Tubo soldado ERW e processo de fabricação

Especificação do tubo de aço ERW
Padrão: ASTM A53, ASTM A106, API 5L, EN10210, EN10219, ASTM A178, ASTM A500/501, ASTM A691, ASTM A252, ASTM A672, EN 10217
Classe de aço: Grau B, X42-x80, S275JR, S275J0H, S275JRH, S355JR, S355J0H, S355JRH
Dimensões
DE: 1/8 polegada para 24 polegada
Peso: Max 26,5mm
Comprimento: Comprimento fixo ou comprimento aleatório, máximo 12 metros
| Tubo ERW de pequeno diâmetro | |||||||
| Diâmetro externo | Sch 5 | Sch 10 | Sch 40 | ||||
| Polegada | milímetros | Grossura | Kg/mtr | Grossura | Kg/mtr | Grossura | Kg/mtr |
| 1/2″ | 21.3 | 1.65 | 0.81 | 2.11 | 1.01 | 2.77 | 1.29 |
| 3/4″ | 26.7 | 1.65 | 1.03 | 2.11 | 1.30 | 2.87 | 1.71 |
| 1″ | 33.4 | 1.65 | 1.31 | 2.77 | 2.12 | 3.38 | 2.54 |
| 1 1/4″ | 42.2 | 1.65 | 1.93 | 2.77 | 3.15 | 3.68 | 4.11 |
| 1 1/2″ | 48.3 | 1.65 | 1.93 | 2.77 | 3.15 | 3.68 | 4.11 |
| 2″ | 60.3 | 1.65 | 2.42 | 2.77 | 3.98 | 4.81 | 5.31 |
| 3″ | 88.9 | 2.11 | 4.58 | 3.05 | 6.54 | 5.49 | 11.45 |
| 3 1/2″ | 101.6 | 2.11 | 5.25 | 3.05 | 7.52 | 5.74 | 13.77 |
| 4″ | 114.3 | 2.11 | 5.25 | 3.05 | 7.52 | 5.74 | 13.77 |
| 5″ | 141.3 | 2.77 | 9.50 | 3.40 | 11.74 | 6.55 | 22.10 |
| 6″ | 168.3 | 2.77 | 11.47 | 3.40 | 14.04 | 7.11 | 28.68 |
| 8″ | 219.1 | 2.77 | 14.99 | 3.76 | 20.25 | 8.18 | 43.16 |
| Tubo ERW de grande diâmetro | |||||||||||||||||||
| DE | Peso | ||||||||||||||||||
| Polegada | milímetros | 8 5/8″ | 219.1
milímetros |
10 3/4″ | 273.1
milímetros |
12 3/4″ | 325.0
milímetros |
14″ | 355.6
milímetros |
16″ | 406.4
milímetros |
18″ | 457.7
milímetros |
20″ | 508.0
milímetros |
24″ | 610
milímetros |
24 4/5″ | 630.0
milímetros |
| 0.157 | 4.0 | —- | — | ||||||||||||||||
| 0.197 | 5.0 | — | — | — | — | — | — | — | — | ||||||||||
| 0.236 | 6.0 | — | — | — | — | — | — | — | — | — | — | — | — | ||||||
| 0.276 | 7.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.315 | 8.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||
| 0.354 | 9.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||
| 0.394 | 10.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.133 | 11.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.492 | 12.5 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 0.551 | 14.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.630 | 16.0 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||
| 0.689 | 17.5 | — | — | — | — | — | — | — | — | — | — | ||||||||
| 0.748 | 19.0 | — | — | — | — | — | — | — | — | ||||||||||
| 0.787 | 20.0 | — | — | — | — | — | — | ||||||||||||
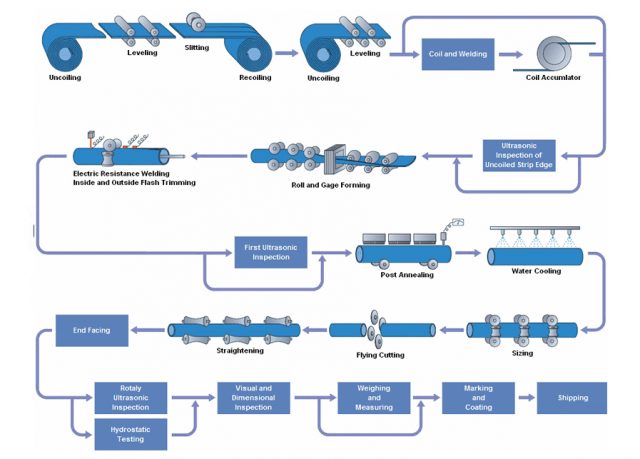
Processo de fabricação de tubos soldados
Na soldagem ERW, Dois eletrodos, geralmente feito de cobre, são usados para aplicar pressão e corrente. Os eletrodos são em forma de disco e giram à medida que o material passa entre eles. Isso permite que os eletrodos permaneçam em contato constante com o material para fazer soldas longas contínuas.
Um transformador de soldagem fornece baixa tensão, poder CA de alta corrente. A junta do tubo tem alta resistência elétrica em relação ao restante do circuito e é aquecida ao seu ponto de fusão pela corrente. As superfícies semi-molted são pressionadas juntamente com uma força que cria um vínculo de fusão, resultando em uma estrutura uniformemente soldada.

Método de tratamento térmico de tubo de carbono e liga de aço
Os métodos de tratamento térmico para tubo de aço de carbono e liga incluem 4 principalmente tipos:
Normalizando, Recozimento, Têmpera e Revenimento.
Melhorará as propriedades mecânicas do material de aço, Composição química uniforme, e maquiagem. O tratamento térmico para materiais de metal de aço pode ser dividido em tratamento térmico integral, Tratamento térmico da superfície e tratamento químico térmico. O tubo de aço geralmente adota o tratamento térmico integral.
O desempenho do material de aço refere -se principalmente a propriedades mecânicas, propriedades físicas, e desempenho do processo. O tratamento térmico trará uma estrutura metalúrgica diferente e o desempenho correspondente para o tubo de aço, Assim, pode ser melhor aplicado em diferentes serviços industriais ou de petróleo e gás.
Existem dois métodos para melhorar as propriedades do material de aço. Um método é ajustar a composição química, Método de liga nomeado. O outro método é o tratamento térmico. No campo da tecnologia industrial moderna, Tratamento térmico Melhorar o desempenho do tubo de aço na posição dominante.
Fins de tratamento térmico
1. Aquecimento.
O material de aço pode ser aquecido abaixo do ponto crítico ou acima do ponto crítico. O caminho de aquecimento anterior pode estabilizar a estrutura e eliminar o estresse residual. A última maneira pode tornar o material austenitizando. Austenitização é aquecer o metal de aço durante sua temperatura crítica há muito tempo, para que possa ser transformado. Se uma têmpera se seguiu após a Austeniting, então o material será endurecido. A extinção levará rápido o suficiente para transformar a austenita em martensita. Uma vez atingido a temperatura de austenitização, microestrutura adequada e dureza total, O material do tubo de aço será alcançado em mais processos de tratamento térmico.
2. Preservação de calor.
O objetivo da preservação do calor é uniformizar a temperatura de aquecimento do material de aço, Em seguida, terá uma organização de aquecimento razoável.
3. Resfriamento
O processo de resfriamento é o processo chave no tratamento térmico, Determina as propriedades mecânicas do tubo de aço após o processo de resfriamento.
Quatro principais métodos de tratamento térmico na indústria de tubos de carbono e liga de aço, os processos de tratamento térmico para tubos de aço incluem normalizar, recozimento, têmpera, Temoning e outro processo.
Normalizando
Aquecendo o tubo de aço acima da temperatura crítica, e resfriado no ar.
Através da normalização, A tensão do material de aço pode ser aliviada, Melhora a ductilidade e resistência para o processo de trabalho frio. Normalização geralmente aplicada para o material de tubo de aço de carbono e baixa liga. Produzirá uma estrutura metálica diferente, Pearlita, Bolito, Algum martensita. Que traz material de aço mais duro e mais forte, e menos ductilidade do que material completo de recozimento.
Recozimento
Aquecendo o material acima de sua temperatura crítica por tempo suficiente até que a microestrutura se transforme em austenita. Em seguida, resfriado lento no forno, Obtenha a transformação máxima de ferrita e pérola.
O recozimento eliminará defeitos, uniforme a composição química e grãos finos. Este processo geralmente se aplica ao alto carbono, Baixa liga e tubo de aço de liga de liga precisam reduzir sua dureza e força, refinar a estrutura cristalina, melhorar a plasticidade, ductilidade, resistência e maquinabilidade.
Tireização
Aquecendo o material do tubo de aço para a temperatura crítica até que a transformação da microestrutura seja feita, resfriando em uma taxa rápida.
O objetivo de extinção é produzir o estresse térmico e o estresse do tecido. Pode eliminar e melhorar com a temperatura. A combinação de extinção e temperamento pode tornar o desempenho abrangente melhorado.
Temperamento
Aquecendo o material de aço a uma temperatura precisa abaixo do ponto crítico, e frequentemente feito no ar, a vácuo ou as atmosferas inertes. Existem baixas temperaturas 205 a 595 ° F. (400 a 1105 ° F.), temperatura média e temperamento de alta temperatura (a 700 ℃ 1300 ℉).
O objetivo da temperatura é aumentar a resistência do aço e do tubo de aço de liga. Antes de temer, Esses aço são muito difíceis, mas muito quebradiços para a maior aplicação. Depois que o processo pode melhorar a plasticidade e a tenacidade do tubo de aço, Reduza ou elimine o estresse residual e estabilize o tamanho do tubo de aço. Traz boas propriedades mecânicas abrangentes, para que não mude no serviço.
Tratamento de solução para material de tubo de aço à base de liga
Aquecendo uma liga a uma temperatura adequada, Preserve a essa temperatura por tempo suficiente para causar ou mais constituintes se transformarem em uma solução sólida, Em seguida, resfriá -lo a uma taxa rápida para manter esses constituintes em solução.
Existem várias ligas baseadas em níquel fundidas e formas que podem alcançar diferentes performances necessárias por meio de tratamento de solução ou por endurecimento por idade de precipitação. Características como temperatura ambiente e temperatura elevada de força mecânica, A resistência à corrosão e a resistência a oxidação serão significativamente aprimoradas por este tratamento térmico. Muitas ligas à base de níquel desenvolvem suas propriedades desejadas apenas através do tratamento da solução, como hastelloy e tubo de aço de liga de níquel.
Durante o tratamento da solução, O carboneto e vários elementos de liga são dissolvidos uniformemente na austenita. O resfriamento rapidamente fará com que os elementos de carbono e liga tarde demais para precipitar, e obter o processo de tratamento térmico de tecido único austenita. O tratamento da solução pode uniformizar a estrutura interna e a composição química. Ele também pode restaurar a resistência à corrosão para Hastelloy e Nickel Loy Steel Tipe.