerine yerleştirildiğinde kullanılır. Düz tarafı nedeniyle, boruların rafa hizalanması ve güvenli bir şekilde monte edilmesi daha kolaydır.

Alın Kaynak Başlığı Alın kaynak başlığı üreticisiyiz ve tüm programları karbon çeliği gibi malzeme çeşitlerinde tedarik ediyoruz, paslanmaz çelik, alaşımlı çelik. Zizi ASME'de boru kapakları üretiyor, İTİBAREN, JIS ve diğer gerekli standartlar. Boru kapağı, boru ucunu kapatarak sıvıyı durdurmak için yaygın olarak kullanılan boru bağlantı parçalarından biridir.. Alın kaynak tipi mevcuttur, soket kaynak tipi ve dişli tip, ve alın kaynaklı başlık, iyi performans nedeniyle daha popülerdir, sağlam bağlantı ve geniş boyut seçim aralığı.
