
Sistema de fabricação de bobinas de tubulação

Fabricação de carretel de tubulação: Uma análise abrangente
Definição: Um carretel de tubo é uma seção pré -fabricada de um sistema de tubulação, normalmente consistindo de tubos, acessórios (por exemplo, cotovelos, camisetas, redutores), flanges, válvulas, e outros componentes, montado em um ambiente controlado (por exemplo, uma loja de fabricação) Antes de ser transportado para o canteiro de obras para instalação. Esta abordagem modular simplifica a execução do projeto, aprimora o controle de qualidade, e reduz o trabalho no local, tornando -o uma pedra angular dos modernos sistemas de tubulação industrial.
Esta análise se expande sobre o conceito fundamental, mergulhando mais fundo no processo de fabricação, tecnologias avançadas, considerações ambientais, otimização de custos, e tendências globais da indústria. A estrutura inclui:
- Introdução à fabricação de bobinas de tubulação
- Parâmetros -chave na fabricação (com tabelas)
- Análise científica e técnica
- Materiais avançados e suas aplicações
- Processos e tecnologias de fabricação
- Garantia de qualidade e padrões do setor
- Considerações ambientais e de sustentabilidade
- Estratégias de otimização de custos
- Tendências globais e estudos de caso
- Palavras -chave SEO para maior visibilidade
- Conclusão
1. Introdução à fabricação de bobinas de tubulação
A fabricação de bobinas de tubulação é um processo de fabricação especializado que envolve a montagem de componentes de tubulação em seções pré-engenhadas, ou “carretéis,” que estão prontos para instalação em instalações industriais. Essas instalações incluem refinarias de petróleo, plantas químicas, usinas de energia, instalações de tratamento de água, e unidades de fabricação farmacêutica. A abordagem de pré -fabricação permite fabricação precisa em condições controladas, minimizar erros, Reduzindo o tempo de construção no local, e melhorar a segurança limitando o trabalho de campo perigoso.

Principais benefícios
- Garantia de qualidade: Ambientes controlados garantem qualidade consistente da solda e precisão dimensional.
- Eficiência: A fabricação paralela reduz os prazos do projeto, permitindo o trabalho simultâneo no local e fora do local.
- Economia de custos: Minimiza o trabalho de campo e o retrabalho, reduzindo os custos gerais do projeto.
- Segurança: Reduz a soldagem no local e o levantamento pesado, Mitigando riscos em ambientes perigosos.
- Escalabilidade: Os carretéis modulares são ideais para projetos em larga escala com configurações repetitivas de tubulação.
Desafios
- Logística: O transporte de carretéis grandes ou complexos requer equipamentos e planejamento especializados.
- Seleção de Materiais: Os componentes devem ser compatíveis com fluidos de processo, temperaturas, e pressões.
- Coordenação: Design e medição precisos são críticos para garantir que os carretéis alinhem com os sistemas no local.
Esta análise explorará esses aspectos em detalhes, Fornecendo uma base científica para entender o processo de fabricação e suas aplicações.
2. Parâmetros -chave na fabricação de bobinas de tubulação
O sucesso da fabricação de bobinas de tubulação depende do controle de parâmetros críticos que influenciam o desempenho do bolo, durabilidade, e conformidade com os padrões do setor. Abaixo está uma tabela detalhada resumindo esses parâmetros, seguido de explicações de seu significado.
Mesa 1: Parâmetros -chave na fabricação de bobinas de tubulação
| Parâmetro | Descrição | Valores/padrões típicos | Impacto na fabricação |
|---|---|---|---|
| Diâmetro do tubo | Diâmetro nominal do tubo (NPS ou DN) | 1/2”Para 48” (NPS), DN15 a DN1200 | Determina o tamanho do bobo, peso, e requisitos de soldagem. |
| Espessura da Parede | Espessura da parede do tubo (Cronograma ou mm) | Sch 10, 40, 80, 160; 2–50 mm | Afeta a classificação de pressão, dificuldade de soldagem, e custos de material. |
| Tipo de material | Material do tubo e componentes | Aço carbono, aço inoxidável, liga de aço, etc.. | Impactos resistência à corrosão, força, e soldabilidade. |
| Critérios de imperfeição de solda | Limites aceitáveis para imperfeições de solda (por exemplo, porosidade, rachaduras) | ASME B31.3, API 1104, ISO 5817 | Garante integridade estrutural e conformidade com os padrões. |
| Ângulo de chanfro | Ângulo de preparação final do tubo para soldagem | 30° –37,5 ° (normalmente 37,5 ° para v-groove) | Afeta a penetração e força da solda. |
| Processo de Soldagem | Tipo de soldagem usada (por exemplo, GTAW, SMAW, Gawn) | TIG, MEU, Grudar, Arco submerso | Determina a qualidade da solda, velocidade, e custo. |
| Tolerância de ajuste | Precisão de alinhamento dos componentes antes da soldagem | ± 1–2 mm (dependendo do padrão) | Garante o alinhamento da articulação adequado e minimiza as tensões. |
| Pressão de teste hidrostático | Pressão aplicada durante o teste para garantir a integridade | 1.5x Pressão de projeto (ASME B31.3) | Verifica a integridade do spool em condições de operação. |
| Acabamento de superfície | Tratamento de superfície (por exemplo, decapagem, passivação, revestimento) | RA 0,8-3,2 µm (Para aço inoxidável) | Impactos resistência à corrosão e características de fluxo de fluidos. |
| Tolerância dimensional | Desvio permitido nas dimensões do carretel | ± 3 mm para comprimento, ± 1,5 mm para alinhamento | Garante a compatibilidade com a instalação de campo. |
| Tratamento térmico | Tratamento térmico pós-solda (PWHT) requisitos | 600–700 ° C para aço carbono (se necessário) | Reduz as tensões residuais e melhora a durabilidade da solda. |
| Testes Não Destrutivos (END) | Métodos para detectar defeitos (por exemplo, TR, EUA, Pt, MT) | Radiografia, Ultrassônico, Penetrante de corante, Partícula magnética | Garante a integridade da solda e do material sem danificar o carretel. |
| Peso da bobina | Peso total do carretel fabricado | 10 kg para várias toneladas | Afeta os requisitos de transporte e elevação. |
| Subsídio de corrosão | Espessura adicional da parede para explicar a corrosão | 1–3 mm (Dependendo do material e do ambiente) | Estende a vida útil do serviço em ambientes corrosivos. |
| Expansão Térmica | Expansão do material sob temperaturas operacionais | 12–16 µm/m · k (dependente de material) | Requer considerações de design para juntas de expansão ou suportes. |
Explicação dos principais parâmetros
- Diâmetro do tubo e espessura da parede: O diâmetro e a espessura da parede ditam a capacidade do carretel de lidar com pressão e fluxo. Os diâmetros maiores acomodam taxas de fluxo mais altas, mas aumentam os custos de material e fabricação. Espessura da parede, expresso como um cronograma (por exemplo, Sch 40) ou em milímetros, é selecionado com base em classificações de pressão e subsídios de corrosão.
- Consideração científica: O estresse do aro (um) em um tubo é calculado como:
S = (P · d) / (2t)
onde
Pé pressão interna,Dé diâmetro externo, eté a espessura da parede. Isso garante que o carretel suporta tensões operacionais. - Tipo de material: Materiais como aço carbono, aço inoxidável, e o aço de liga é escolhido com base no fluido do processo, temperatura, e condições ambientais. Por exemplo, Aço inoxidável 316L é usado em ambientes corrosivos devido ao seu conteúdo de molibdênio, o que aumenta a resistência ao pitting.
- Consideração científica: Propriedades do material, como força de escoamento, condutividade térmica, e a resistência à corrosão é crítica. Por exemplo, aço carbono (ASTM A106) tem uma força de escoamento de ~ 240 MPa, Adequado para aplicações de pressão moderada.
- Critérios de imperfeição de solda: Imperfeições de solda (por exemplo, porosidade, rachaduras) deve cumprir com padrões como ASME B31.3 ou ISO 5817 Para garantir a integridade estrutural. Testes não destrutivos (END) Métodos como radiografia (TR) e teste ultrassônico (EUA) Detectar defeitos de subsuperfície.
- Consideração científica: As imperfeições atuam como concentradores de estresse, reduzindo a vida de fadiga. Critérios de aceitação garantem que as soldas atendam aos requisitos de desempenho.
- Ângulo chanfrado e tolerância: Um ângulo de chanfro de 30 ° –37,5 ° garante a penetração adequada da solda, enquanto as tolerâncias de ajuste (± 1–2 mm) minimizar desalinhamento e tensões residuais.
- Consideração científica: O ângulo de chanfro afeta a dinâmica do pool de solda e a zona afetada pelo calor (HAZ). O desalinhamento aumenta as concentrações de estresse, arriscando falha prematura.
- Processo de Soldagem: Processos como soldagem a gás de tungstênio (GTAW/TIG) oferecer alta precisão, Enquanto a soldagem de arco de metal a gás (GMAW/MIG) é mais rápido para produção de alto volume. Soldagem por arco submerso (SERRA) é usado para tubos de grande diâmetro.
- Consideração científica: Entrada de calor, calculado como:
Q = (Tensão · Corrente · 60) / Velocidade de soldagem (mm/min)
afeta a microestrutura HAZ. A entrada de calor mais baixa reduz os riscos de distorção e rachaduras.
- Pressão de teste hidrostático: Testes hidrostáticos a 1,5x de pressão de projeto (por ASME B31.3) verifica a integridade do carretel em condições operacionais.
- Consideração científica: Os testes garantem vazamentos ou deformações, validando a qualidade da solda e do material.
- Acabamento superficial e tratamento térmico: Acabamentos superficiais suaves (por exemplo, Ra 0.8 µm para aço inoxidável) são críticos em aplicações farmacêuticas para evitar o crescimento bacteriano. Tratamento térmico pós-solda (PWHT) A 600–700 ° C reduz as tensões residuais em soldas.
- Consideração científica: O PWHT melhora a tenacidade da solda, alterando a microestrutura HAZ, reduzindo riscos como rachaduras de corrosão ao estresse.
3. Análise científica e técnica
A fabricação de bobinas de tubulação integra princípios da ciência dos materiais, Engenharia Mecânica, Dinâmica de fluidos, e garantia de qualidade. Abaixo está uma análise detalhada desses aspectos.
3.1 Ciência dos Materiais
A seleção de material é conduzida por requisitos operacionais:
- Propriedades Mecânicas: Rendimento e força de tração determinam a capacidade do bolo de suportar pressão e cargas externas. Por exemplo, Aço de liga P91 (força de escoamento ~ 415 mpa) é usado em usinas de alta temperatura.
- Resistência à corrosão: Aço inoxidável 316L tem uma taxa de corrosão de <0.1 mm/ano em água do mar, comparado com >1 mm/ano para aço carbono, tornando -o ideal para aplicações marítimas.
- Propriedades Térmicas: Materiais com alta expansão térmica (por exemplo, 16 µm/m · k para 316 SS) requer articulações de expansão para evitar a deformação em sistemas de alta temperatura.
Exemplo de cálculo
Para uma 12 polegada (304.8 milímetros) tubo de aço carbono (ASTM A106 GR. B) com um 10 mm espessura da parede e 50 bar (5 MPa) pressão interna:
Com uma força de escoamento de 240 MPa, O fator de segurança é:
Isso confirma a adequação do tubo para o aplicativo.
3.2 Ciência da soldagem
A soldagem é fundamental para a integridade do spool:
- Entrada de calor: A entrada excessiva de calor causa crescimento de grãos no HAZ, reduzindo a resistência. GTAW com baixa entrada de calor é preferida para materiais de alta liga.
- Imperfeições de solda: Porosidade e rachaduras são minimizadas através de gás de proteção adequada (por exemplo, Argônio para Gtaw) e treinamento de soldador.
- Tensões residuais: PWHT ou resfriamento controlado mitiga tensões de expansão térmica e contração.
3.3 Dinâmica de fluidos
As características do fluxo interno do bolo afetam o desempenho:
- Queda de pressão: Calculado usando a equação de Darcy-Weisbach:
ΔP = f · (eu / D) · (P V² / 2)
onde
fé o fator de atrito,Lé o comprimento do tubo,Dé diâmetro,ρé densidade de fluidos, eVé velocidade. - Regime de fluxo: O fluxo turbulento aumenta a queda de pressão e a erosão. Superfícies suaves (por exemplo, Aço inoxidável eletropolizado) reduzir a turbulência.
3.4 Integridade Estrutural
Carretéis devem suportar a pressão interna, Cargas externas (por exemplo, sísmico, vento), e expansão térmica. Análise de Elementos Finitos (FEA) simula tensões para garantir a conformidade com padrões como ASME B31.3.
4. Materiais avançados e suas aplicações
Além de materiais padrão, Materiais avançados são cada vez mais usados para aplicações especializadas. Abaixo está uma tabela resumindo materiais comuns e avançados.
Mesa 2: Materiais para fabricação de bobinas de tubulação
| Material | Padrão | Aplicativos | Vantagens | Limitações |
|---|---|---|---|---|
| Aço carbono (A106 Gr. B) | ASTM A106 | Petróleo e gás, Água, vapor | Econômico, alta resistência | Suscetível à corrosão |
| Aço inoxidável (304/316) | ASTM A312 | Químico, farmacêutico, marinho | Resistente à corrosão, durável | Custo mais alto, resistência inferior ao aço carbono |
| Liga de aço (P91, P22) | ASTM A335 | Usinas de alta temperatura | Força de alta temperatura, resistência à fluência | Caro, requer pwht |
| Aço inoxidável duplex | ASTM A790 | Petróleo e gás offshore, ambientes corrosivos | Alta resistência, excelente resistência à corrosão | Soldagem complexa, alto custo |
| Inconel 625 | ASTM B444 | Corrosão extrema, sistemas de alta temperatura | Resistência excepcional à corrosão, alta resistência | Muito caro, desafiador para solda |
| Titânio (Gr. 2) | ASTM B861 | Aeroespacial, processamento químico | Leve, resistente à corrosão | Alto custo, disponibilidade limitada |
| PEAD | ASTM D3035 | Água, Sistemas químicos de baixa pressão | Resistente à corrosão, flexível | Limitado a baixas temperaturas e pressões |
Considerações científicas
- Corrosão: Aço inoxidável duplex e Inconel 625 Ofereça resistência superior em ambientes agressivos, como plataformas offshore.
- Estabilidade Térmica: Aços de liga como P91 resistem à fluência a temperaturas de até 600 ° C, ideal para usinas de energia.
- Soldabilidade: Materiais de alta liga como o Inconel requerem técnicas de soldagem especializadas (por exemplo, Gtaw com controle de calor preciso) para evitar rachaduras.
5. Processos e tecnologias de fabricação
A fabricação de bobinas de tubulação envolve vários estágios, Cada alavancagem de tecnologias avançadas para melhorar a eficiência e a qualidade.
5.1 Corte e chanfro
- Processo: Os tubos são cortados em comprimentos precisos e chanfrados para soldagem usando corte de plasma, corte a laser, ou serras mecânicas.
- Equipamento: Máquinas de corte de tubos CNC, Sistemas de chanfro automatizados.
- Avanços: O corte a laser oferece ± 0,1 mm de precisão, Reduzindo o desperdício de material e garantindo um ajuste preciso.
5.2 Soldagem
- Processo: Métodos comuns incluem GTAW, Gawn, e vi. Os sistemas de soldagem orbital fornecem automatizados, Soldas de alta precisão para aplicações críticas.
- Equipamento: Soldadores orbitais, braços de soldagem robótica, Soldadores tig/mig.
- Avanços: A soldagem robótica reduz o erro humano e aumenta a taxa de transferência, Com o monitoramento em tempo real dos parâmetros de solda.
5.3 Montagem e ajuste
- Processo: Os componentes são alinhados usando gabaritos e grampos para garantir tolerâncias apertadas.
- Equipamento: Sistemas de alinhamento automatizado, Ferramentas de ajuste guiadas a laser.
- Avanços: 3D Digitalização garante alinhamento preciso, reduzindo o retrabalho.
5.4 Inspeção e Teste
- Processo: Métodos NDT (por exemplo, TR, EUA, Pt) detectar defeitos, Enquanto o teste hidrostático verifica a integridade.
- Equipamento: Sistemas de raios-X digitais, Detectores de falhas ultrassônicas, Platas de teste de pressão.
- Avanços: Testes ultrassônicos de matriz fases (Contato) fornece mapeamento detalhado de defeitos, Melhorando a precisão da inspeção.
6. Garantia de qualidade e padrões do setor
A garantia da qualidade garante que os carretéis atendam aos requisitos de desempenho e segurança. Os principais padrões incluem:
- ASME B31.3: Governa o design da tubulação de processos, fabricação, e teste.
- API 1104: Padrões de soldagem para pipelines.
- ISO 5817: Níveis de qualidade de imperfeição de solda.
- Padrões de materiais ASTM/ASME: Especifique propriedades do material (por exemplo, A106, A312).
Medidas de controle de qualidade
- Verificação do material: Confirme os certificados de material e execute espectrometria para análise de composição.
- Inspeção da solda: Use NDT para garantir que as soldas atendam aos critérios de aceitação.
- Verificações dimensionais: Verifique as dimensões do spool usando ferramentas de medição a laser.
- Teste de pressão: Realize testes hidrostáticos ou pneumáticos para confirmar a força de vazamento.
- Rastreabilidade: Manter mapas de solda, relatórios de teste, e registros materiais.
Consideração científica: Controle de processo estatístico (Spc) monitora taxas de defeitos, garantindo qualidade consistente. Por exemplo, Os gráficos de controle rastreiam a frequência de imperfeição da solda, Mantendo o cumprimento com ISO 5817.
7. Considerações ambientais e de sustentabilidade
A fabricação de bobinas de tubulação tem implicações ambientais, particularmente em uso material, consumo de energia, e gerenciamento de resíduos:
- Eficiência do material: Otimizar padrões de corte para minimizar sucata. O software de ninho CNC reduz o desperdício de material em 10 a 15%.
- Uso de energia: Sistemas de soldagem e corte automatizados consomem energia significativa. Equipamento com eficiência energética (por exemplo, soldadores baseados em inversores) reduz o consumo de até 20%.
- Revestimentos e tratamentos: Revestimentos ecológicos (por exemplo, tintas à base de água) reduzir o composto orgânico volátil (COV) emissões.
- Reciclagem: Sucata do corte é reciclado, com taxas de reciclagem de aço excedendo 90% em muitas regiões.
- Tendências de sustentabilidade: Uso de polietileno de alta densidade (PEAD) Para sistemas de baixa pressão, reduz o impacto ambiental devido à sua reciclabilidade e resistência à corrosão.
Consideração científica: Avaliação do ciclo de vida (LCA) quantifica impactos ambientais, Orientar o material e a seleção de processos para minimizar as pegadas de carbono.
8. Estratégias de otimização de custos
A otimização de custos é crítica para a fabricação competitiva:
- Automação: Soldagem robótica e corte CNC reduzem os custos de mão -de -obra em 15 a 30%.
- Fabricação enxuta: Elimine o desperdício por meio de entrega de material just-in-time e fluxos de trabalho otimizados.
- Design modular: Padronizar projetos de bobinas para reduzir o tempo de engenharia e os custos de material.
- Ferramentas digitais: Modelagem de informações de construção (Bim) e 3D CAD Prevent Design Errors, reduzindo os custos de retrabalho até 20%.
- Gestão da cadeia de abastecimento: Fornecimento estratégico e compra em massa de custos de material mais baixos.
Consideração científica: A programação linear otimiza os custos:
onde Cm é um custo material, Cl é o custo da mão -de -obra, e Ct é custo de transporte, sujeito a restrições como prazos de projeto e padrões de qualidade.
9. Tendências globais e estudos de caso
Tendências globais
- Indústria 4.0: A integração da IoT e da IA em lojas de fabricação permite o monitoramento em tempo real da qualidade da solda e eficiência da produção.
- Sustentabilidade: Aumento da demanda por materiais ecológicos, como HDPE e revestimentos de baixa emissão.
- Expansão offshore: Crescimento em projetos de petróleo e gás offshore impulsiona a demanda por carretéis resistentes à corrosão (por exemplo, Aço inoxidável duplex).
- Crescimento farmacêutico: A crescente demanda por sistemas de tubulação estéril em instalações de biopharma.
Estudo de caso 1: Tubula de planta de GNL
Um gás natural liquefeito (GNG) planta necessária 1,000 carretéis para serviço criogênico, Usando aço inoxidável 316L e Inconel 625. Desafios incluídos:
- Desempenho de baixa temperatura: Os materiais tiveram que suportar -160 ° C.
- Corrosão: A exposição à água do mar exigiu alta resistência à corrosão.
- Cronograma apertado: Linha do tempo de fabricação de seis meses.
Solução
- GTAW orbital usado para soldas precisas.
- Implementou Paut for 100% Inspeção da solda.
- BIM empregado para detecção de conflito com sistemas no local.
Resultado
Entregue no prazo com zero defeitos durante o teste criogênico.
Estudo de caso 2: Instalação Biofarmacêutica
Uma planta de biopharma precisava de 316L de carretéis de aço inoxidável para um sistema de água estéril. Requisitos incluídos:
- Acabamento de superfície: Ra < 0.5 µm para evitar o crescimento bacteriano.
- Limpeza: Sem contaminação durante a fabricação.
- Conformidade: Padrões FDA e GMP.
Solução
- Soldagem orbital automatizada usada com blindagem de argônio.
- Realizado eletropolismo e passivação.
- Conduzido 100% RT e testes hidrostáticos.
Resultado
Os carretéis atendiam aos requisitos regulatórios rigorosos, garantir uma operação segura.
10. Palavras -chave SEO para maior visibilidade
Para otimizar o conteúdo dos mecanismos de pesquisa, as seguintes palavras -chave segmentam intenção de pesquisa relevante:
- Palavras -chave primárias:
- Fabricação de carretel de tubulação
- Fabricação de bobinas de tubo
- Sistemas de tubulação pré -fabricados
- Conjunto de tubulação industrial
- Produção de bobinas de tubo
- Palavras -chave técnicas:
- Padrões de soldagem de tubos
- NDT para sistemas de tubulação
- Testes hidrostáticos para carretéis
- ASME B31.3 Fabricação de tubulação
- Critérios de imperfeição de solda
- Palavras -chave materiais:
- Carretéis de tubo de aço inoxidável
- Fabricação de tubulação de aço carbono
- Carretéis de tubo Inconel
- Tubulação de aço inoxidável duplex
- Fabricação de carretel de tubos HDPE
- Palavras -chave do setor:
- Sistemas de tubulação de petróleo e gás
- Fabricação de tubos petroquímicos
- Soluções de tubulação farmacêutica
- Fabricação de carretel de usina
- Sistemas de tubulação de plantas de GNL
- Processar palavras -chave:
- Tecnologia de corte de tubos CNC
- Soldagem orbital para tubulação
- Métodos de chanfro de tubo
- Fabricação automatizada de bobinas
- Tolerâncias de ajuste de tubulação
- Palavras-chave de cauda longa:
- Como fabricar carretéis de tubulação para petróleo e gás
- Melhores práticas para fabricação de bobinas de aço inoxidável
- Otimizando a eficiência da produção de bobinas de tubos
- Fabricação de carretel de tubulação para plantas farmacêuticas
- Técnicas avançadas de soldagem para bobinas de tubos
- Palavras -chave de sustentabilidade:
- Fabricação de tubulação ecológica
- Fabricação sustentável de bobinas de tubos
- Revestimentos de tubulação de baixa emissão
- Materiais de tubulação recicláveis
Estratégia de SEO
- Na página: Incorporar palavras -chave em títulos, Meta descrições, TEXTO DE ALT PARA TABELAS, E durante todo o conteúdo.
- Marketing de conteúdo: Publique postagens de blog ou whitepapers em aspectos específicos (por exemplo, “Soldagem orbital na fabricação de bobinas de tubo”).
- Backlinks: Colaborar com publicações do setor para vincular -se ao conteúdo.
- SEO local: Inclua termos específicos da região (por exemplo, “Fabricação de bobinas de tubulação EUA”) para mercados direcionados.
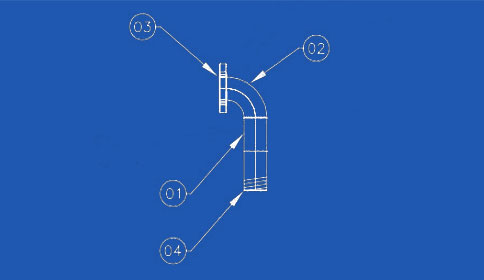 |
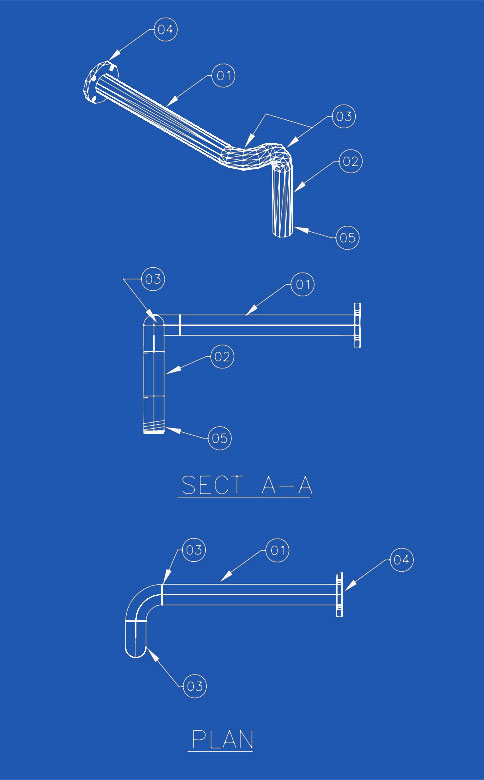
①pipe, 3″ SCH 80 ②Elbow 90 ° RAD 3″ SCH 80,BW ③ Flange, RFSO, 3″ 150# ④6″ Mamilo LG, SCH 80, BW |
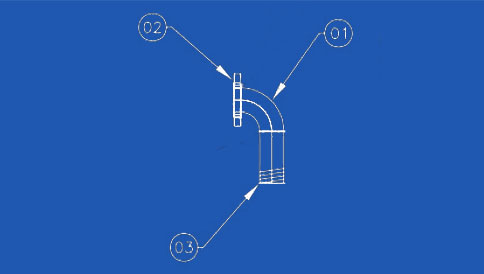 |
①Elbow 90 ° RAD 3″ SCH 80,BW ② Flange, RFSO, 3″ 150# ③9″ Mamilo LG, SCH 80, BW |
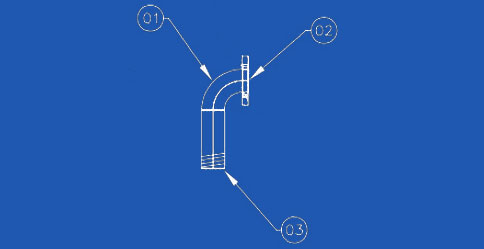 |
①Elbow 90 ° RAD 3″ SCH 80,BW ② Flange, RFSO, 3″ 150# ③7 1/2″ Mamilo LG, SCH 80, BW |
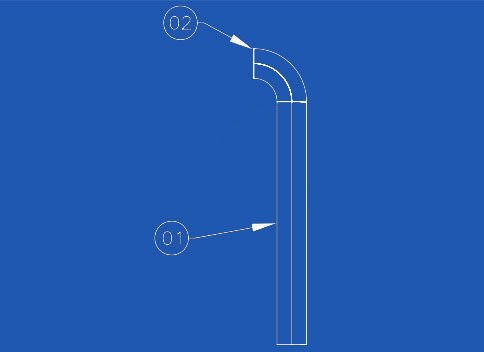 |
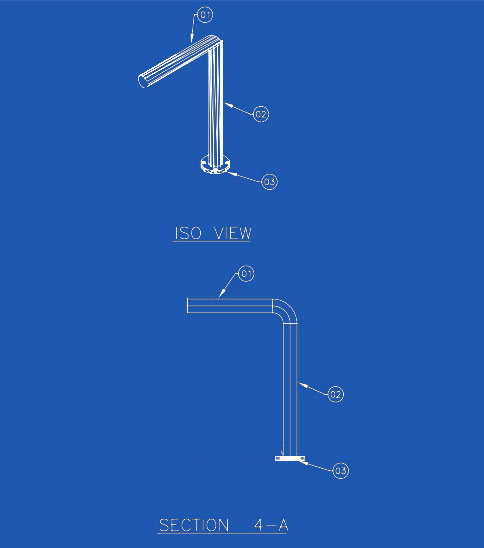
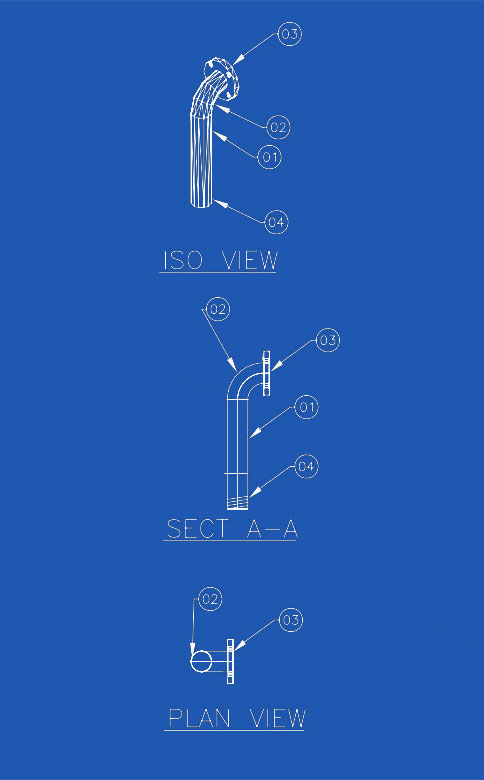
①pipe, 3″ SCH 80 ②Elbow 90 ° RAD 3″ SCH 80,BW |
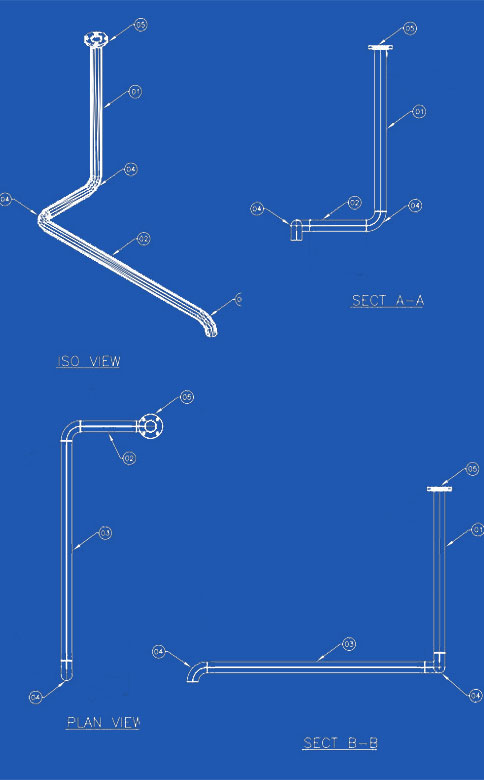 |
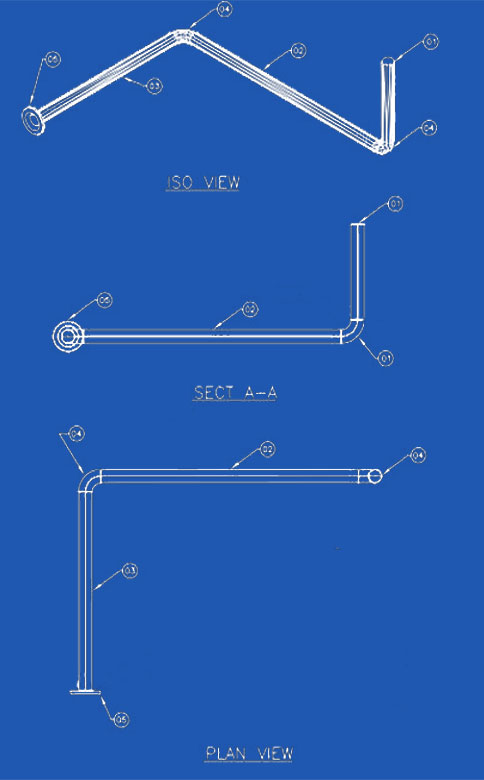
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③pipe, 3″ SCH 80 ④Elbow 90 ° RAD 3″ SCH 80,BW ⑤ Flange, RFSO, 3″ 150# |
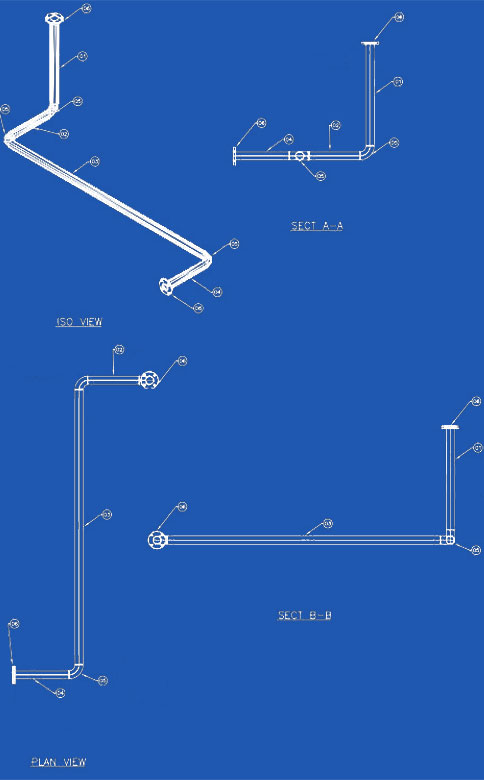 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③pipe, 3″ SCH 80 ④pipe, 3″ SCH 80 ⑤Elbow 90 ° RAD 3″ SCH 80,BW ⑥ Flange, RFSO, 3″ 150# |
 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③ Flange, RFSO, 3″ 150# |
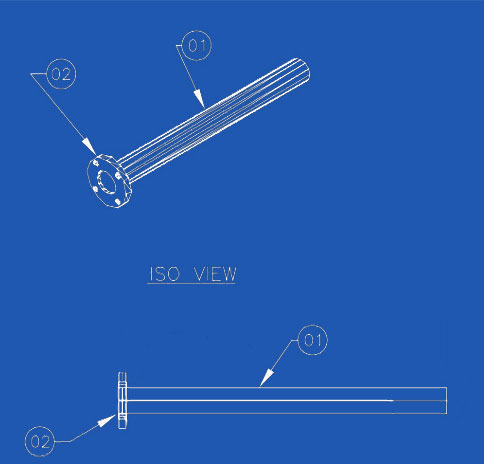 |
①pipe, 3″ SCH 80 ② Flange, RFSO, 3″ 150# |
 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③pipe, 3″ SCH 80 ④Elbow 90 ° RAD 3″ SCH 80,BW ⑤ Flange, RFSO, 3″ 150# |
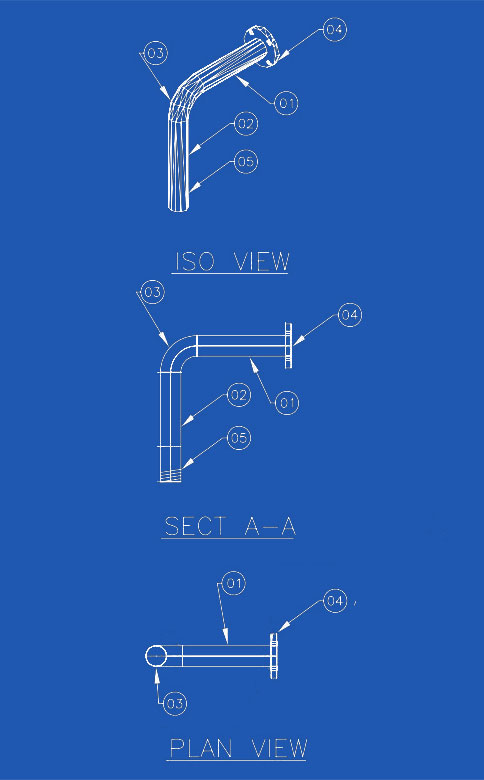 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③Elbow 90 ° RAD 3″ SCH 80,BW ④ Flange, RFSO, 3″ 150# ⑤6″ Mamilo LG, 3″ SCH 80, BW |
 |
①pipe, 3″ SCH 80 ②Elbow 90 ° RAD 3″ SCH 80,BW ③ Flange, RFSO, 3″ 150# ④6″ Mamilo LG, 3″ SCH 80, BW |
 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③Elbow 90 ° RAD 3″ SCH 80,BW ④ Flange, RFSO, 3″ 150# ⑤6″ Mamilo LG, 3″ SCH 80, BW |

Os acessórios para tubos são usados em sistemas de encanamento para conectar seções retas de canos ou tubos, para acomodar diferentes tamanhos ou formas, e para outros fins, como regular (ou medindo) fluxo de fluido. Esses acessórios são usados em sistemas de encanamento para controlar a transferência de água, resíduos de gás ou líquidos em tubulações ou sistemas de encanamento em ambientes domésticos ou comerciais. Acessórios (tipos especialmente incomuns) exigir dinheiro, tempo, materiais e ferramentas para instalar e são uma parte importante dos sistemas de encanamento e encanamento. Acessórios para tubos comuns incluem principalmente: flange, cotovelos, acoplamentos, sindicatos, carretéis, redutores, buchas, camisetas, camisetas desviadoras, cruzes, bonés, plugues, farpas e válvulas. Embora as válvulas sejam tecnicamente adequadas, eles geralmente são discutidos separadamente.

Os corpos das conexões para tubos geralmente são feitos do mesmo material de base do tubo ou tubulação aos quais estão conectados.: cobre, aço, PVC, CPVC ou ABS. Qualquer material permitido pelo encanamento, códigos de saúde ou de construção (conforme aplicável) pode ser usado, mas deve ser compatível com os outros materiais do sistema, o fluido sendo transportado, e a temperatura e pressão dentro (e fora) o sistema. Acessórios de latão ou bronze sobre cobre Comum em sistemas de encanamento e encanamento. Resistência ao fogo, resistência ao choque, resistência mecânica, anti-roubo e outros fatores também afetam a escolha do material para acessórios para tubos.

Material Aço Inoxidável ASME / ASTM SA / A403 SA / UM 774 WP-S, WP-W, WP-WX, 304, 304eu, 316, 316eu, 304/304eu, 316/316eu, DE 1.4301, DIN1.4306, DE 1.4401, DE 1.4404 Dimensão ANSI B16.9, ANSI B16.28, MSS-SP-43 Tipo A, MSS-SP-43 Tipo B, ELE B2312, Cronograma 5S de Espessura JIS B2313, 10S, 20S, S10, S20, S30, DST, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS e etc..

Acessórios transversais permitem a ramificação de tubos, permitindo a distribuição de água ou outros fluidos para vários equipamentos ou áreas. Eles são comumente usados em sistemas de abastecimento de água, sistemas de irrigação, e sistemas de aquecimento.

Os redutores concêntricos são usados onde a tubulação é instalada verticalmente e no lado de descarga das bombas. Os redutores excêntricos são usados com mais frequência quando a tubulação fica em um suporte de tubos. Por causa do lado plano, alinhar e montar com segurança os tubos no rack é mais fácil.

Tampa de solda de topo Somos fabricantes de tampas de solda de topo e fornecemos todos os cronogramas em tipos de materiais como aço carbono, aço inoxidável, liga de aço. Zizi produz tampas para tubos na ASME, DE, JIS e outros padrões exigidos. A tampa do tubo é um dos acessórios de tubo comumente usados para parar o fluido, cobrindo a extremidade do tubo. Está disponível no tipo de solda de topo, tipo de solda de soquete e tipo roscado, e a tampa buttweld é mais popular devido ao bom desempenho, conexão estável e ampla faixa de seleção de dimensões.
