
Boru Bükme : karbon çeliği, alaşımlı çelik ve paslanmaz çelik

Çelik virajı, boru sisteminde yaygın bir bağlantı parçasıdır. Farklı bükülme yarıçapına göre ilgili açılardan dolayı aynı veya farklı nominal delik dönüş yönünden iki boru bağlamak için kullanılır. Hemen hemen her makinede bir çelik boru virajı kullanılır. Şirketimiz bükmek için gelişmiş üretim teknolojilerini benimsiyor, damga vurmak, Push Biçim, Çelik virajını üretmek için sıkıştırma kalıplama ve işleme.
Çelik virajlar esas olarak yağda kullanılır, Gaz ve sıvı taşımacılığı ve uçaklarda ve uçak motorlarında önemli bir rol oynayın. Ek olarak, Elektrikte yaygın olarak kullanılırlar, kimyasal, gemi binası, ısı tedarik sistemi, kağıt yapımı, Metalurjik ve diğer endüstriler.
Çelik virajının hammaddeleri
Şirketimiz karbon çelik boru virajı sağlar, alaşım çelik virajı, paslanmaz çelik viraj, Düşük sıcaklıklı çelik viraj ve yüksek performanslı çelik boru virajı. Detaylı bilgi aşağıda listelenmiştir.
Karbon Çelik: ASTM/ASME A234 WPB、WPC
Alaşımlı Çelik: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP 911
Paslanmaz çelik: ASTM/ASME A403 WP 304-304L-304H-304LN-304N, ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti, ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Düşük Sıcaklık Çeliği: ASTM/ASME A402 WPL 3-WPL 6
Yüksek Performanslı Çelik: ASTM/ASME A860 WPHY 42-46-52-60-65-70
Çelik virajının özellikleri
| Viraj tipi: | Viraj tipi: Boru Bükme, Çelik boru virajı, Sıcak viraj, İndüksiyon virajı, İndüksiyon sıcak viraj | ||
| Kesintisiz viraj | Düz dikiş virajı | Spiral boru virajı | |
| Dış Çap | 1/2″~ 24″ | 4″~ 24″ | 8″ ~ 78″ |
| Duvar Kalınlığı | 3 mm ~ 200 mm | ||
| Bükme yarıçapı | R = 2.5D/3D/4D/5D/6D/7D/8D/9D/10D/20D | ||
| Açı | 15/30/45/60/90/135/180 dip | ||
Boru virajı için mevcut standartlar
Şirketimiz farklı standartlarda çelik viraj sunuyor. Ayrıntılı bilgi listelenmiştir Körük.
ASME B16.49-2007
ASME B16.25-2007
Ve / T5257-2004
DL/T515-2004 GD2000 GD87-1101
Deneyimli bir boru bağlantı parçaları olarak Çin'de çelik viraj üreticisi ve tedarikçisi, Çok çeşitli ürünler sunuyoruz, flanşlı boru dahil, boru bağlantı parçaları çelik tişört, çelik boru, ve plaka çelik boru flanşı, vesaire.
İndüksiyon virajları üretimi
İndüksiyon virajları, bir indüksiyon bükülme makinesinden bir dizi düz boru geçirerek bir fabrikada oluşur.. Bu makine, boru malzemesinin dar bir bandını ısıtmak için bir indüksiyon bobini kullanır. Borunun ön ucu bir pivot koluna kenetlenir.
Boru makineden itilirken, istenen yarıçaplı eğrilik üretilir. İndüksiyon bobininin hemen ötesindeki ısıtmalı malzeme, borunun dış yüzeyinde bir su spreyi ile söndürülür. Her iki taraftaki ısıtılmamış boru nedeniyle borunun dar ısıtmalı bölümünün termal genleşmesi kısıtlanır, Soğutma sırasında çap büzülmesine neden olur.
İndüksiyon bükülme işlemi ayrıca intradolarda duvar kalınlaşmasına ve ekstradolarda inceltilmesine neden olur. Kalınlaşma/inceltme şiddeti bükülme sıcaklığına bağlıdır, Borunun indüksiyon bobininden itilme hızı, İndüksiyon bobininin boruya göre yerleştirilmesi (intradolara veya ekstradolara daha yakın), ve diğer faktörler.
Çoğu indüksiyon virajı teğet uçlarla üretilir (Düz bölümler) indüksiyon bükme işleminden etkilenmeyen. Alan kaynakları yapılır veya etkilenmemiş teğet uçlara boru yavru kesitleri eklenir, Borunun düz bölümlerini birlikte kaynak yaparken bulunanlara benzer fitup'a izin verir.
İndüksiyon virajları standart viraj açılarında gelir (örneğin. 45°, 90°, vesaire.) veya belirli viraj açılarında özel yapılabilir. Bileşik viraj (düzlemsiz) Tek bir boru eklemindeki virajlar da üretilebilir. Viraj yarıçapı, çapın bir fonksiyonu olarak belirtilir. Örneğin, İndüksiyon virajları için ortak viraj yarıçapı 3D'dir, 5D ve 7D, burada d nominal boru çapıdır.
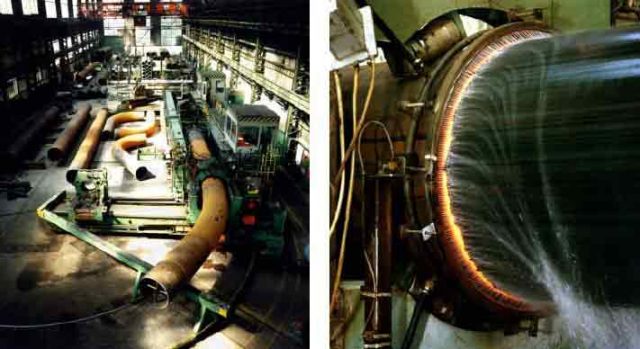
| İndüksiyon bükülmesi 48 inç hat borusu | Bükme sırasında indüksiyon bobini ve ısıtmalı bölgeyi görüntüle |
İndüksiyon bükülmesi nedir?
İndüksiyon bükülmesi, yüksek frekanslı kaynaklı elektrik gücü kullanılarak yerel ısıtma uygulanarak bükülmenin kontrollü bir yoludur..
Başlangıçta yüzey sertleştirme çelikleri için kullanılır, Boru bükülmesinde kullanıldığında indüksiyon teknolojisi temel olarak bükülmek için borunun etrafına yerleştirilen bir indüksiyon bobinden oluşur.. İndüksiyon bobini dar bir şekilde ısıtır, Borunun çevresel bölümü aradaki bir sıcaklık 850 Ve 1100 ° Rees Celsius (oluşturulacak malzemeye bağımlı). Doğru bükülme sıcaklığı aralığına ulaşıldıkça, bükülme kuvveti sabit bir yarıçap kolu düzenlemesi ile uygulanırken boru indüksiyon bobininden yavaşça hareket ettirilir.






