
Bebibir Leher Kimpalan Panjang (LWN)
Kelengkapan Paip
Stok Aksesori paip WP304

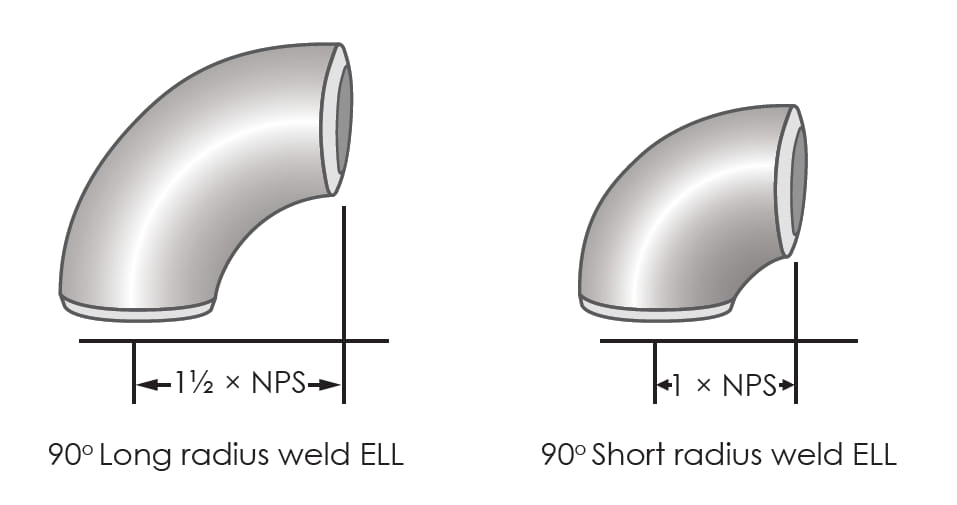
Sebagai pengilang khusus kelengkapan paip, kami berbangga untuk menyampaikan ASME/ANSI B16.9 Long Radius Elbows yang memenuhi piawaian antarabangsa yang paling ketat. Dimensi dan berat yang disediakan dalam panduan ini adalah bukti komitmen kami terhadap ketepatan dan kualiti. Sama ada projek anda memerlukan NPS kecil 1/2 sesuai untuk loji farmaseutikal atau NPS besar-besaran 48 siku untuk platform luar pesisir, produk kami direka bentuk untuk perkhidmatan yang sesuai dan tahan lama. Untuk bantuan teknikal selanjutnya, pertanyaan tersuai, atau untuk meminta sebut harga rasmi, sila hubungi pasukan jualan kejuruteraan kami.

Sintesis kekuatan dan geometri: Pemeriksaan saintifik API 5L x52/x60 Paip induksi panas
Paip penghantaran moden -sistem peredaran darah ekonomi tenaga global -adalah rangkaian rumit yang ditakrifkan oleh sains bahan dan kejuruteraan ketepatan. Dalam rangkaian ini, The Bend Pipa adalah kritikal, nod bukan linear di mana daya berterusan aliran bendalir tekanan tinggi memenuhi keperluan tegar perubahan arah. Produk kami, The API 5L X52 dan X60 Pipa Pipa Keluli Hot Induksi, Tersedia dalam penting dan radii, Adakah perwujudan pemprosesan terma-mekanikal maju yang digunakan untuk metalurgi kekuatan tinggi. Ini adalah pemasangan yang sangat direka bentuk untuk menyediakan integriti struktur di bawah tekanan gelung yang melampau dan penalti hidraulik yang minimum, Memastikan kecekapan dan keselamatan jangka panjang saluran paip spesifikasi tinggi. Memahami produk ini memerlukan menyelam yang mendalam ke dalam hubungan sinergi antara yang dipilih API 5L gred keluli, Fizik yang tepat Hot induksi lentur, dan prinsip kejuruteraan mekanikal asas yang mengawal aliran saluran paip.
Enjin metalurgi: API 5L keluli rendah rendah kekuatan
Asas prestasi untuk selekoh ini terletak pada kimia yang canggih dan pemprosesan API 5L Spesifikasi paip talian. Gred dan dikategorikan sebagai aloi rendah kekuatan tinggi () Keluli, yang dibangunkan khas untuk mengendalikan tegasan sengit yang wujud dalam menghantar gas asli, minyak mentah, atau produk halus di jauh. Nombor mengikuti 'x’ menandakan minimum yang ditentukan Kekuatan Hasil dalam ribuan pound per inci persegi (), Parameter asas yang secara langsung menentukan tekanan operasi maksimum yang dibenarkan dan, akibatnya, ketebalan dinding yang diperlukan dari paip.
Pencapaian saintifik dalam hal ini Keluli adalah keupayaan untuk mencapai kekuatan hasil yang tinggi-- () dan () masing-masing-tanpa menanggung penalti metalurgi yang biasanya dikaitkan dengan bahan kekuatan tinggi, seperti kebolehkalasan yang lemah atau kelemahan patah yang dikurangkan. Keseimbangan ini dikekalkan melalui teliti mikro-aloi. Jejak penambahan elemen seperti Niobium (), Vanadium (), dan Titanium (), sering berjumlah kurang daripada komposisi, adalah kunci. Semasa pemprosesan keluli, Unsur-unsur mikro-aloi ini membentuk precipitates minit () dan menyekat pertumbuhan bijirin kristal, mengakibatkan mikrostruktur yang sangat halus. Ini Penambahbaikan bijirin adalah mekanisme saintifik utama yang pada masa yang sama meningkatkan kekuatan hasil dan mengekalkan suhu rendah Charpy v-notch ketahanan itu penting untuk menentang patah rapuh, terutamanya dalam persekitaran yang dingin atau di bawah pemuatan sementara.
Tambahan pula, The Bersamaan karbon () dari keluli ini dikawal ketat untuk kekal pada tahap yang rendah. Rendah adalah keperluan kimia kerana ia memastikan bahan yang sangat baik kebolehkalasan, meminimumkan risiko membentuk struktur martensit rapuh di Zon terjejas haba () Semasa operasi kimpalan lapangan. Pilihan antara x52 dan x60 adalah, oleh itu, Keputusan Kejuruteraan yang tepat - Leverage yang dikira kekuatan bahan untuk mengoptimumkan ketebalan dinding berdasarkan tekanan gelung reka bentuk, Dipandu oleh kod reka bentuk saluran paip seperti . Kekuatan logam membolehkan pereka untuk mencapai kapasiti tekanan yang dikehendaki dengan jumlah keluli yang minimum, menterjemahkan terus ke dalam kos bahan yang dikurangkan, berat penghantaran yang lebih rendah, dan peningkatan kemudahan pemasangan, semua sambil mengekalkan terkawal Nisbah kekuatan-ke-tegangan ( nisbah) untuk menjamin kemuluran dan kapasiti ketegangan yang mencukupi sebelum kegagalan.
Fizik Pembentukan: Kawalan lenturan induksi panas dan mikrostruktur
Penciptaan selekoh paip yang tepat dari kekuatan tinggi Keluli tidak dapat dicapai dengan pasti melalui lenturan sejuk yang sederhana; Bahannya akan mempamerkan springback yang berlebihan, permulaan retak, dan penyimpangan geometri yang tidak terkawal. Teknologi yang diperlukan adalah Hot induksi lentur, khusus Proses Thermo-Mechanical yang bergantung kepada penggunaan tenaga elektromagnetik dan kekuatan mekanikal yang tepat.
Teras saintifik proses ini adalah pemanasan setempat. Paip lurus dipasang di mesin lentur, dan gegelung induksi sempit mengelilingi zon lentur. Apabila arus berselang frekuensi tinggi dilalui melalui gegelung, ia menghasilkan medan magnet yang kuat. Bidang ini, Menurut Undang -undang Induksi Faraday, menjana besar arus pusar Di dalam dinding paip, menyebabkan pesat dan setempat Pemanasan joule. Zon lentur dipanaskan dengan cepat dan selektif ke suhu yang tepat, biasanya antara dan -A julat dengan selamat di atas suhu transformasi, Membuat bahan sangat plastik dan mudah dibentuk.
Sementara jalur sempit paip itu pijar, Daya mekanikal yang berterusan digunakan, perlahan -lahan menolak paip melalui gegelung sementara momen lentur dikenakan. Ini dikawal, Penggunaan kekuatan yang mantap menyebabkan zon yang dipanaskan untuk mengubahsuai secara plastik di sekitar titik pivot, membentuk jejari yang dikehendaki. Proses ini bukan hanya membentuk; Ia adalah pesat, setempat rawatan haba. Kadar penyejukan sebaik sahaja gegelung adalah penting, sering dikawal oleh semburan udara atau air. Kitaran terma yang diuruskan dengan teliti ini direka untuk mengelakkan dua mod kegagalan serentak: Pertama, bijirin bijirin pada suhu tinggi, yang akan mengakibatkan kehilangan ketangguhan; dan kedua, pembentukan keras, Struktur mikro rapuh semasa penyejukan pesat. Dengan mengawal kadar penyejukan, Proses ini bertujuan untuk mengekalkan atau meningkatkan struktur halus yang ditubuhkan pada asalnya bahan induk, memastikan bahawa selekoh selesai mengekalkan yang ditentukan atau kekuatan hasil dan yang penting keliatan.
Cabaran geometri adalah menguruskan Pengagihan ketegangan. Apabila paip paip, bahan di atas arka luar () dimasukkan ke dalam ketegangan, menuju ke Ketebalan dinding menipis, sementara arka dalaman () dimampatkan, menyebabkan ketebalan dinding menebal. Penipisan di extrados adalah kawasan yang paling kritikal, kerana ia mewakili pengurangan kapasiti penahanan tekanan tempatan. Ketepatan proses induksi, termasuk penggunaan tekanan dalaman atau mandrel, sangat penting untuk meminimumkan penipisan ini dan memastikan pengurangan ketebalan dinding terakhir kekal dalam had yang ketat (biasanya kepada ) yang diamanahkan oleh kod saluran paip dan piawaian seperti ASME B31.8 dan standard lenturan induksi tertentu, ASME B16.49. Sebarang sisihan yang tidak terkawal di sini menjejaskan faktor keselamatan keseluruhan sistem.
Geometri, Hidraulik, dan mekanik: Peranan 5D, 8D, dan nisbah 10D
Spesifikasi dan Bends -di mana jejari () adalah lima, lapan, atau sepuluh kali diameter nominal (), masing -masing - adalah gambaran langsung untuk mengoptimumkan keseimbangan antara kecekapan hidraulik dan tekanan mekanikal.
Dari a Kejuruteraan Hidraulik perspektif, Saiz jejari bend secara langsung memberi kesan kepada ciri aliran. Selekoh yang lebih ketat () mendorong lebih besar aliran sekunder (corak aliran berputar atau heliks) dan lebih tinggi setempat pergolakan. Pergolakan ini menghasilkan lebih besar penurunan tekanan di seberang selekoh dan memerlukan tenaga mengepam yang lebih tinggi untuk mengekalkan kadar aliran. Sebaliknya, Radii yang lebih besar ( dan ) memudahkan lancar, lebih seperti laminar Pengalihan aliran. The Bend sering dipilih untuk diameter terbesar, saluran paip kadar aliran tertinggi kerana ia meminimumkan pelesapan tenaga dan mengurangkan risiko hakisan dalaman/kakisan yang dikaitkan dengan pemisahan aliran. Pilihan, oleh itu, secara langsung mempengaruhi kos operasi dan kecekapan keseluruhan saluran paip sepanjang hayatnya.
Dari a Kejuruteraan Mekanikal sudut pandangan, Radius menentukan keterukan kepekatan tekanan. Lebih ketat Bend menghasilkan lebih tinggi Faktor intensifikasi tekanan () dan lebih rendah Faktor fleksibiliti berbanding dengan a Bend. Kepekatan Tekanan gelung, Tekanan paksi, dan Momen lentur di ekstrado dan sayap Bend menuntut integriti mekanikal tempatan yang lebih besar. Penggunaan hasil tinggi bahan dalam ketat Radius sering diperlukan untuk memastikan tekanan operasi dan lenturan gabungan tidak melebihi titik hasil bahan, Walaupun selepas menyumbang pengurangan ketebalan dinding yang wujud dalam proses pembentukan. The ASME B31 Kod menyediakan rangka kerja matematik untuk mengira batasan tekanan yang tepat berdasarkan nisbah geometri dan sifat bahan, Memastikan faktor keselamatan yang dikira untuk keseluruhan penawaran produk.
Keupayaan untuk menghasilkan tiga radii yang berbeza menggunakan proses induksi panas -setiap yang memerlukan pelarasan yang tepat pada corak pemanasan gegelung, membentuk kelajuan, dan kadar penyejukan -menunjukkan penguasaan teknikal diperlukan. Contohnya, membentuk a Bend memerlukan lebih lama, permohonan terma yang lebih lembut daripada a Bend, menuntut zon pemanasan terkawal yang lebih panjang untuk mencapai jejari yang lebih luas tanpa memperkenalkan anomali geometri seperti keriput atau ovaliti yang berlebihan.
Pensijilan, Kawalan Kualiti, dan integriti produk akhir
Bukti prestasi utama untuk Bend induksi terletak pada pematuhannya dengan protokol dan piawaian kawalan kualiti yang ketat, Ketua di antaranya adalah yang terakhir Ujian Hidrostatik. Setiap selekoh selesai tertakluk kepada tekanan dalaman yang jauh lebih tinggi daripada tekanan operasi maksimum yang dimaksudkan (), menekankan logam di luar titik hasil nominalnya. Ini adalah final muktamad langkah, memberikan bukti bahawa bahan itu bebas dari kecacatan kritikal dan integriti ketebalan dinding, Walaupun di ekstrado nipis, mencukupi untuk mengandungi tekanan reka bentuk.
Di luar ujian hidrostatik, komprehensif Penilaian tidak merosakkan () adalah wajib. Ujian Ultrasonik () digunakan untuk memetakan profil ketebalan dinding di seluruh selekoh, mengesahkan bahawa penipisan di extrados kekal dalam had kod. Pemeriksaan Zarah Magnet () atau Pemeriksaan penembus cecair () dilakukan pada permukaan dalaman dan luaran untuk mencari kelemahan atau keretakan pemecahan permukaan mikroskopik yang boleh dimulakan semasa berbasikal haba dan mekanikal yang teruk dalam proses induksi.
Produk akhir, oleh itu, adalah komponen bersepadu di mana metalurgi kekuatan tinggi API 5L x52/x60 dipadankan dengan sempurna dengan fizik terma terkawal Hot induksi lentur. Kelengkapan yang dihasilkan, dengan disahkan mereka 5D, 8D, atau 10d Geometri, Pastikan saluran paip dapat dibina dengan keyakinan, memaksimumkan kapasiti aliran dan meminimumkan keperluan penyelenggaraan sambil mematuhi piawaian keselamatan dan kejuruteraan yang paling ketat yang mengawal infrastruktur pengangkutan tenaga di seluruh dunia.
Ringkasan Spesifikasi Produk: API 5L x52/x60 Paip induksi panas

Fabrikasi Spool Piping adalah proses yang canggih yang menggabungkan ketepatan kejuruteraan, Sains Bahan, dan teknik pembuatan maju untuk memberikan berkualiti tinggi, Sistem paip modular. Dengan mengawal parameter utama seperti diameter paip, pemilihan bahan, dan kualiti kimpalan, Fabricators memastikan kili memenuhi piawaian industri yang ketat seperti ASME B31.3 dan API 1104. Kemajuan dalam automasi, Alat digital, dan amalan mampan mengubah industri, membolehkan lebih cepat, lebih hijau, dan pengeluaran yang lebih kos efektif.

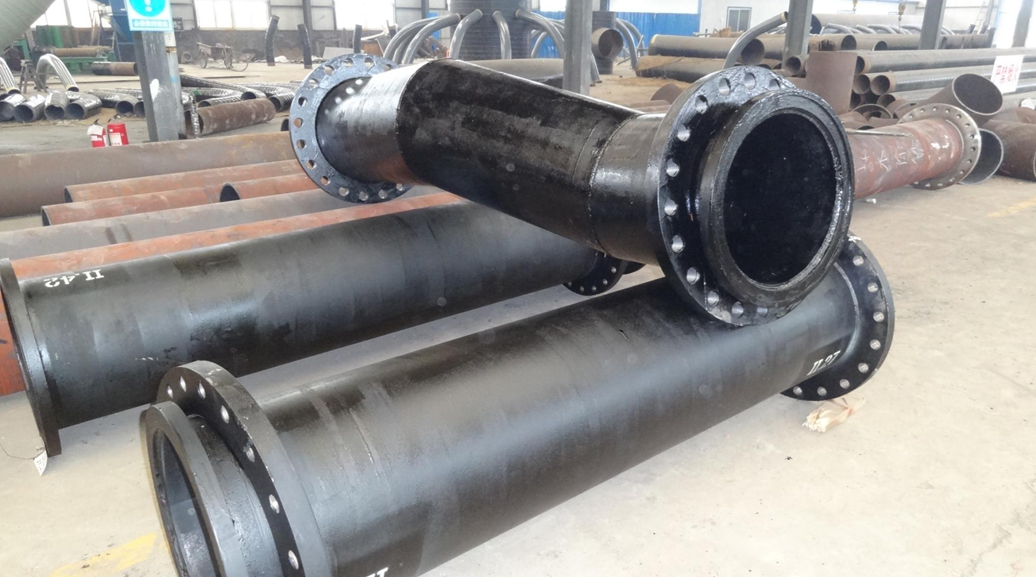
2205 flange kimpalan rata plat keluli dupleks (HG/T 20592 DN40 PN10 PLRF) Menggabungkan rintangan kakisan bahan dengan kelebihan ringan struktur, dan sesuai untuk persekitaran yang menghakis tekanan sederhana dan rendah seperti industri kimia dan kejuruteraan marin. Reka bentuknya mesti mengikut saiz dan spesifikasi tekanan Hg/t 20592, dan perhatikan proses kimpalan dan penyelenggaraan semasa pemprosesan dan penggunaan untuk memastikan kebolehpercayaan jangka panjang.

Monel K-500 adalah aloi berasaskan nikel-tembaga yang berprestasi tinggi dengan rintangan kakisan yang sangat baik dan sifat mekanik, Sesuai untuk pelbagai aplikasi perindustrian. Sifat kimpalan dan prosesnya yang baik menjadikannya mempunyai fleksibiliti yang tinggi dalam proses pembuatan. Melalui proses rawatan haba yang sesuai, prestasinya dapat diperbaiki lagi dan keperluan keadaan kerja yang berbeza dapat dipenuhi.
Syarikat Abter menggunakan gred keluli :GB 18248 37Mn, 34Mn2V, 30CrMo, 35CrMo, 34CrMo4, 30CrMnSiA / HE G3429STH11, STH12, STH21, STH22, STH31 keluli untuk menghasilkan tiub keluli silinder gas
APA ITU PREFABRICATION PAIP? Prefabrikasi paip ialah pembuatan kepingan saluran paip di kilang dan bukannya di tapak pembinaan. Ini membolehkan penggunaan alat dan keadaan kerja yang lebih baik. Ini menghasilkan produktiviti yang lebih tinggi dan kualiti yang lebih baik. Ia juga mengurangkan masa utama di tapak pembinaan.

Jenis A- Digunakan di mana terdapat ruang kepala yang mencukupi. Ketinggian khusus adalah wajar. Jenis B- Digunakan di mana ruang kepala terhad. Lampiran kepala adalah satu lug. Jenis C- Digunakan di mana ruang kepala terhad. Lampiran kepala adalah sebelah menyebelah

Butt Weld Cap We are manufacturer of butt weld cap and supplies all schedules in kinds of materials such as carbon steel, keluli tahan karat, keluli aloi. Zizi menghasilkan penutup paip di ASME, DARI, JIS dan piawaian lain yang diperlukan. Penutup paip adalah salah satu kelengkapan paip yang biasa digunakan untuk menghentikan bendalir dengan menutup di hujung paip. Ia boleh didapati dalam jenis kimpalan punggung, jenis kimpalan soket dan jenis berulir, dan topi buttweld lebih popular memandangkan prestasi yang baik, sambungan yang stabil dan julat pemilihan dimensi yang besar.

Pengurang sepusat digunakan di mana kerja paip dipasang secara menegak dan di bahagian pelepasan pam. Pengurang eksentrik lebih kerap digunakan apabila kerja paip diletakkan di atas rak paip. Kerana bahagian yang rata, menjajarkan dan memasang paip dengan selamat ke rak adalah lebih mudah.

Kelengkapan silang membolehkan percabangan paip, membolehkan pengagihan air atau cecair lain ke pelbagai lekapan atau kawasan. Mereka biasanya digunakan dalam sistem bekalan air, sistem pengairan, dan sistem pemanasan.

Bahan keluli tahan karat bahan / ASTM SA / A403 SA / A 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304/304L, 316/316L, DARI 1.4301, DIN1.4306, DARI 1.4401, DARI 1.4404 Dimensi ANSI B16.9, ANSI B16.28, MSS-SP-43 Jenis A, MSS-SP-43 Jenis B, HE B2312, JIS B2313 Thickness Schedule 5S, 10S, 20S, S10, S20, S30, STD, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS dan lain-lain.

Badan pemasangan paip biasanya diperbuat daripada bahan asas yang sama dengan paip atau tiub yang disambungkan: Tembaga, keluli, PVC, CPVC atau ABS. Sebarang bahan yang dibenarkan oleh paip, kesihatan atau kod bangunan (mengikut mana yang berkenaan) boleh digunakan, tetapi ia mesti serasi dengan bahan lain dalam sistem, cecair yang disalurkan, dan suhu dan tekanan di dalam (dan luar) sistem. Kelengkapan tembaga atau gangsa di atas kuprum Biasa dalam sistem paip dan paip. Ketahanan api, rintangan kejutan, kekuatan mekanikal, anti-kecurian dan faktor lain juga mempengaruhi pilihan bahan untuk kelengkapan paip.

Kelengkapan paip digunakan dalam sistem paip untuk menyambungkan bahagian lurus paip atau tiub, untuk menampung saiz atau bentuk yang berbeza, dan untuk tujuan lain seperti mengawal selia (atau mengukur) aliran cecair. Kelengkapan ini digunakan dalam sistem paip untuk mengawal pemindahan air, sisa gas atau cecair dalam paip atau sistem paip di persekitaran domestik atau komersial. Kelengkapan (Terutama jenis yang tidak biasa) memerlukan wang, masa, bahan dan alat untuk dipasang dan merupakan bahagian penting dalam sistem paip dan paip. Kelengkapan paip biasa terutamanya termasuk: bebibir, siku, gandingan, Kesatuan, Spools, pengurangan, bushings, Tees, Tees penyelewengan, salib, topi, palam, Barbs dan injap. Walaupun injap adalah kelengkapan secara teknikal, Mereka biasanya dibincangkan secara berasingan.
paip & Kelengkapan
Abter PIPELINE
Untuk pertanyaan jualan atau harga pada Produk Abter, sila hubungi salah satu jualan kami.
