
Système de fabrication de bobines de tuyauterie

Fabrication de bobine de tuyauterie: Une analyse complète
Définition: Une bobine de tuyau est une section préfabriquée d'un système de tuyauterie, Composé généralement de tuyaux, raccords (par ex., coudes, t-shirts, réducteurs), brides, vannes, et d'autres composants, assemblé dans un environnement contrôlé (par ex., une boutique de fabrication) Avant d'être transporté sur le chantier de construction pour l'installation. Cette approche modulaire rationalise l'exécution du projet, Améliore le contrôle de la qualité, et réduit le travail sur place, En faire une pierre angulaire des systèmes de tuyauterie industrielle modernes.
Cette analyse développe le concept fondamental en plongeant plus profondément dans le processus de fabrication, technologies avancées, Considérations environnementales, optimisation des coûts, et les tendances mondiales de l'industrie. La structure comprend:
- Introduction à la fabrication de bobines de tuyauterie
- Paramètres clés de la fabrication (avec des tables)
- Analyse scientifique et technique
- Matériaux avancés et leurs applications
- Processus et technologies de fabrication
- Assurance qualité et normes de l'industrie
- Considérations environnementales et de durabilité
- Stratégies d'optimisation des coûts
- Tendances mondiales et études de cas
- Mots-clés SEO pour une visibilité améliorée
- Conclusion
1. Introduction à la fabrication de bobines de tuyauterie
La fabrication de spools de tuyauterie est un processus de fabrication spécialisé qui consiste à assembler des composants de tuyauterie en sections pré-ingérées, ou “bobine,” qui sont prêts pour l'installation dans les installations industrielles. Ces installations comprennent des raffineries de pétrole, plantes chimiques, centrales électriques, installations de traitement de l'eau, et unités de fabrication pharmaceutique. L'approche de préfabrication permet une fabrication précise dans des conditions contrôlées, Minimiser les erreurs, Réduire le temps de construction sur place, et améliorer la sécurité en limitant le travail sur le terrain dangereux.

Avantages clés
- Assurance qualité: Les environnements contrôlés garantissent une qualité de soudure cohérente et une précision dimensionnelle.
- Efficacité: La fabrication parallèle réduit les délais du projet en permettant un travail simultané sur place et hors site.
- Économies de coûts: Minimise le travail sur le terrain et les retravailleurs, réduire les coûts globaux du projet.
- Sécurité: Réduit le soudage sur place et le travail lourd, Risques atténuants dans les environnements dangereux.
- Évolutivité: Les bobines modulaires sont idéales pour les projets à grande échelle avec des configurations de tuyauterie répétitives.
Défis
- Logistique: Le transport de bobines grandes ou complexes nécessite un équipement spécialisé et une planification.
- Sélection des matériaux: Les composants doivent être compatibles avec les fluides de processus, températures, et les pressions.
- Coordination: La conception et la mesure précises sont essentielles pour garantir que les bobines s'alignent sur les systèmes sur place.
Cette analyse explorera ces aspects en détail, Fournir une base scientifique pour comprendre le processus de fabrication et ses applications.
2. Paramètres clés dans la fabrication de la bobine de tuyauterie
Le succès de la fabrication de la spouin de tuyauterie repose sur le contrôle des paramètres critiques qui influencent les performances de la bobine, durabilité, et la conformité aux normes de l'industrie. Vous trouverez ci-dessous un tableau détaillé résumant ces paramètres, suivi d'explications de leur signification.
Tableau 1: Paramètres clés dans la fabrication de la bobine de tuyauterie
| Paramètre | Description | Valeurs / normes typiques | Impact sur la fabrication |
|---|---|---|---|
| Diamètre du tuyau | Diamètre nominal du tuyau (NPS ou DN) | 1/2"À 48" (NPS), DN15 à DN1200 | Détermine la taille de la bobine, poids, et les exigences de soudage. |
| Épaisseur de paroi | Épaisseur de la paroi du tuyau (Horaire ou mm) | Sch 10, 40, 80, 160; 2–50 mm | Affecte le taux de pression, difficulté de soudage, et les coûts des matériaux. |
| Type de matériau | Matériau du tuyau et des composants | Acier au carbone, acier inoxydable, acier allié, etc.. | Impact la résistance à la corrosion, force, et soudabilité. |
| Critères d'imperfection de soudure | Limites acceptables pour les imperfections de soudure (par ex., porosité, fissures) | ASME B31.3, API 1104, OIN 5817 | Assure l'intégrité structurelle et la conformité aux normes. |
| Angle de biseau | Angle de préparation finale du tuyau pour le soudage | 30° –37,5 ° (Typiquement 37,5 ° pour V-Groove) | Affecte la pénétration et la résistance de la soudure. |
| Processus de soudage | Type de soudage utilisé (par ex., GTAW, SMAW, Gawn) | TIG, MOI, Bâton, Arc submergé | Détermine la qualité de soudure, vitesse, et coûter. |
| Tolérance à la mise en forme | Précision d'alignement des composants avant le soudage | ± 1 à 2 mm (Selon la norme) | Assure un bon alignement articulaire et minimise les contraintes. |
| Pression de test hydrostatique | Pression appliquée lors des tests pour assurer l'intégrité | 1.5x Pression de conception (ASME B31.3) | Vérifie l'intégrité de la bobine dans des conditions de fonctionnement. |
| Finition de surface | Traitement de surface (par ex., décapage, passivation, revêtement) | RA 0,8 à 3,2 µm (pour l'acier inoxydable) | Impact les caractéristiques de la résistance à la corrosion et de l'écoulement des fluides. |
| Tolérance dimensionnelle | Déviation autorisée dans les dimensions de la bobine | ± 3 mm pour la longueur, ± 1,5 mm pour l'alignement | Assure la compatibilité avec l'installation sur le terrain. |
| Traitement thermique | Traitement thermique post-influencé (PWHT) exigences | 600–700 ° C pour l'acier au carbone (si nécessaire) | Réduit les contraintes résiduelles et améliore la durabilité de la soudure. |
| Contrôles non destructifs (CND) | Méthodes pour détecter les défauts (par ex., RT, Utah, Pt, MT) | Radiographie, Ultrasonique, Colorant pénétrant, Particule magnétique | Assure la soudure et l'intégrité des matériaux sans endommager la bobine. |
| Poids de bobine | Poids total de la bobine fabriquée | 10 kg à plusieurs tonnes | Affecte les exigences de transport et de levage. |
| Allocation de corrosion | Épaisseur de paroi supplémentaire pour tenir compte de la corrosion | 1–3 mm (Selon le matériel et l'environnement) | Prolonge la durée de vie dans des environnements corrosifs. |
| Dilatation thermique | Expansion des matériaux à des températures de fonctionnement | 12–16 µm / m · k (conforme aux matériaux) | Nécessite des considérations de conception pour les joints ou les supports d'expansion. |
Explication des paramètres clés
- Diamètre du tuyau et épaisseur de paroi: Le diamètre et l'épaisseur de la paroi dictent la capacité de la bobine à manipuler la pression et l'écoulement. Des diamètres plus grands accueillent des débits plus élevés mais augmentent les coûts de matériau et de fabrication. Épaisseur de paroi, exprimé comme un calendrier (par ex., Sch 40) ou en millimètres, est sélectionné en fonction des cotes de pression et des allocations de corrosion.
- Considération scientifique: Le stress du cerceau (un) dans un tuyau est calculé comme:
S = (P · D) / (2t)
où
Pest une pression interne,Dest le diamètre extérieur, ettest l'épaisseur du mur. Cela garantit que la bobine résiste aux stress opérationnels. - Type de matériau: Matériaux comme l'acier au carbone, acier inoxydable, et l'acier en alliage sont choisis en fonction du fluide de processus, température, et les conditions environnementales. Par exemple, L'acier inoxydable 316L est utilisé dans des environnements corrosifs en raison de sa teneur en molybdène, ce qui améliore la résistance aux piqûres.
- Considération scientifique: Propriétés des matériaux tels que la limite d'élasticité, conductivité thermique, et la résistance à la corrosion sont essentielles. Par exemple, acier au carbone (ASTMA106) a une limite d'élasticité de ~ 240 MPa, Convient aux applications à pression modérée.
- Critères d'imperfection de soudure: Imperfections de soudure (par ex., porosité, fissures) Doit respecter des normes comme ASME B31.3 ou ISO 5817 Pour assurer l'intégrité structurelle. Tests non destructeurs (CND) des méthodes comme la radiographie (RT) et tests ultrasoniques (Utah) détecter les défauts souterrains.
- Considération scientifique: Les imperfections agissent comme des concentrateurs de stress, réduire la vie de la fatigue. Les critères d'acceptation garantissent que les soudures répondent aux exigences de performance.
- Angle de biseau et tolérance à la mise en forme: Un angle de biseau de 30 ° –37,5 ° assure une bonne pénétration de soudure, Pendant les tolérances d'ajustement (± 1 à 2 mm) minimiser le désalignement et les contraintes résiduelles.
- Considération scientifique: L'angle de biseau affecte la dynamique de la piscine de soudure et la zone touchée par la chaleur (ZAT). Le désalignement augmente les concentrations de stress, risquer une échec prématuré.
- Processus de soudage: Des processus comme le soudage à l'arc au tungstène à gaz (GTAW/TIG) offrir une haute précision, tandis que le soudage à l'arc métallique à gaz (GMAW/MIG) est plus rapide pour la production à volume élevé. Soudage à l'arc submergé (SCIE) est utilisé pour les tuyaux de grand diamètre.
- Considération scientifique: Apport de chaleur, calculé comme:
Q = (Tension · Courant · 60) / Vitesse de soudage (mm / min)
affecte la microstructure HAZ. Les entrées de chaleur plus faibles réduisent la distorsion et les risques de fissuration.
- Pression de test hydrostatique: Tests hydrostatiques à une pression de conception de 1,5x (par ASME B31.3) Vérifie l'intégrité de la bobine dans des conditions de fonctionnement.
- Considération scientifique: Les tests n'assure aucune fuite ni déformations, validation de la soudure et de la qualité du matériau.
- Finition de surface et traitement thermique: Finitions de surface lisses (par ex., Rampe 0.8 µm pour l'acier inoxydable) sont essentiels dans les applications pharmaceutiques pour prévenir la croissance bactérienne. Traitement thermique post-influencé (PWHT) à 600–700 ° C réduit les contraintes résiduelles dans les soudures.
- Considération scientifique: PWHT améliore la ténacité de la soudure en modifiant la microstructure HAZ, Réduire les risques comme la fissuration de la corrosion de contrainte.
3. Analyse scientifique et technique
La fabrication de spoue de tuyauterie intègre les principes de la science des matériaux, génie mécanique, dynamique fluide, et assurance qualité. Vous trouverez ci-dessous une analyse détaillée de ces aspects.
3.1 Science des matériaux
La sélection des matériaux est motivée par les exigences opérationnelles:
- Propriétés mécaniques: Le rendement et la résistance à la traction déterminent la capacité de la bobine à résister à la pression et aux charges externes. Par exemple, acier en alliage P91 (limite d'élasticité ~ 415 MPa) est utilisé dans les centrales électriques à haute température.
- Résistance à la corrosion: L'acier inoxydable 316l a un taux de corrosion de <0.1 mm / an dans l'eau de mer, par rapport à >1 mm / an pour l'acier au carbone, Le rendre idéal pour les applications marines.
- Propriétés thermiques: Matériaux à forte expansion thermique (par ex., 16 µm / m · k pour 316 SS) nécessitent des joints d'expansion pour empêcher la déformation dans les systèmes à haute température.
Exemple de calcul
Pour 12 pouces (304.8 mm) tuyau en acier au carbone (ASTM A106 GR. B) avec un 10 épaisseur de paroi mm et 50 bar (5 MPa) pression interne:
Avec une limite d'élasticité de 240 MPa, Le facteur de sécurité est:
Cela confirme l'adéquation du tuyau pour l'application.
3.2 Science de soudage
Le soudage est essentiel à l'intégrité du spoule:
- Apport de chaleur: Un apport de chaleur excessif provoque la croissance des grains dans le HAZ, réduire la ténacité. Le GTAW avec une intrants de chaleur faible est préféré pour les matériaux à haut alliage.
- Imperfections de soudure: La porosité et les fissures sont minimisées par le gaz de blindage approprié (par ex., argon pour gtaw) et formation des soudeurs.
- Contraintes résiduelles: PWHT ou le refroidissement contrôlé atténue les contraintes de l'expansion thermique et de la contraction.
3.3 Dynamique fluide
Les caractéristiques d'écoulement internes de la bobine affectent les performances:
- Chute de pression: Calculé à l'aide de l'équation de Darcy-Weisbach:
Δp = f · (L / D) · (P v² / 2)
où
fest le facteur de frottement,LLa longueur du tuyau est-elle,Dest diamètre,ρest la densité fluide, etVest la vitesse. - Régime de flux: Le débit turbulent augmente la chute de pression et l'érosion. Surfaces lisses (par ex., acier inoxydable électropolié) réduire les turbulences.
3.4 Intégrité structurelle
Les bobines doivent résister à la pression interne, charges externes (par ex., sismique, vent), et expansion thermique. Analyse par éléments finis (FEA) Simulate les contraintes pour garantir la conformité à des normes comme ASME B31.3.
4. Matériaux avancés et leurs applications
Au-delà des matériaux standard, Les matériaux avancés sont de plus en plus utilisés pour des applications spécialisées. Vous trouverez ci-dessous un tableau résumant les matériaux communs et avancés.
Tableau 2: Matériaux pour la fabrication de bobines de tuyauterie
| Matériel | Standard | Applications | Avantages | Limites |
|---|---|---|---|---|
| Acier au carbone (A106 GR. B) | ASTMA106 | Pétrole et gaz, eau, vapeur | Rentable, haute résistance | Sensible à la corrosion |
| Acier inoxydable (304/316) | ASTMA312 | Chimique, pharmaceutique, marin | Résistant à la corrosion, durable | Coût plus élevé, Force plus faible que l'acier au carbone |
| Acier allié (P91, P22) | ASTMA335 | Centrales électriques à haute température | Résistance à haute température, résistance au fluage | Cher, nécessite pwht |
| Acier inoxydable duplex | ASTMA790 | Pétrole offshore et gaz, environnements corrosifs | Haute résistance, excellente résistance à la corrosion | Soudage complexe, coût élevé |
| Inconel 625 | ASTMB444 | Corrosion extrême, systèmes à haute température | Résistance à la corrosion exceptionnelle, haute résistance | Très cher, difficile à souder |
| Titane (Gr.. 2) | ASTM B861 | Aérospatial, traitement chimique | Léger, résistant à la corrosion | Coût élevé, Disponibilité limitée |
| PEHD | ASTM D3035 | Eau, systèmes chimiques à basse pression | Résistant à la corrosion, flexible | Limité aux basses températures et pressions |
Considérations scientifiques
- Corrosion: Acier inoxydable duplex et gêne 625 Offrez une résistance supérieure dans des environnements agressifs comme les plates-formes offshore.
- Stabilité thermique: Les aciers en alliage comme P91 résistent au fluage à des températures jusqu'à 600 ° C, Idéal pour les centrales électriques.
- Soudabilité: Les matériaux à haut alliage comme Inconel nécessitent des techniques de soudage spécialisées (par ex., GTAW avec un contrôle de chaleur précis) Pour éviter de craquer.
5. Processus et technologies de fabrication
La fabrication de la bobine de tuyauterie implique plusieurs étapes, chacun tirant parti des technologies avancées pour améliorer l'efficacité et la qualité.
5.1 Coupure et biseau
- Processus: Les tuyaux sont coupés à des longueurs précises et biseautés pour le soudage à l'aide de la coupe du plasma, coupure laser, ou scies mécaniques.
- Équipement: Machines de coupe de tuyaux CNC, Systèmes de biseau automatisés.
- Progrès: La coupe laser offre une précision de ± 0,1 mm, Réduire les déchets de matériaux et assurer une installation précise.
5.2 Soudage
- Processus: Les méthodes courantes incluent GTAW, Gawn, et scie. Les systèmes de soudage orbital fournissent automatisé, Soudures de haute précision pour les applications critiques.
- Équipement: Soudeurs orbitaux, bras de soudage robotique, Soudeurs TIG / MIG.
- Progrès: Le soudage robotique réduit l'erreur humaine et augmente le débit, avec une surveillance en temps réel des paramètres de soudure.
5.3 Assemblage et installation
- Processus: Les composants sont alignés à l'aide de gabarits et de pinces pour assurer des tolérances étroites.
- Équipement: Systèmes d'alignement automatisés, Outils d'ajustement guidés laser.
- Progrès: 3D La numérisation assure un alignement précis, Réduire les retouches.
5.4 Inspection et tests
- Processus: Méthodes NDT (par ex., RT, Utah, Pt) détecter les défauts, tandis que les tests hydrostatiques vérifient l'intégrité.
- Équipement: Systèmes de rayons X numériques, détecteurs de défaut à ultrasons, plates-formes de test de pression.
- Progrès: Tests ultrasoniques à tableaux phasés (Contact) Fournit une cartographie détaillée des défauts, Améliorer la précision de l'inspection.
6. Assurance qualité et normes de l'industrie
L'assurance qualité garantit que les bobines répondent aux exigences de performance et de sécurité. Les normes clés comprennent:
- ASME B31.3: Régit la conception de la tuyauterie de processus, fabrication, et tester.
- API 1104: Normes de soudage pour les pipelines.
- OIN 5817: Niveaux de qualité de l'imperfection de soudure.
- Normes de matériaux ASTM / ASME: Spécifiez les propriétés des matériaux (par ex., A106, A312).
Mesures de contrôle de la qualité
- Vérification des matériaux: Confirmer les certificats de matériel et effectuer la spectrométrie pour l'analyse de la composition.
- Inspection de soudure: Utiliser NDT pour assurer que les soudures répondent aux critères d'acceptation.
- Contrôles dimensionnels: Vérifiez les dimensions de la bobine à l'aide d'outils de mesure laser.
- Test de pression: Effectuer des tests hydrostatiques ou pneumatiques pour confirmer la congélation des fuites.
- Traçabilité: Maintenir les cartes de soudure, Rapports de test, et enregistrements matériels.
Considération scientifique: Contrôle des processus statistiques (SPP) Surveille les taux de défaut, garantir une qualité constante. Par exemple, Les graphiques de contrôle voient la fréquence d'imperfection de soudure, Maintenir la conformité à l'ISO 5817.
7. Considérations environnementales et de durabilité
La fabrication de la bobine de tuyauterie a des implications environnementales, en particulier dans l'utilisation des matériaux, consommation d'énergie, et gestion des déchets:
- Efficacité des matériaux: Optimiser les modèles de coupe pour minimiser la ferraille. Le logiciel de nidification CNC réduit les déchets de matériaux de 10 à 15%.
- Consommation d'énergie: Les systèmes de soudage et de coupe automatisés consomment une énergie importante. Équipement économe en énergie (par ex., Soudeurs basés sur l'onduleur) réduit la consommation jusqu'à 20%.
- Revêtements et traitements: Revêtements respectueux de l'environnement (par ex., peintures à base d'eau) réduire le composé organique volatil (COV) émissions.
- Recyclage: La ferraille de la coupe est recyclée, avec des taux de recyclage en acier dépassant 90% Dans de nombreuses régions.
- Tendances de durabilité: Utilisation de polyéthylène à haute densité (PEHD) pour les systèmes à basse pression réduit l'impact environnemental en raison de sa recyclabilité et de sa résistance à la corrosion.
Considération scientifique: Évaluation du cycle de vie (LCA) quantifie les impacts environnementaux, guider le matériau et la sélection de processus pour minimiser les empreintes de pas carbone.
8. Stratégies d'optimisation des coûts
L'optimisation des coûts est essentielle pour la fabrication compétitive:
- Automation: Le soudage robotique et la réduction du CNC réduisent les coûts de main-d'œuvre de 15 à 30%.
- Fabrication maigre: Éliminez les déchets grâce à la livraison de matériaux juste à temps et aux workflows optimisés.
- Conception modulaire: Standardiser les conceptions de bobines pour réduire le temps d'ingénierie et les coûts des matériaux.
- Outils numériques: Modélisation des informations du bâtiment (Bim) et 3D CAD empêcher les erreurs de conception, réduire les coûts de reprise jusqu'à 20%.
- Gestion de la chaîne d'approvisionnement: Sourcing stratégique et achats en vrac.
Considération scientifique: La programmation linéaire optimise les coûts:
où Cm est le coût matériel, Cl le coût de la main-d'œuvre est-il, et Ct Le coût du transport est-il, sous réserve de contraintes comme les délais de projet et les normes de qualité.
9. Tendances mondiales et études de cas
Tendances mondiales
- Industrie 4.0: L'intégration de l'IoT et de l'IA dans les magasins de fabrication permet la surveillance en temps réel de la qualité de soudure et de l'efficacité de la production.
- Durabilité: Demande accrue de matériaux respectueux de l'environnement comme le HDPE et les revêtements à faible émission.
- Extension offshore: La croissance des projets de pétrole et de gaz offshore entraîne la demande de bobines résistantes à la corrosion (par ex., acier inoxydable duplex).
- Croissance pharmaceutique: Demande croissante de systèmes de tuyauterie stérile dans les installations biopharmatiques.
Étude de cas 1: Tuyauterie de plantes de GNL
Un gaz naturel liquéfié (GNL) Plante requise 1,000 bobines pour un service cryogénique, Utilisation de l'acier inoxydable 316L et Inconel 625. Défis inclus:
- Performances à basse température: Les matériaux devaient résister à -160 ° C.
- Corrosion: L'exposition à l'eau de mer nécessitait une forte résistance à la corrosion.
- Calendrier: Chronologie de fabrication de six mois.
Solution
- GTAW orbital utilisé pour des soudures précises.
- Implémenté PAUT pour 100% inspection de soudure.
- BIM utilisé pour la détection des affrontements avec des systèmes sur place.
Résultat
Livré à temps avec zéro défauts lors des tests cryogéniques.
Étude de cas 2: Installation biopharmaceutique
Une usine biopharmatique avait besoin de bobines en acier inoxydable 316L pour un système d'eau stérile. Exigences incluses:
- Finition de surface: Rampe < 0.5 µm pour prévenir la croissance bactérienne.
- Propreté: Pas de contamination pendant la fabrication.
- Conformité: Normes FDA et GMP.
Solution
- Soudage orbital automatisé utilisé avec blindage argon.
- Effectué électropolissement et passivation.
- Conduit 100% RT et tests hydrostatiques.
Résultat
Les bobines répondaient aux exigences réglementaires strictes, Assurer un fonctionnement sûr.
10. Mots-clés SEO pour une visibilité améliorée
Pour optimiser le contenu des moteurs de recherche, Les mots clés suivants ciblent l'intention de recherche pertinente:
- Mots-clés principaux:
- Fabrication de bobine de tuyauterie
- Fabrication de pipe
- Systèmes de tuyauterie préfabriqué
- Assemblée de tuyauterie industrielle
- Production de bobines de tuyaux
- Mots-clés techniques:
- Normes de soudage des tuyaux
- NDT pour les systèmes de tuyauterie
- Tests hydrostatiques pour les bobines
- ASME B31.3 Fabrication de tuyauterie
- Critères d'imperfection de soudure
- Mots-clés matériels:
- Bobines de tuyaux en acier inoxydable
- Fabrication de tuyauterie en acier au carbone
- Bobines de pipe à inconvénient
- Tuyauterie en acier inoxydable duplex
- Fabrication de bobine à tuyaux HDPE
- Mots-clés de l'industrie:
- Systèmes de tuyauterie de pétrole et de gaz
- Fabrication de tuyaux pétrochimiques
- Solutions de tuyauterie pharmaceutique
- Fabrication de bobines de centrale
- Systèmes de tuyauterie de plantes de GNL
- Traiter les mots clés:
- Technologie de coupe des tuyaux CNC
- Soudage orbital pour la tuyauterie
- Méthodes de biseau de tuyau
- Fabrication automatisée de la bobine
- Tolérances de mise en forme de tuyauterie
- Mots-clés à longue queue:
- Comment fabriquer des bobines de tuyauterie pour le pétrole et le gaz
- Meilleures pratiques pour la fabrication de bobines en acier inoxydable
- Optimisation de l'efficacité de production de pipe
- Fabrication de bobine de tuyauterie pour les plantes pharmaceutiques
- Techniques de soudage avancées pour les bobines de tuyaux
- Mots-clés de durabilité:
- Fabrication de tuyauterie respectueuse de l'environnement
- Fabrication de bobines de tuyaux durables
- Revêtements de tuyauterie à faible émission
- Matériaux de tuyauterie recyclable
Stratégie de référencement
- En page: Incorporer les mots clés dans les titres, méta-descriptions, Texte alt pour les tables, Et tout au long du contenu.
- Marketing de contenu: Publier des articles de blog ou des blancs sur des aspects spécifiques (par ex., «Soudage orbital dans la fabrication de bobines de tuyaux»).
- Backlinks: Collaborer avec les publications de l'industrie pour lier le contenu.
- SEO local: Inclure des termes spécifiques à la région (par ex., «Pipe Spool Fabrication USA») pour les marchés ciblés.
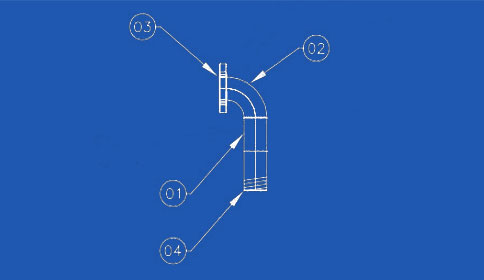 |
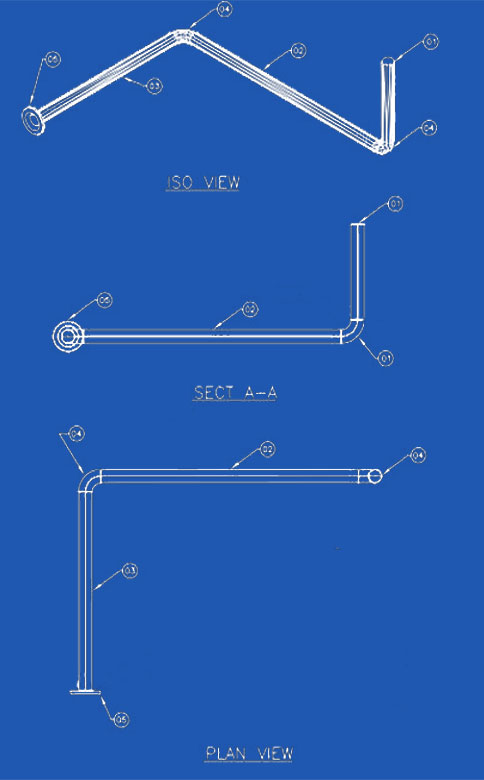
①Pipe, 3″ SCH 80 ②Elbow 90 ° rad 3″ SCH 80,Bw ③flange, RFSO, 3″ 150# ④6″ Mamelon LG, SCH 80, Bw |
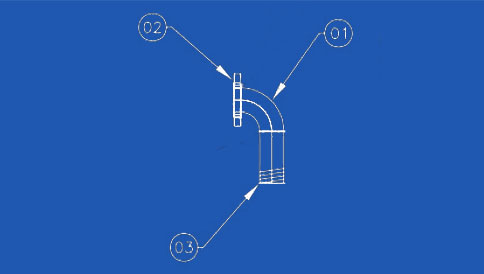 |
①Elbow 90 ° rad 3″ SCH 80,Bw ②flange, RFSO, 3″ 150# ③9″ Mamelon LG, SCH 80, Bw |
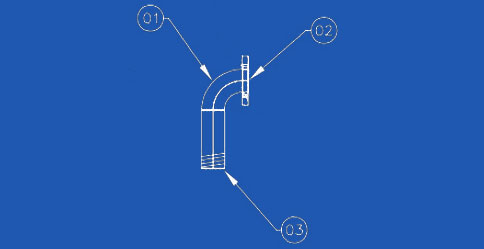 |
①Elbow 90 ° rad 3″ SCH 80,Bw ②flange, RFSO, 3″ 150# ③7 1/2″ Mamelon LG, SCH 80, Bw |
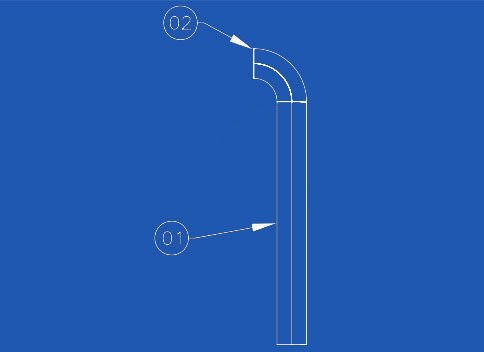 |
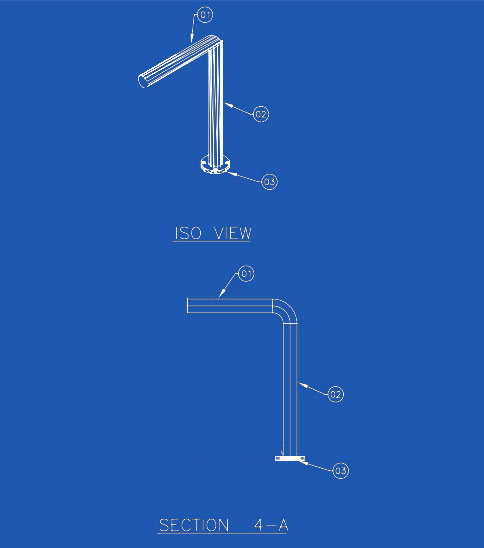
①Pipe, 3″ SCH 80 ②Elbow 90 ° rad 3″ SCH 80,Bw |
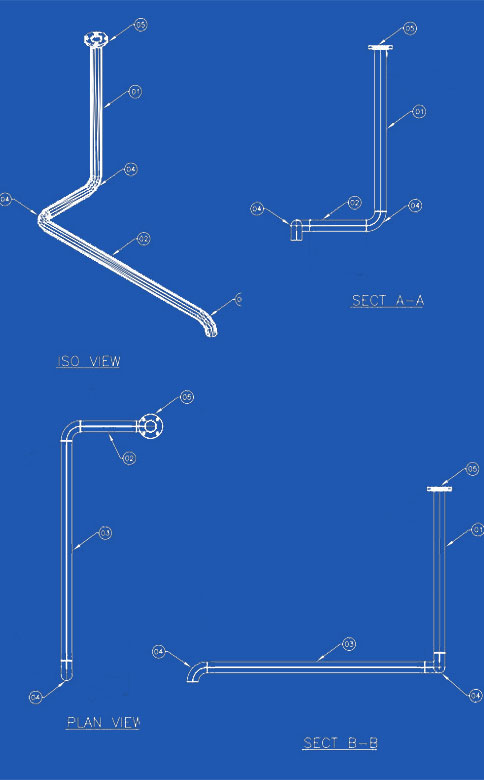 |
①Pipe, 3″ SCH 80 ②Pipe, 3″ SCH 80 ③Pipe, 3″ SCH 80 ④Elbow 90 ° rad 3″ SCH 80,Bw ⑤flange, RFSO, 3″ 150# |
 |
①Pipe, 3″ SCH 80 ②Pipe, 3″ SCH 80 ③Pipe, 3″ SCH 80 ④Pipe, 3″ SCH 80 ⑤Elbow 90 ° rad 3″ SCH 80,Bw ⑥flange, RFSO, 3″ 150# |
 |
①Pipe, 3″ SCH 80 ②Pipe, 3″ SCH 80 ③flange, RFSO, 3″ 150# |
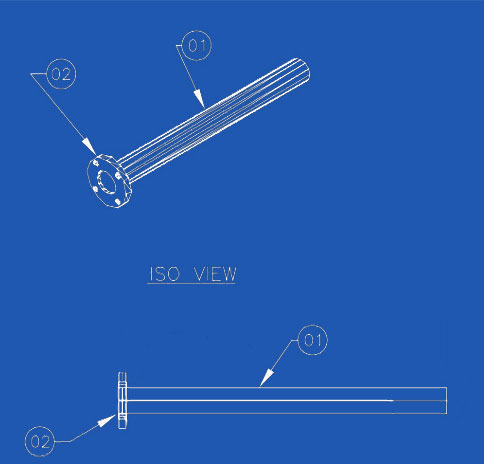 |
①Pipe, 3″ SCH 80 ②flange, RFSO, 3″ 150# |
 |
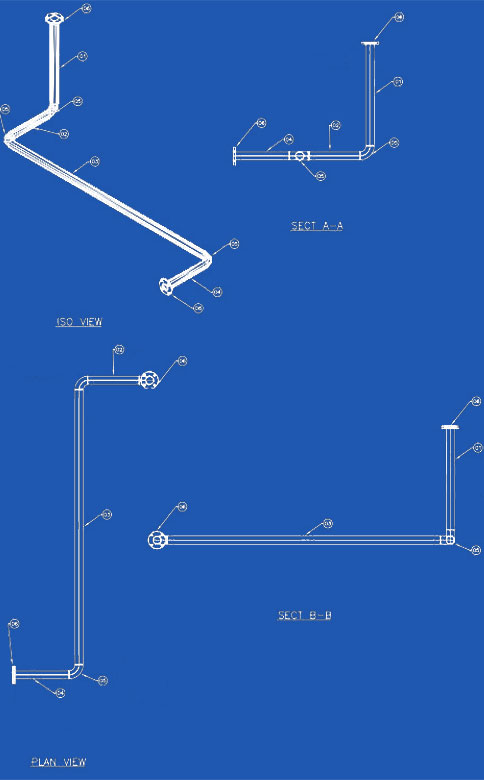
①Pipe, 3″ SCH 80 ②Pipe, 3″ SCH 80 ③Pipe, 3″ SCH 80 ④Elbow 90 ° rad 3″ SCH 80,Bw ⑤flange, RFSO, 3″ 150# |
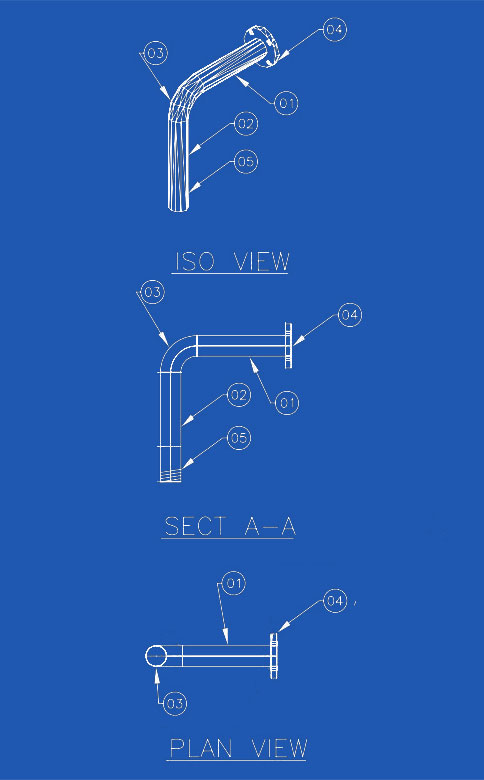 |
①Pipe, 3″ SCH 80 ②Pipe, 3″ SCH 80 ③Elbow 90 ° rad 3″ SCH 80,Bw ④flange, RFSO, 3″ 150# ⑤6″ Mamelon LG, 3″ SCH 80, Bw |
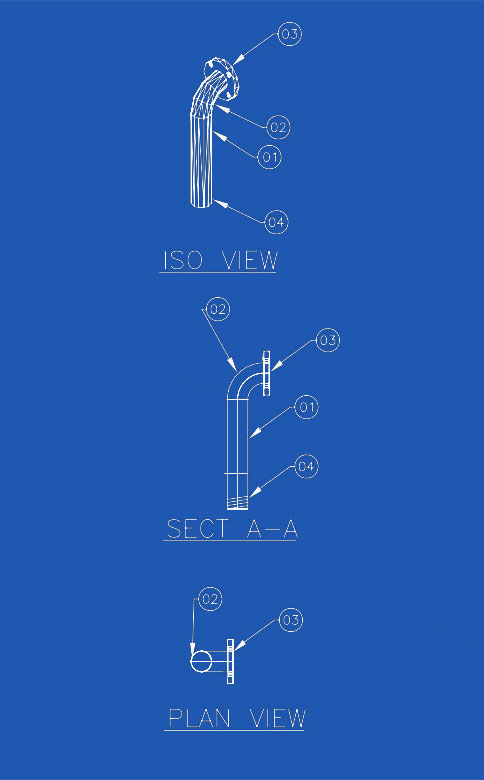 |
①Pipe, 3″ SCH 80 ②Elbow 90 ° rad 3″ SCH 80,Bw ③flange, RFSO, 3″ 150# ④6″ Mamelon LG, 3″ SCH 80, Bw |
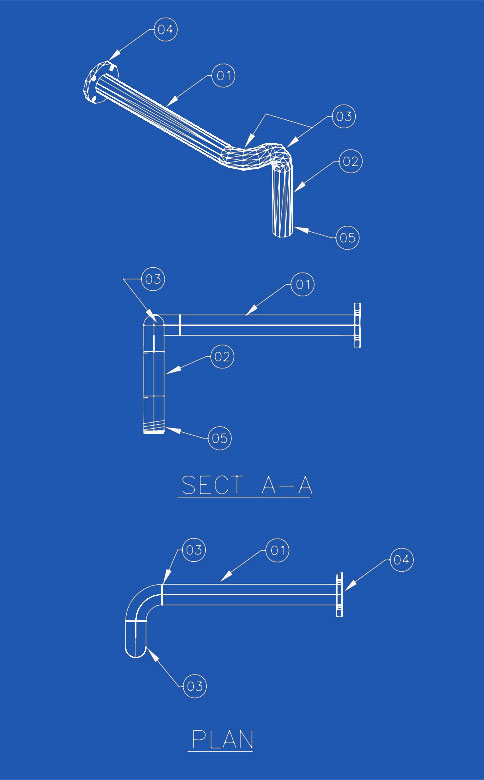 |
①Pipe, 3″ SCH 80 ②Pipe, 3″ SCH 80 ③Elbow 90 ° rad 3″ SCH 80,Bw ④flange, RFSO, 3″ 150# ⑤6″ Mamelon LG, 3″ SCH 80, Bw |

Les raccords de tuyaux sont utilisés dans les systèmes de plomberie pour connecter des sections droites de tuyaux ou de tubes, Pour accueillir différentes tailles ou formes, et à d'autres fins telles que la réglementation (ou mesurer) débit de fluide. Ces raccords sont utilisés dans les systèmes de plomberie pour contrôler le transfert d'eau, Déchets de gaz ou de liquide dans les tuyaux ou les systèmes de plomberie dans des environnements domestiques ou commerciaux. Raccords (Types particulièrement rares) nécessiter de l'argent, temps, Matériaux et outils pour installer et constituent une partie importante des systèmes de plomberie et de plomberie. Les raccords de tuyaux communs incluent principalement: bride, coudes, accouplements, des syndicats, bobine, réducteurs, bagues, t-shirts, t-shirts, croix, casquettes, bouchons, barbes et valves. Bien que les vannes soient techniquement des raccords, Ils sont généralement discutés séparément.

Les corps des raccords de tuyauterie sont généralement constitués du même matériau de base que le tuyau ou le tube auquel ils sont connectés.: cuivre, acier, PVC, CPVC ou ABS. Tout matériau permis par la plomberie, codes de santé ou du bâtiment (le cas échéant) peut être utilisé, mais il doit être compatible avec les autres matériaux du système, le fluide transporté, et la température et la pression à l'intérieur (et dehors) le système. Raccords en laiton ou en bronze sur cuivre Courant dans les systèmes de plomberie et de plomberie. Résistance au feu, résistance aux chocs, résistance mécanique, l'antivol et d'autres facteurs affectent également le choix du matériau pour les raccords de tuyauterie.

Matériau Acier inoxydable ASME / ASTM SA / A403 SA / UN 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304/304L, 316/316L, DEPUIS 1.4301, DIN1.4306, DEPUIS 1.4401, DEPUIS 1.4404 Dimension ANSI B16.9, ANSI B16.28, MSS-SP-43 Type A, MSS-SP-43 Type B, HE B2312, JIS B2313 Programme d'épaisseur 5S, 10S, 20S, S10, S20, S30, MST, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS et etc..

Les raccords en croix permettent le branchement des tuyaux, permettant la distribution d'eau ou d'autres fluides vers divers appareils ou zones. Ils sont couramment utilisés dans les systèmes d'approvisionnement en eau, systèmes d'irrigation, et systèmes de chauffage.

Les réducteurs concentriques sont utilisés lorsque la tuyauterie est installée verticalement et du côté refoulement des pompes.. Les réducteurs excentriques sont plus souvent utilisés lorsque la tuyauterie repose sur un support à tubes. A cause du côté plat, l'alignement et le montage sécurisé des tuyaux sur le rack sont plus faciles.

Bouchon à souder bout à bout Nous sommes fabricant de bouchons à souder bout à bout et fournissons tous les programmes dans des types de matériaux tels que l'acier au carbone., acier inoxydable, acier allié. Zizi produit des bouchons de tuyaux en ASME, DEPUIS, JIS et autres normes requises. Le bouchon de tuyau est l'un des raccords de tuyauterie couramment utilisés pour arrêter le fluide en recouvrant l'extrémité du tuyau.. Il est disponible en type à souder bout à bout, type de soudure par emboîtement et type fileté, et le capuchon soudé bout à bout est plus populaire en raison de ses bonnes performances, connexion stable et large plage de sélection de dimensions.
