
Flanges de pescoço longo para solda (VS)
Encaixes de tubulação
Estoques de acessórios para tubos WP304

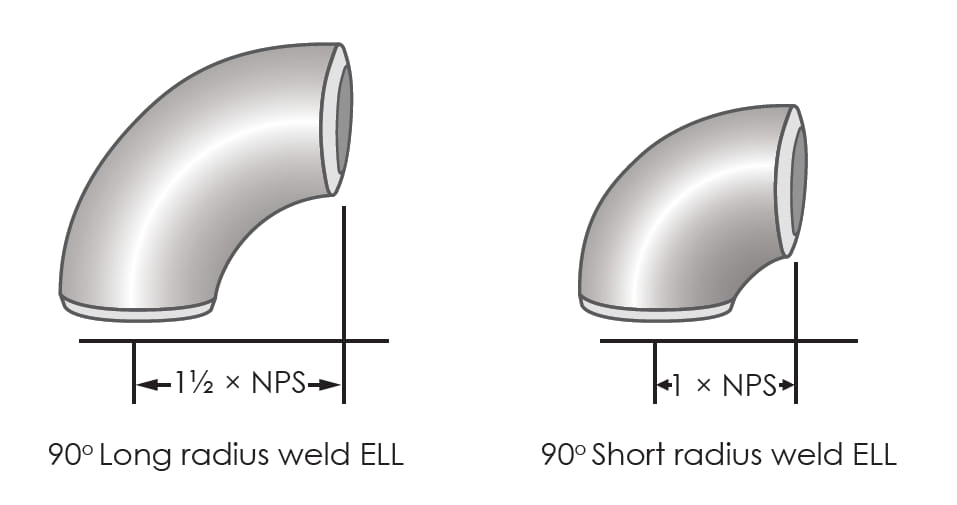
Como um fabricante dedicado de acessórios para tubos, temos orgulho de fornecer cotovelos de raio longo ASME/ANSI B16.9 que atendem aos mais rígidos padrões internacionais. As dimensões e pesos fornecidos neste guia são uma prova do nosso compromisso com a precisão e a qualidade. Se o seu projeto requer um NPS pequeno 1/2 adequado para uma fábrica farmacêutica ou um NPS massivo 48 cotovelo para uma plataforma offshore, nossos produtos são projetados para um ajuste perfeito e serviço duradouro. Para mais assistência técnica, consultas personalizadas, ou para solicitar um orçamento formal, entre em contato com nossa equipe de vendas de engenharia.

A Síntese de Força e Geometria: Um exame científico de curvas de tubos de indução a quente API 5L X52/X60
O moderno gasoduto de transmissão – o sistema circulatório da economia energética global – é uma rede intrincada definida pela ciência dos materiais e pela engenharia de precisão. Dentro desta rede, o curvatura de tubo é uma crítica, nó não linear onde a força constante do fluxo de fluido de alta pressão atende à rígida necessidade de mudança direcional. Nosso produto, o Curvatura de tubo de aço de indução a quente API 5L X52 e X60, disponível em cruciais e raios, é a personificação do processamento termomecânico avançado aplicado à metalurgia de alta resistência. É um acessório altamente projetado para fornecer integridade estrutural sob estresse extremo do aro e penalidade hidráulica mínima, garantindo a eficiência e segurança a longo prazo de dutos de alta especificação. Compreender este produto requer um mergulho profundo na relação sinérgica entre o produto escolhido API 5L classe de aço, a física precisa de flexão por indução a quente, e os princípios fundamentais da engenharia mecânica que regem o fluxo do gasoduto.
O Motor Metalúrgico: Aços API 5L de alta resistência e baixa liga
A base do desempenho para essas curvas está na química sofisticada e no processamento do API 5L especificação de tubo de linha. As notas e são categorizados como alta resistência e baixa liga () aços, que são especialmente desenvolvidos para lidar com as intensas tensões inerentes à transmissão de gás natural, petróleo bruto, ou produtos refinados em grandes distâncias. O número após o ‘X’ denota o mínimo especificado Força de rendimento em milhares de libras por polegada quadrada (), um parâmetro fundamental que dita diretamente a pressão operacional máxima permitida e, consequentemente, a espessura de parede necessária do tubo.
A conquista científica nestes aços é a capacidade de atingir alta resistência ao escoamento - () e () respectivamente - sem incorrer nas penalidades metalúrgicas normalmente associadas a materiais de alta resistência, como baixa soldabilidade ou resistência à fratura reduzida. Este equilíbrio é mantido através de cuidadosos microliga. Rastreie adições de elementos como Nióbio (), Vanádio (), e titânio (), muitas vezes totalizando menos de da composição, são a chave. Durante o processamento do aço, esses elementos de microliga formam precipitados minúsculos () e restringir o crescimento de grãos de cristal, resultando em uma microestrutura excepcionalmente fina. Esse refinamento de grãos é o principal mecanismo científico que simultaneamente eleva o limite de escoamento e preserva a baixa temperatura Resistência Charpy com entalhe em V que é essencial para resistir à fratura frágil, particularmente em ambientes frios ou sob carga transitória.
Além disso, o Carbono Equivalente () desses aços é rigorosamente controlado para permanecer em níveis baixos. Um baixo é uma necessidade química porque garante a excelente qualidade do material soldabilidade, minimizando o risco de formação de estruturas martensíticas frágeis no Zona Afetada pelo Calor () durante operações de soldagem em campo. A escolha entre X52 e X60 é, portanto, uma decisão de engenharia precisa – uma alavancagem calculada da resistência do material para otimizar a espessura da parede com base na tensão do contorno do projeto, guiado por códigos de design de pipeline como . A resistência do metal permite ao projetista atingir a capacidade de pressão desejada com a quantidade mínima de aço, traduzindo-se diretamente em custo de material reduzido, menor peso de envio, e maior facilidade de instalação, tudo isso mantendo um controle Relação entre rendimento e resistência à tração ( razão) para garantir ductilidade e capacidade de deformação suficientes antes da falha.
A Física da Formação: Dobragem por Indução a Quente e Controle Microestrutural
A criação de uma curvatura precisa do tubo a partir de materiais de alta resistência o aço não pode ser obtido de forma confiável através de uma simples dobra a frio; o material exibiria retorno elástico excessivo, iniciação de crack, e distorção geométrica descontrolada. A tecnologia necessária é Dobra por indução a quente, um especializado processo termomecânico que depende da aplicação precisa de energia eletromagnética e força mecânica.
O núcleo científico deste processo é aquecimento localizado. O tubo reto é montado em uma dobradeira, e uma bobina de indução estreita circunda a zona de curvatura. Quando a corrente alternada de alta frequência passa pela bobina, gera um poderoso campo magnético alternado. Este campo, de acordo com a lei da indução de Faraday, gera grande correntes parasitas dentro da parede do tubo, causando rápida e localizada Aquecimento Joule. A zona de curvatura é aquecida rápida e seletivamente a uma temperatura precisa, normalmente entre e —uma faixa seguramente acima do temperatura de transformação, tornando o material altamente plástico e fácil de formar.
Enquanto a faixa estreita do tubo é incandescente, uma força mecânica contínua é aplicada, empurrando lentamente o tubo através da bobina enquanto um momento de flexão é exercido. Este controlado, A aplicação constante de força faz com que a zona aquecida se deforme plasticamente em torno de um ponto de articulação, formando o raio desejado. Este processo não é apenas moldar; é um rápido, localizado tratamento térmico. A taxa de resfriamento imediatamente após a bobina é crucial, frequentemente controlado por sprays de ar ou água. Este ciclo térmico cuidadosamente gerenciado foi projetado para evitar dois modos de falha simultâneos: primeiro, engrossamento de grãos nas altas temperaturas, o que levaria a uma perda catastrófica de tenacidade; e segundo, a formação de duro, microestruturas frágeis durante o resfriamento rápido. Controlando a taxa de resfriamento, o processo visa reter ou mesmo melhorar a estrutura refinada estabelecida no original material pai, garantindo que a dobra acabada mantenha o especificado ou força de rendimento e o essencial resistência.
O desafio geométrico é gerenciar o distribuição de deformação. À medida que o tubo se curva, o material no arco externo () é colocado em tensão, levando a desbaste da espessura da parede, enquanto o arco interno () está comprimido, causando espessamento da espessura da parede. O desbaste no extradorso é a área mais crítica, pois representa uma redução local na capacidade de contenção de pressão. A precisão do processo de indução, incluindo a aplicação de pressão interna ou mandris, é crucial para minimizar esse desbaste e garantir que a redução final da espessura da parede permaneça dentro dos limites estritos (tipicamente para ) exigido por códigos e padrões de pipeline como ASME B31.8 e o padrão específico de dobra por indução, ASME B16.49. Qualquer desvio descontrolado aqui compromete o fator de segurança de todo o sistema.
Geometria, Hidráulica, e Mecânica: O papel do 5D, 8D, e proporções 10D
A especificação de e curvas - onde o raio () é cinco, oito, ou dez vezes o diâmetro nominal (), respectivamente - é um reflexo direto da otimização de um equilíbrio entre eficiência hidráulica e estresse mecânico.
De um Engenharia Hidráulica perspectiva, o tamanho do raio de curvatura impacta diretamente as características do fluxo. Curvas mais apertadas () induzir maior fluxo secundário (padrões de fluxo giratório ou helicoidal) e mais localizado turbulência. Essa turbulência resulta em uma maior queda de pressão através da curva e necessita de maior energia de bombeamento para manter a taxa de fluxo. Por outro lado, raios maiores ( e ) facilitar mais suave, mais tipo laminar redirecionamento de fluxo. O a curvatura é frequentemente selecionada para o maior diâmetro, tubulações com maior vazão porque minimiza a dissipação de energia e reduz os riscos internos de erosão/corrosão associados à separação do fluxo. A escolha, portanto, influencia diretamente o custo operacional e a eficiência de todo o gasoduto ao longo de sua vida útil.
De um Engenharia Mecânica ponto de vista, o raio dita a severidade da concentração de tensão. Um mais apertado dobrar resulta em um maior Fator de intensificação de estresse () e inferior fator de flexibilidade comparado a um dobrar. A concentração de estresse do aro, tensão axial, e o momentos fletores nos extrados e nos flancos do a curvatura exige maior integridade mecânica local. O uso de alto rendimento material em um apertado o raio é muitas vezes necessário para garantir que as tensões operacionais e de flexão combinadas não excedam o ponto de escoamento do material, mesmo depois de contabilizada a redução da espessura da parede inerente ao processo de conformação. O ASME B31 códigos fornecem a estrutura matemática para calcular as limitações exatas de tensão com base nessas relações geométricas e nas Propriedades do material, garantindo um fator quantificado de segurança para toda a gama de ofertas de produtos.
A capacidade de produzir esses três raios distintos usando o processo de indução a quente – cada um exigindo ajustes precisos no padrão de aquecimento da bobina, velocidade de formação, e taxas de resfriamento — demonstra o domínio técnico necessário. Por exemplo, formando um dobrar requer muito mais tempo, aplicação térmica mais suave do que uma dobrar, exigindo uma zona mais extensa de aquecimento controlado para atingir o raio mais amplo sem introduzir anomalias geométricas como enrugamento ou ovalização excessiva.
Certificação, Controle de qualidade, e integridade do produto final
A prova definitiva de desempenho para um A curvatura por indução reside na conformidade com rigorosos protocolos e padrões de controle de qualidade, o principal deles é o final Teste Hidrostático. Cada curva acabada está sujeita a uma pressão interna significativamente superior à pressão operacional máxima pretendida (), tensionando o metal além de seu ponto de escoamento nominal. Este é o final definitivo etapa, fornecendo prova de que o material está livre de defeitos críticos e que a integridade da espessura da parede, mesmo nos extrados mais finos, é suficiente para conter a pressão de projeto.
Além do teste hidrostático, abrangente Avaliação Não Destrutiva () é obrigatório. Teste ultrassônico () é usado para mapear o perfil de espessura da parede em toda a curva, verificando se o desbaste no extrados permanece dentro dos limites do código. Inspeção de Partículas Magnéticas () ou Inspeção de Líquido Penetrante () é realizado nas superfícies internas e externas para procurar falhas microscópicas de ruptura de superfície ou rachaduras que poderiam ter iniciado durante o severo ciclo térmico e mecânico do processo de indução.
O produto final, portanto, é um componente integrado onde a metalurgia de alta resistência de API 5L X52/X60 é perfeitamente compatível com a física térmica controlada de Dobra por indução a quente. Os acessórios resultantes, com seus verificados 5D, 8D, ou 10D geometria, garantir que o gasoduto possa ser construído com confiança, maximizando a capacidade de fluxo e minimizando os requisitos de manutenção, ao mesmo tempo em que adere aos mais rigorosos padrões de segurança e engenharia que regem a infraestrutura de transporte de energia em todo o mundo.
Resumo das especificações do produto: Curvas de tubo de indução quente API 5L X52/X60

A fabricação de bobinas de tubulação é um processo sofisticado que combina precisão de engenharia, Ciência dos Materiais, e técnicas avançadas de fabricação para fornecer alta qualidade, sistemas de tubulação modulares. Controlando os principais parâmetros como diâmetro do tubo, seleção de materiais, e qualidade da solda, Os fabricantes garantem que os carretéis atendam aos padrões rigorosos do setor como ASME B31.3 e API 1104. Avanços na automação, Ferramentas digitais, e práticas sustentáveis estão transformando a indústria, permitindo mais rápido, mais verde, e produção mais econômica.

2205 flange de soldagem plana de placa de aço duplex (HG/T 20592 DN40 PN10 PLRF) combina a resistência à corrosão do material com as vantagens leves da estrutura, e é adequado para ambientes corrosivos de média e baixa pressão, como indústria química e engenharia marinha. Seu design deve seguir estritamente as especificações de tamanho e pressão de HG/T 20592, e preste atenção ao processo de soldagem e requisitos de manutenção durante o processamento e o uso para garantir a confiabilidade a longo prazo.

O Monel K-500 é uma liga baseada em níquel-cobre de alto desempenho, com excelente resistência à corrosão e propriedades mecânicas, Adequado para uma variedade de aplicações industriais. Suas boas propriedades de soldagem e processabilidade tornam a alta flexibilidade no processo de fabricação. Através de processos de tratamento térmico apropriados, Seu desempenho pode ser melhorado e as necessidades de diferentes condições de trabalho podem ser atendidas.
Abter Company usa classe de aço :GB 18248 37Mn, 34Mn2V, 30CrMo, 35CrMo, 34CrMo4, 30CrMnSiA / ELE G3429STH11, STH12, STH21, STH22, STH31 de aço para produzir tubos de aço para cilindros de gás
O QUE É PRÉ-FABRICAÇÃO DE TUBOS? A pré-fabricação de tubos consiste na fabricação de peças de dutos em uma fábrica, em vez de no canteiro de obras. Isso permite a utilização de melhores ferramentas e condições de trabalho. Isso resulta em maior produtividade e melhor qualidade. Também reduz o tempo de espera no canteiro de obras.

Tipo A- Usado onde há amplo espaço para a cabeça disponível. Elevação específica é desejável. Tipo B- Usado onde o headroom é limitado. O acessório da cabeça é um único terminal. Tipo C- Usado onde o headroom é limitado. O acessório da cabeça é com alças lado a lado

Butt Weld Cap We are manufacturer of butt weld cap and supplies all schedules in kinds of materials such as carbon steel, aço inoxidável, liga de aço. Zizi produz tampas para tubos na ASME, DE, JIS e outros padrões exigidos. A tampa do tubo é um dos acessórios de tubo comumente usados para parar o fluido, cobrindo a extremidade do tubo. Está disponível no tipo de solda de topo, tipo de solda de soquete e tipo roscado, e a tampa buttweld é mais popular devido ao bom desempenho, conexão estável e ampla faixa de seleção de dimensões.

Os redutores concêntricos são usados onde a tubulação é instalada verticalmente e no lado de descarga das bombas. Os redutores excêntricos são usados com mais frequência quando a tubulação fica em um suporte de tubos. Por causa do lado plano, alinhar e montar com segurança os tubos no rack é mais fácil.

Acessórios transversais permitem a ramificação de tubos, permitindo a distribuição de água ou outros fluidos para vários equipamentos ou áreas. Eles são comumente usados em sistemas de abastecimento de água, sistemas de irrigação, e sistemas de aquecimento.

Material de aço inoxidável ASME / ASTM SA / A403 SA / UM 774 WP-S, WP-W, WP-WX, 304, 304eu, 316, 316eu, 304/304eu, 316/316eu, DE 1.4301, DIN1.4306, DE 1.4401, DE 1.4404 Dimensão ANSI B16.9, ANSI B16.28, MSS-SP-43 Tipo A, MSS-SP-43 Tipo B, ELE B2312, JIS B2313 Thickness Schedule 5S, 10S, 20S, S10, S20, S30, DST, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS e etc..

Os corpos das conexões para tubos geralmente são feitos do mesmo material de base do tubo ou tubulação aos quais estão conectados.: cobre, aço, PVC, CPVC ou ABS. Qualquer material permitido pelo encanamento, códigos de saúde ou de construção (conforme aplicável) pode ser usado, mas deve ser compatível com os outros materiais do sistema, o fluido sendo transportado, e a temperatura e pressão dentro (e fora) o sistema. Acessórios de latão ou bronze sobre cobre Comum em sistemas de encanamento e encanamento. Resistência ao fogo, resistência ao choque, resistência mecânica, anti-roubo e outros fatores também afetam a escolha do material para acessórios para tubos.

Os acessórios para tubos são usados em sistemas de encanamento para conectar seções retas de canos ou tubos, para acomodar diferentes tamanhos ou formas, e para outros fins, como regular (ou medindo) fluxo de fluido. Esses acessórios são usados em sistemas de encanamento para controlar a transferência de água, resíduos de gás ou líquidos em tubulações ou sistemas de encanamento em ambientes domésticos ou comerciais. Acessórios (tipos especialmente incomuns) exigir dinheiro, tempo, materiais e ferramentas para instalar e são uma parte importante dos sistemas de encanamento e encanamento. Acessórios para tubos comuns incluem principalmente: flange, cotovelos, acoplamentos, sindicatos, carretéis, redutores, buchas, camisetas, camisetas desviadoras, cruzes, bonés, plugues, farpas e válvulas. Embora as válvulas sejam tecnicamente adequadas, eles geralmente são discutidos separadamente.
Cachimbo & Acessórios
Abter PIPELINE
Para consultas de vendas ou preços de produtos Abter, Entre em contato com uma de nossas vendas.
