Paip Keluli Kimpalan Lingkaran – SSAW

Paip Keluli SSAW(Paip Arka Terendam Lingkaran)
Saiz:
Diameter keluar:219mm-3620mm
Ketebalan dinding: 5mm-25.4mm
Panjang: 3m-12m
Piawaian dan Pengelasan Paip Keluli SSAW
| Pengelasan | Standard | Produk Utama | ||||||||||||||
| Paip Talian | API 5L PSL1/2 | Paip talian | ||||||||||||||
| Selongsong | API 5CT/ ISO 11960 PSL1 | Paip keluli untuk digunakan sebagai selongsong atau tiub untuk telaga industri petroleum dan gas asli | ||||||||||||||
| Paip Keluli untuk Servis Bendalir | ASTM A53 | Paip keluli yang dikimpal dan lancar bergalvani hitam dan berpinggul panas | ||||||||||||||
| BS EN10217-2 | Jenis keluli yang dikimpal untuk tujuan tekanan – syarat teknikal penghantaran – bahagian2: Bukan dikimpal elektrik- tiub keluli aloi dan aloi dengan ciri suhu tinggi yang ditentukan | |||||||||||||||
| BS EN10217-5 | Jenis keluli yang dikimpal untuk tujuan tekanan – syarat teknikal penghantaran – bahagian5: arka terendam dikimpal bukan aloi dan tiub keluli aloi dengan ciri suhu tinggi yang ditentukan | |||||||||||||||
| Paip Keluli untuk Struktur Biasa | ASTM A252 | Cerucuk paip keluli yang dikimpal dan lancar | ||||||||||||||
| BS EN10219-1 | Bahagian berongga struktur dikimpal sejuk terbentuk daripada keluli bukan aloi dan bijirin halus – bahagian1: Syarat penghantaran teknikal | |||||||||||||||
| BS EN10219-2 | Bahagian berongga struktur dikimpal sejuk terbentuk daripada keluli bukan aloi dan bijirin halus – bahagian2: toleransi dimmsions dan sifat keratan | |||||||||||||||
Analisis Kimia dan Sifat Mekanikal Paip Keluli SSAW
| Standard | Gred | Komposisi Kimia(maks)% | Sifat Mekanikal(min) | |||||
| C | Dan | Mn | P | S | Kekuatan Tegangan(Mpa) | Kekuatan Hasil(Mpa) | ||
| API 5CT | h40 | – | – | – | – | 0.030 | 417 | 417 |
| J55 | – | – | – | – | 0.030 | 517 | 517 | |
| K55 | – | – | – | – | 0.300 | 655 | 655 | |
| API 5L PSL1 | A | 0.22 | – | 0.90 | 0.030 | 0.030 | 335 | 335 |
| B | 0.26 | – | 1.20 | 0.030 | 0.030 | 415 | 415 | |
| X42 | 0.26 | – | 1.30 | 0.030 | 0.030 | 415 | 415 | |
| X46 | 0.26 | – | 1.40 | 0.030 | 0.030 | 435 | 435 | |
| X52 | 0.26 | – | 1.40 | 0.030 | 0.030 | 460 | 460 | |
| X56 | 0.26 | – | 1.40 | 0.030 | 0.030 | 490 | 490 | |
| X60 | 0.26 | – | 1.40 | 0.030 | 0.030 | 520 | 520 | |
| X65 | 0.26 | – | 1.45 | 0.030 | 0.030 | 535 | 535 | |
| X70 | 0.26 | – | 1.65 | 0.030 | 0.030 | 570 | 570 | |
| API 5L PSL2 | B | 0.22 | 0.45 | 1.20 | 0.025 | 0.015 | 415 | 415 |
| X42 | 0.22 | 0.45 | 1.30 | 0.025 | 0.015 | 415 | 415 | |
| X46 | 0.22 | 0.45 | 1.40 | 0.025 | 0.015 | 435 | 435 | |
| X52 | 0.22 | 0.45 | 1.40 | 0.025 | 0.015 | 460 | 460 | |
| X56 | 0.22 | 0.45 | 1.40 | 0.025 | 0.015 | 490 | 490 | |
| X60 | 0.12 | 0.45 | 1.60 | 0.025 | 0.015 | 520 | 520 | |
| X65 | 0.12 | 0.45 | 1.60 | 0.025 | 0.015 | 535 | 535 | |
| X70 | 0.12 | 0.45 | 1.70 | 0.025 | 0.015 | 570 | 570 | |
| X80 | 0.12 | 0.45 | 1.85 | 0.025 | 0.015 | 625 | 625 | |
| ASTM A53 | A | 0.25 | 0.10 | 0.95 | 0.050 | 0.045 | 330 | 330 |
| B | 0.30 | 0.10 | 1.20 | 0.050 | 0.045 | 415 | 415 | |
| ASTM A252 | 1 | – | – | – | 0.050 | – | 345 | 345 |
| 2 | – | – | – | 0.050 | – | 414 | 414 | |
| 3 | – | – | – | 0.050 | – | 455 | 455 | |
| EN10217-1 | P195TR1 | 0.13 | 0.35 | 0.70 | 0.025 | 0.020 | 320 | 320 |
| P195TR2 | 0.13 | 0.35 | 0.70 | 0.025 | 0.020 | 320 | 320 | |
| P235TR1 | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 | |
| P235TR2 | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 | |
| P265TR1 | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
| P265TR2 | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
| EN10217-2 | P195GH | 0.13 | 0.35 | 0.70 | 0.025 | 0.020 | 320 | 320 |
| P235GH | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 | |
| P265GH | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
| EN10217-5 | P235GH | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 |
| P265GH | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
| EN10219-1 | S235JRH | 0.17 | – | 1.40 | 0.040 | 0.040 | 360 | 360 |
| S275JOH | 0.20 | – | 1.50 | 0.035 | 0.035 | 410 | 410 | |
| S275J2H | 0.20 | – | 1.50 | 0.030 | 0.030 | 410 | 410 | |
| S355JOH | 0.22 | 0.55 | 1.60 | 0.035 | 0.035 | 470 | 470 | |
| S355J2H | 0.22 | 0.55 | 1.60 | 0.030 | 0.030 | 470 | 470 | |
| S355K2H | 0.22 | 0.55 | 1.60 | 0.030 | 0.030 | 470 | 470 | |
Mesin pembuatan paip keluli ssaw
Mesin mengetam tepi, mesin pengisar tepi, mesin pemotong paip,mesin kimpalan punggung, mesin cubit, mesin ujian hidraulik.
Salutan Luaran:
| taip | Standard |
| Salutan FBE Satu Lapisan | SY/T 0315-2005, CAN/CSA Z245.20-2010, DEP 31.40.30.32-Gen-2011, ISO 21809-2-2007, API RP 5L9-2001 |
| Salutan FBE Dua Lapisan | Q/CNPC 38-2002, CAN/CSA Z245.20-2010 |
| 2Salutan LPE/2LPP | SY/T 0413-2002, GB/T 23257-2009, ISO 21809-1-2009 |
| 3Salutan LPE/3LPP | SY/T 0413-2002, GB/T 23257-2009, DARI 30670-1991, CAN/CSA Z245.21-2010, ISO 21809-1-2009, NF A49-711-1992, NF A49-710-1988 |
| Salutan Penebat | SY/T 0415-1996, CJ/T 114-2000, DALAM 253-1994 |
Salutan Dalaman
Salutan FBE Satu Lapisan
Standard: API RP 5L2-2002, DEP 31.40.30.35-Gen-2005
Paip SSAW Bersalut PE
taip:Paip Bersalut PE, 2Paip Bersalut PE, 3Paip Bersalut PE
Permohonan: Digunakan untuk gas asli, petroleum, air & kumbahan, dan sistem paip
Spesifikasi:DARIPADA: 219mm~2020mm
WT: 5mm~25mm
PANJANG: 4mtr, 6mtr, 12mtr, 18mtr, 21mtr
Piawaian Salutan:DARI 30670, DARI 30671, DARI 30678, SY/T0413-2002 dsb.
Jenis Paip: Arka Terendam Dikimpal (LSAW/SSAW), Rintangan Elektrik Dikimpal
Permukaan:Salutan Polietilena Dua Lapisan (2mm~4.5mm)
Paip SSAW Bersalut FBE
taip: FBE (Epoksi Bon Fusion) Paip Bersalut, Paip Keluli Karbon Bersalut Epoksi
Permohonan:Digunakan untuk gas asli, petroleum, air & kumbahan, dan sistem paip
Spesifikasi: DARIPADA: 219mm~2020mm
WT: 5mm~25mm
PANJANG: 4mtr, 6mtr, 12mtr, 18mtr, 21mtr
Piawaian Salutan: DARI 30670, DARI 30671, DARI 30678, SY/T0413-2002 dsb.
Permukaan:Satu Lapisan / Serbuk salutan anti-karat FBE Lapisan Dua (200kira-kira ~ 800um)
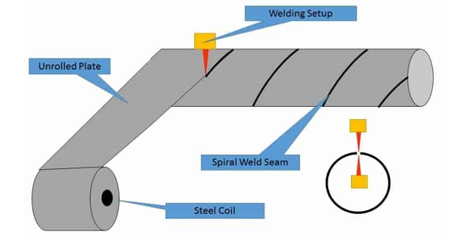
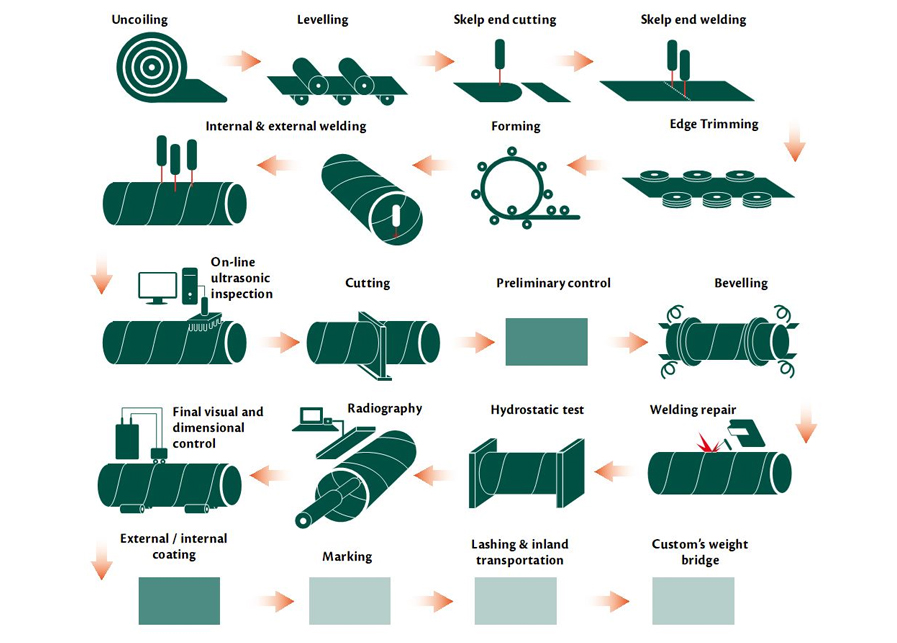
Proses Pembuatan Paip Keluli Lingkaran
Paip SSAW (Paip Kimpalan Arka Terendam Lingkaran), juga dipanggil paip HSAW, bentuk garisan kimpalan seperti heliks. Ia menggunakan teknologi kimpalan yang sama seperti Kimpalan Arka Tenggelam dengan paip LSAW. Secara berbeza paip SSAW dikimpal berpilin di mana LSAW dikimpal secara membujur. Proses pembuatan adalah menggulung jalur keluli, untuk membuat arah rolling mempunyai sudut dengan arah pusat paip, membentuk dan mengimpal, jadi jahitan kimpalan berada dalam garisan lingkaran.