API 5L X60M 3PE LSAW Pipe (PSL21,PSL2)

The Apex of Pipeline Engineering: Abtersteel’s API 5L X60M PSL2 3PE LSAW Pipe
The construction of modern, large-scale energy infrastructure demands materials that represent the confluence of advanced metallurgy, rigorous quality assurance, and proven corrosion science. Abtersteel’s offering of the API 5L X60M PSL2 Longitudinal Submerged Arc Welded (LSAW) pipe, protected by the three-layer polyethylene (3PE) coating system, is not merely a component; it is an integrated engineering solution tailored for the most demanding high-pressure, high-throughput transmission projects across hostile and geographically challenging environments. This pipe grade signifies a commitment to the highest tiers of structural integrity and longevity, ensuring that the critical transmission of hydrocarbons, carbon capture mediums, or advanced geothermal fluids can proceed with an absolute minimum risk of containment failure or long-term operational degradation. Our focus is the non-negotiable optimization of toughness, strength, and durability, all certified under the exacting, globally recognized specifications established by the American Petroleum Institute (API) for Product Specification Level 2 (PSL2).
1. The High-Integrity Mandate: Defining API 5L X60M PSL2
The nomenclature API 5L X60M PSL2 is the technical fingerprint of a material designed to withstand extraordinary operational and environmental stresses, moving beyond the simple metrics of yield strength into the crucial domains of fracture mechanics and failure prevention. The designation itself encapsulates a series of advanced manufacturing and testing requirements that distinguish this product as a premium asset for critical pipeline applications.
The Metallurgical Advantage of X60M
The “X60” classification fundamentally indicates a minimum specified yield strength of $60,000 \text{ psi}$ ($414 \text{ MPa}$). This high strength permits pipeline designers to utilize thinner wall thicknesses than lower grades (e.g., X42 or X52) while maintaining the required hoop stress capacity, resulting in significant material cost savings and reduced pipeline weight, which dramatically lowers transportation and installation expenses. However, achieving high strength must not compromise the material’s ability to resist brittle fracture, especially in low-temperature service or under dynamic loading. This is where the defining characteristic, the “M” suffix, enters the technical equation. The “M” denotes steel produced by Thermomechanical Controlled Processing (TMCP), or controlled rolling. This sophisticated process manipulates the rolling temperature and deformation parameters during the steel plate production to refine the microstructure—specifically controlling the morphology of the ferrite and pearlite phases and achieving a fine, uniform grain size. The consequence of TMCP is a steel plate that exhibits superior strength while simultaneously possessing excellent low-temperature notch toughness and significantly enhanced weldability, properties that are often mutually exclusive in conventionally processed steel. Abtersteel’s dedication to X60M ensures that the structural integrity of the final LSAW pipe body is founded upon this advanced, stress-resistant metallurgy.
The Non-Negotiable Requirements of PSL2
The most stringent demand on this product is imposed by the PSL2 designation. This level of specification elevates the pipe from general-purpose service to a certified, high-integrity product suitable for hostile or high-risk applications, such as sour service, high-pressure natural gas transmission, or pipelines traversing seismically active areas. PSL2 mandates a series of non-negotiable requirements that are significantly stricter than those required for PSL1:
-
Mandatory Charpy V-Notch (CVN) Testing: For PSL2, CVN toughness testing is not optional; it is mandatory to verify the material’s resistance to brittle fracture initiation and propagation. This involves testing samples at a specified minimum service temperature to ensure the material absorbs a minimum required amount of energy (often measured in Joules), thereby providing a quantifiable assurance against rapid crack propagation (e.g., in a high-pressure gas pipeline).
-
Stricter Chemical Composition: The PSL2 specification places tighter limits on alloying elements, particularly the Carbon Equivalent ($\text{CE}$) and Phosphorus ($\text{P}$) and Sulfur ($\text{S}$) content. Lower $\text{CE}$ is essential to guarantee field weldability, minimizing the risk of cold cracking during construction welding. Lower $\text{S}$ content is critical for sour service applications, as sulfur compounds can react with hydrogen generated by corrosion, leading to hydrogen-induced cracking (HIC) and stress-oriented hydrogen-induced cracking (SOHIC). Abtersteel rigorously adheres to these reduced impurity limits, often exceeding the minimum requirements, as a testament to our commitment to pipeline durability in aggressive media.
-
Mandatory Non-Destructive Testing (NDT): All PSL2 pipe lengths are subjected to extensive NDT, including ultrasonic testing (UT) and potentially radiographic testing (RT) of the weld seam, to ensure the complete absence of harmful internal or surface defects, such as porosity, lack of fusion, or inclusions, guaranteeing the structural homogeneity of the LSAW weld.
The confluence of X60M metallurgy and PSL2 assurance confirms that Abtersteel’s pipe is manufactured not just to be strong, but to be predictably tough, chemically resistant, and dimensionally flawless under the most challenging service conditions.
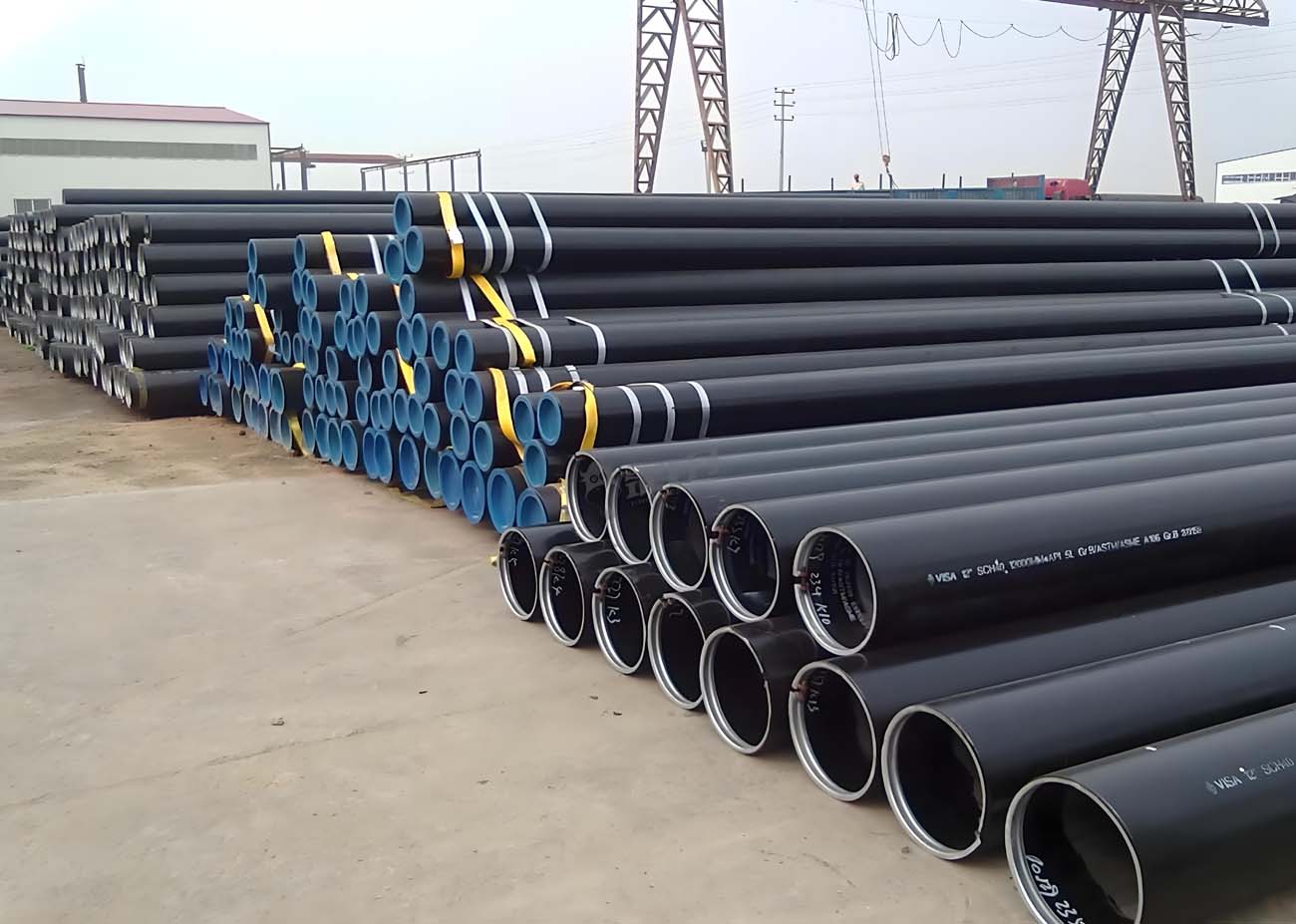
2. The Fabrication Science: LSAW Technology and Dimensional Control
The physical transformation of the high-strength X60M PSL2 plate into a large-diameter pipe is achieved through the Longitudinal Submerged Arc Welded (LSAW) process. LSAW is the industry’s preferred method for producing pipe with wall thicknesses and diameters that exceed the practical limits of seamless or High-Frequency Electric Resistance Welded (HFERW) pipe, making it the essential choice for massive-scale, high-pressure pipeline segments.
The Submerged Arc Welding Principle
The LSAW process involves cold-forming the steel plate into a cylindrical or near-cylindrical shape, where the longitudinal edges are pressed together, and then welding this seam using the Submerged Arc Welding technique. This technique employs one or more electrodes that deposit filler metal while both the arc and the molten weld pool are shielded by a blanket of granular, fusible flux. The technical benefits of the Submerged Arc method are profound:
-
Weld Metal Quality: The flux covering the arc ensures an extremely stable and clean welding process, shielding the weld pool from atmospheric contaminants (Oxygen and Nitrogen), which results in a high-integrity weld metal with low porosity and precise chemical control. The ability to use multiple electrodes allows for high deposition rates and deep, full-penetration welds that span the entire thickness of the pipe wall, ensuring the weld seam is structurally equivalent to the parent metal.
-
Wall Thickness Capability: Unlike spiral welded or HFERW methods, LSAW is inherently suitable for extremely thick walls—often exceeding $25 \text{ mm}$—a necessity for X60M PSL2 pipe used in compressor stations, river crossings, or high-risk urban segments where maximum design factor thickness is required.
Dimensional Precision for Field Reliability
For large-diameter pipe, dimensional accuracy is paramount to efficient and safe construction. The tight tolerances required for Abtersteel’s PSL2 pipe are maintained through sophisticated forming and calibration processes:
-
Ovality and Straightness: Maintaining strict control over the pipe’s ovality (the difference between the maximum and minimum outside diameter) and straightness is vital for reliable field welding. Poor ovality complicates joint fit-up, requiring excessive force or manual grinding, which can compromise the pipe end geometry. Abtersteel’s pipe undergoes a cold expansion or calibration process post-welding to ensure optimal dimensional uniformity along the entire length, facilitating fast, automated welding in the field.
-
End Preparation (Beveling): The pipe ends are precisely machined to the required bevel profile (e.g., $30^{\circ}$ angle with a $1.6 \text{ mm}$ root face) using CNC equipment. This precision end preparation ensures the pipeline contractor can achieve a perfect root pass and consistent weld penetration during construction, which is essential for meeting the stringent NDT requirements of the completed pipeline.
The combination of X60M metallurgy, the high-integrity LSAW weld seam, and precision dimensional control makes the pipe a structurally robust, ready-to-weld asset.
3. The Sentinel of Durability: 3PE Coating and Corrosion Engineering
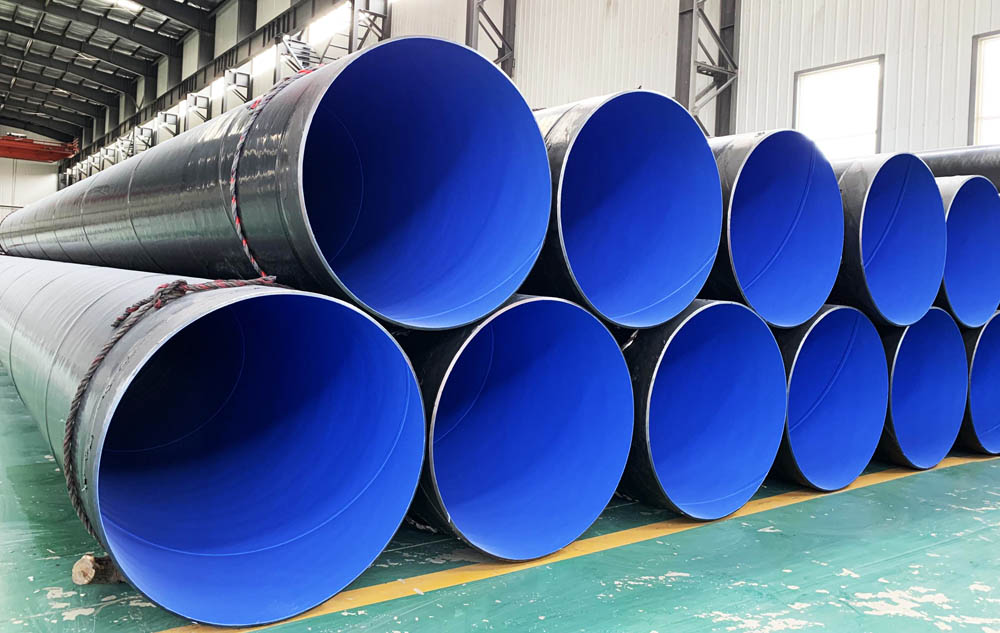
Even a pipe with the highest metallurgical and structural integrity will fail prematurely without robust external protection against the insidious threat of corrosion. Abtersteel’s X60M PSL2 LSAW pipe is supplied with the industry-leading Three-Layer Polyethylene (3PE) coating system, which is the globally accepted standard for providing long-term corrosion resistance and mechanical protection in buried or submerged pipelines.
The Anatomy of the 3PE System
The 3PE system is not a single layer, but a fusion of three distinct materials, each playing a critical role in the defense against environmental degradation:
-
Fusion Bonded Epoxy (FBE) Primer (Layer 1): Applied directly to the abrasive-blasted, heated steel surface. FBE is a thermoset polymer powder that chemically bonds to the steel. Its primary function is to provide the chemical barrier and exceptional cathodic disbondment resistance—the measure of the coating’s ability to resist separation from the pipe surface under the influence of the cathodic protection system, which is crucial for preventing crevice corrosion.
-
Copolymer Adhesive (Layer 2): This second layer is a copolymer resin that acts as a chemical and physical bridge between the FBE and the outermost polyethylene layer. It ensures the polyethylene adheres tenaciously to the epoxy, preventing delamination and maintaining the integrated structure of the coating system.
-
Extruded Polyethylene (PE) Topcoat (Layer 3): This thick, robust outer layer provides the mechanical protection and dielectric strength. Polyethylene is resistant to impact damage from handling, bending, and backfilling, and its high electrical resistivity acts as the primary shield, preventing grounding currents and limiting the pipe’s exposure to corrosive soils and microbes.
Quality Assurance of the Coating System
The efficacy of the 3PE system is assured by continuous Quality Control (QC) during the coating application process:
-
Surface Preparation: The steel surface must be prepared to a near-white metal finish (SA 2.5) via shot blasting, and the pre-heat temperature must be precisely controlled to ensure proper FBE activation and chemical bonding.
-
Coating Thickness and Holiday Testing: The final coating thickness is strictly monitored to meet specification (typically $2.5 \text{ mm}$ to $3.5 \text{ mm}$). Every single meter of coated pipe is subjected to Holiday Testing—passing a high-voltage probe over the surface to detect pinholes or voids. Any breach in the coating, known as a ‘holiday,’ is immediately identified and repaired before shipment, guaranteeing the integrity of the dielectric barrier.
This multi-layered defense mechanism ensures that the X60M PSL2 steel core is fully isolated from the corrosive environment, enabling the pipe to meet its design life requirements even in highly aggressive or remote service locations.
4. Life-Cycle Value and Integrated Assurance
Abtersteel’s API 5L X60M PSL2 3PE LSAW pipe represents a low-risk, high-return investment for pipeline operators. The total value proposition is derived not just from the individual technical features but from the integrated assurance system that ties them all together, reducing life-cycle costs and maximizing operational safety.
The commitment to PSL2 mandates full traceability, NDT verification, and toughness testing that guarantees predictable performance under specified conditions. This predictability translates directly into lower safety margins required in operational planning and reduced probability of failure—the most costly event in any pipeline operation. The durability afforded by the 3PE coating drastically cuts the long-term maintenance costs associated with corrosion control and cathodic protection system demands. Ultimately, the X60M PSL2 LSAW pipe, manufactured and coated by Abtersteel, is the fundamental assurance of the safe, reliable, and efficient transfer of energy resources globally.
Abtersteel API 5L X60M PSL2 3PE LSAW Pipe: Technical Specifications
The following tables detail the rigorous requirements and specifications adhered to in the manufacturing of Abtersteel’s high-integrity pipeline product.
| Category | Specification Details |
| Material | API 5L X60M (TMCP/Controlled Rolled Steel Plate) |
| Product Level | PSL2 (Product Specification Level 2, Mandates CVN, NDT, and tighter chemistry) |
| Manufacturing Method | LSAW (Longitudinal Submerged Arc Welded) |
| External Coating | 3PE (Three-Layer Polyethylene: FBE + Adhesive + PE) |
| Dimensions (Typical) | Outer Diameter: 406.4 mm (16″) up to 1422 mm (56″) |
| Wall Thickness | 8.0 mm (0.315″) up to 40.0 mm (1.575″) |
| Standard and Specification Compliance | Details |
| Primary Standard | API Specification 5L (46th or latest edition) |
| Supplementary Specification | ISO 3183 (Equivalent International Standard) |
| Welding Standard | ASME Boiler and Pressure Vessel Code Section IX |
| Coating Standard | DIN 30670 / ISO 21809-1 / CSA Z245.21 (Commonly specified) |
| Certification | Mill Test Certificate (MTC) 3.1 or 3.2 (by Third Party) |
| Chemical Composition (Maximum Weight %) – PSL2 | X60M Requirements |
| Carbon (C) | $0.20$ |
| Manganese (Mn) | $1.70$ |
| Phosphorus (P) | $0.025$ |
| Sulfur (S) | $0.015$ |
| Silicon (Si) | $0.45$ |
| Carbon Equivalent (CE) | $\leq 0.43$ (Typically lower with TMCP) |
| Vanadium (V) + Niobium (Nb) + Titanium (Ti) | $\leq 0.15$ |
| Mechanical and Tensile Requirements | API 5L X60M PSL2 |
| Minimum Yield Strength ($\text{R}_{\text{eH}}$) | $414 \text{ MPa}$ ($60,000 \text{ psi}$) |
| Minimum Tensile Strength ($\text{R}_{\text{m}}$) | $517 \text{ MPa}$ ($75,000 \text{ psi}$) |
| Maximum Yield Strength | $565 \text{ MPa}$ ($82,000 \text{ psi}$) |
| Elongation (A) | $\text{Min}$ $18\%$ (Dependent on wall thickness/gauge length) |
| Weld Seam Strength | Must match or exceed minimum specified tensile strength of pipe body |
| Heat Treatment Requirements | X60M PSL2 Status |
| Pipe Body | Thermomechanical Controlled Processing (TMCP) or Controlled Rolled (The ‘M’ requirement) |
| Purpose of TMCP | Enhanced strength and toughness through microstructure refinement |
| Post-Weld Heat Treatment (PWHT) | Not typically required for standard LSAW. May be specified by purchaser for sour service or specific application environments. |
| Application and Features Summary | Technical Benefits |
| Primary Application | High-pressure transmission of natural gas, crude oil, and refined products |
| PSL2 Key Feature | Mandatory high toughness (CVN tested) for fracture arrest |
| X60M Key Feature | High strength allows for thinner wall design, reducing cost and weight |
| LSAW Key Feature | Suitable for large diameters and thick walls; high-integrity longitudinal weld |
| 3PE Key Feature | Triple defense against external corrosion, excellent mechanical impact resistance |
| Tolerance of Thickness Schedules (Based on API 5L) | Tolerance Range |
| Pipe Wall Thickness (t) | $-\text{12.5}\%$ of $\text{t}$ (Negative) |
| Pipe Wall Thickness (t) | $+\text{15.0}\%$ of $\text{t}$ (Positive, $\leq 2.5 \text{ mm}$ max) |
| Note | Strict tolerances maintained for field fit-up and hydrostatic testing integrity. |
The Integrity Crucible: Mandatory Destructive Testing and Fracture Mechanics Assurance
Continuing the technical evaluation of Abtersteel’s API 5L X60M PSL2 pipe, the commitment to the Product Specification Level 2 (PSL2) mandates a stringent series of destructive mechanical tests that move beyond simple tensile confirmation. These tests form the crucible of pipeline integrity, providing quantified assurance that the advanced Thermomechanical Controlled Processing (TMCP) metallurgy has yielded a product capable of resisting brittle fracture, particularly in high-stress, low-temperature, or dynamic service environments. This reliance on verifiable fracture mechanics data, rather than assumed material properties, is the core differentiator that justifies the premium positioning of PSL2 materials in critical infrastructure planning.
1. Charpy V-Notch (CVN) Testing: The Measure of Toughness
The Charpy V-Notch (CVN) impact test is the single most important destructive examination required by PSL2, serving as the definitive quantifier of the pipe material’s notch toughness—its ability to absorb energy plastically before fracturing in the presence of a sharp defect. This test is crucial because high-pressure gas pipelines, in particular, require material toughness sufficient to arrest a propagating brittle crack before it can traverse the pipe circumference and cause a catastrophic rupture along the entire length of the line.
The methodology is specific and non-negotiable: small, precisely machined specimens taken from the pipe body (and often the Heat Affected Zone, or HAZ, of the LSAW seam) are chilled to a minimum specified design temperature, which often correlates to the coldest anticipated service temperature of the pipeline (e.g., $0^{\circ}\text{C}$ or $-20^{\circ}\text{C}$). The specimen is then struck by a calibrated pendulum hammer and the energy absorbed during the failure is recorded in Joules (or ft-lbs). For X60M PSL2, API 5L dictates not only minimum average energy absorption values for both the pipe body and the weld seam, but also minimum lateral expansion values and shear fracture appearance to distinguish between ductile and brittle failure modes. Abtersteel’s TMCP steel is specifically optimized to maximize the fine-grained microstructure, ensuring the CVN results consistently exceed the minimum energy values, thereby providing verifiable confidence against brittle crack propagation, a failure mode that is universally unacceptable in modern high-pressure systems. This testing protocol ensures that the inherent strength of the X60 grade is matched by the required dynamic resilience.
2. Mandatory Hardness Testing and Sour Service Readiness
While not explicitly specified for every PSL2 application, the requirements for pipeline segments destined for sour service (pipelines carrying hydrocarbons with significant concentrations of Hydrogen Sulfide, $\text{H}_2\text{S}$) impose an immediate and critical technical constraint that mandates meticulous hardness testing. $\text{H}_2\text{S}$ can lead to Hydrogen-Induced Cracking (HIC) or Sulfide Stress Cracking (SSC), both of which are exponentially promoted when the steel’s hardness exceeds certain thresholds.
PSL2, with its stringent chemical controls (low sulfur and carbon equivalent), inherently positions the X60M pipe for potential sour service use, but the final confirmation lies in Vickers or Rockwell Hardness Testing. The maximum acceptable hardness is often set at $248 \text{ HV}$ (Vickers Hardness) to mitigate the susceptibility to SSC. This is particularly critical in the Heat Affected Zone (HAZ) of the LSAW seam, as the rapid cooling near the weld can sometimes lead to localized hardening. Abtersteel’s quality control protocols include systematic hardness traverses across the LSAW weld and HAZ, ensuring that the entire welded joint maintains a hardness profile below the threshold limits, guaranteeing resistance to environmental cracking mechanisms. This attention to localized material properties in the most critical structural area—the weld—is a defining characteristic of true high-integrity pipeline fabrication.
The Non-Destructive Imperative: NDT for Weld and Body Assurance
The assurance provided by destructive testing is sample-based; it confirms the material’s potential integrity. The final proof of quality, however, relies on Non-Destructive Testing (NDT), which is applied systematically to every single millimeter of the manufactured pipe length. For PSL2, NDT is mandatory and its acceptance criteria are significantly tighter than those for PSL1. This comprehensive scrutiny ensures that no harmful defects, inclusions, or discontinuities—which may have originated during plate rolling or the LSAW welding process—remain hidden within the pipe wall.
1. Ultrasonic Testing (UT) of the Weld Seam
Automated Ultrasonic Testing (UT) is the primary method used to inspect the integrity of the entire LSAW seam. UT involves propagating high-frequency sound waves through the material and analyzing the reflected echoes. Any internal discontinuity (such as lack of fusion, porosity, or slag inclusions) will reflect the sound energy, signaling the location and size of the defect.
For X60M PSL2, the acceptance criteria for defects detected by UT are exceptionally stringent, often requiring the repair or rejection of pipe joints that contain flaws far smaller than those acceptable in lower-specification piping. The system is designed not just to detect gross defects, but to map even minor internal flaws that could potentially propagate under cyclic stress loading over the life of the pipeline. Furthermore, specific UT probes are used to inspect the end areas of the pipe—the critical zone where the field girth welds will be placed—to ensure the edges are free from lamination or inclusions that could compromise the final construction weld.
2. Radiographic Testing (RT) and Hydrostatic Testing
Radiographic Testing (RT), utilizing X-rays or Gamma rays, provides a permanent visual record of the internal weld quality. While UT is highly effective for detecting planar flaws, RT is often used as a supplementary technique, particularly at the beginning and end of each pipe length, to verify the weld’s structural homogeneity and detect volumetric flaws like large gas pores or clusters of inclusions. The use of both UT and RT ensures maximum detection capability against various defect types, a necessary redundancy for the PSL2 standard.
The final, absolute physical test applied to the finished pipe is the Hydrostatic Test. Each pipe length is sealed and internally pressurized with water to a level that typically generates $90\%$ to $100\%$ of the Specified Minimum Yield Strength (SMYS) of the X60M steel for a defined holding period. This test serves two critical functions:
-
Proof Test: It proves that the pipe structure and the LSAW seam can withstand the maximum anticipated hoop stress without rupture, providing the final confirmation of pressure containment integrity.
-
Volumetric Expansion: The test subjects the material to stress levels that can induce a measurable plastic expansion, effectively acting as a quality filter by permanently expanding any subtle flaws that might propagate later under normal operating pressure. Any pipe that leaks or fails during this process is immediately rejected, guaranteeing that only structurally sound components leave the factory floor.
Final Quality Gate: Coating Inspection and Field Readiness
Even after metallurgical and structural integrity have been proven, the product’s long-term durability rests upon the final quality check of the 3PE anti-corrosion coating and the meticulous preparation for transport.
1. 3PE Adhesion and Holiday Testing Assurance
The 3PE coating is subjected to final checks to ensure its efficacy as a barrier against corrosion:
-
Holiday Detection: Every centimeter of the coating is scanned with a high-voltage sensor, as previously noted. The acceptance criterion is the absolute absence of ‘holidays’ (pinholes or coating discontinuities) that could expose the steel to the environment and concentrate corrosion activity. This test guarantees a perfect dielectric shield.
-
Peel Adhesion Testing: Samples of the coated pipe are tested to ensure the polyethylene layer maintains the required mechanical bond strength to the underlying FBE primer via the adhesive layer. This test verifies that the coating will not peel off due to handling or soil stresses during installation, maintaining its mechanical and dielectric integrity throughout its service life.
2. End Capping and Final Passivation