
API 5L X60M 3PE LSAW Boru (PSL21,PSL2)

Boru Hattı Mühendisliğinin Zirvesi: Abtersteel'in API 5L X60M PSL2 3PE LSAW Borusu
Modern inşaat, Büyük ölçekli enerji altyapısı, ileri metalurjinin birleşimini temsil eden malzemeler gerektirir, sıkı kalite güvencesi, ve kanıtlanmış korozyon bilimi. Abtersteel'in sunduğu API 5L X60M PSL2 Boyuna Tozaltı Kaynaklı (LSAW) boru, üç katmanlı polietilen ile korunmaktadır (3PE) kaplama sistemi, yalnızca bir bileşen değildir; en zorlu yüksek basınç koşulları için tasarlanmış entegre bir mühendislik çözümüdür, Düşmanca ve coğrafi olarak zorlu ortamlarda yüksek verimli iletim projeleri. Bu boru kalitesi, yapısal bütünlük ve uzun ömür açısından en yüksek seviyelere bağlılığı ifade eder, hidrokarbonların kritik iletiminin sağlanması, karbon yakalama ortamları, veya gelişmiş jeotermal akışkanlar, mutlak minimum düzeyde muhafaza hatası veya uzun vadeli operasyonel bozulma riskiyle ilerleyebilir. Odak noktamız dayanıklılığın tartışmasız optimizasyonudur, kuvvet, ve dayanıklılık, hepsi titiz sertifikalara sahiptir, Amerikan Petrol Enstitüsü tarafından belirlenen, dünya çapında tanınan spesifikasyonlar (API'si) Ürün Spesifikasyon Düzeyi için 2 (PSL2).
1. Yüksek Dürüstlük Yetkisi: API 5L X60M PSL2'yi tanımlama
API 5L X60M PSL2 terminolojisi, olağanüstü operasyonel ve çevresel streslere dayanacak şekilde tasarlanmış bir malzemenin teknik parmak izidir, Akma dayanımına ilişkin basit ölçümlerin ötesine geçerek kırılma mekaniği ve arıza önleme gibi önemli alanlara geçiş. Tanımın kendisi, bu ürünü kritik boru hattı uygulamaları için birinci sınıf bir varlık olarak ayıran bir dizi gelişmiş üretim ve test gerekliliğini kapsamaktadır..
X60M'nin Metalurjik Avantajı
The “X60” sınıflandırma temel olarak belirtilen minimum akma dayanımını gösterir: $60,000 \text{ psi}$ ($414 \text{ MPa}$). Bu yüksek mukavemet, boru hattı tasarımcılarının daha düşük kalitelere göre daha ince duvar kalınlıkları kullanmasına olanak tanır (örneğin, X42 veya X52) gerekli kasnak stres kapasitesini korurken, önemli miktarda malzeme maliyeti tasarrufu ve azaltılmış boru hattı ağırlığı ile sonuçlanır, nakliye ve kurulum masraflarını önemli ölçüde azaltır. Fakat, yüksek mukavemet elde etmek, malzemenin kırılgan kırılmaya karşı direnç gösterme yeteneğinden ödün vermemelidir, özellikle düşük sıcaklıktaki servislerde veya dinamik yükleme altında. Tanımlayıcı karakteristik buradadır, . “M” son ek, teknik denkleme girer. The “M” Termomekanik Kontrollü İşleme ile üretilen çeliği belirtir (TMCP), veya kontrollü yuvarlanma. Bu karmaşık süreç, mikro yapıyı iyileştirmek için çelik levha üretimi sırasında haddeleme sıcaklığını ve deformasyon parametrelerini manipüle eder; özellikle ferrit ve perlit fazlarının morfolojisini kontrol eder ve ince bir sonuç elde eder., tekdüze tane büyüklüğü. TMCP'nin sonucu, üstün mukavemet sergileyen ve aynı zamanda mükemmel düşük sıcaklıkta çentik tokluğuna ve önemli ölçüde geliştirilmiş kaynaklanabilirliğe sahip bir çelik levhadır., geleneksel olarak işlenmiş çelikte sıklıkla birbirini dışlayan özellikler. Abtersteel'in X60M'ye olan bağlılığı, nihai LSAW boru gövdesinin yapısal bütünlüğünün bu gelişmiş temele dayanmasını sağlar., strese dayanıklı metalurji.
PSL2'nin Pazarlık Edilemez Gereksinimleri
Bu ürüne yönelik en katı talep, PSL2 tanımından kaynaklanmaktadır. Bu spesifikasyon seviyesi, boruyu genel amaçlı hizmetten sertifikalı bir hizmete yükseltir, Düşmanca veya yüksek riskli uygulamalara uygun, yüksek bütünlüğe sahip ürün, ekşi servis gibi, yüksek basınçlı doğal gaz iletimi, veya sismik açıdan aktif alanlardan geçen boru hatları. PSL2, PSL1 için gerekli olanlardan önemli ölçüde daha katı olan bir dizi tartışılamaz gerekliliği zorunlu kılmaktadır.:
-
Zorunlu Charpy V-Çentik (CVN) Test: PSL2 için, CVN dayanıklılık testi isteğe bağlı değildir; malzemenin gevrek kırılma başlangıcına ve yayılmasına karşı direncinin doğrulanması zorunludur. Bu, malzemenin gerekli minimum miktarda enerjiyi emdiğinden emin olmak için numunelerin belirli bir minimum servis sıcaklığında test edilmesini içerir. (genellikle Joule cinsinden ölçülür), böylece hızlı çatlak yayılmasına karşı ölçülebilir bir güvence sağlar (örneğin, yüksek basınçlı gaz boru hattında).
-
Daha Sıkı Kimyasal Bileşim: PSL2 spesifikasyonu alaşım elementlerine daha sıkı sınırlar koyar, özellikle Karbon Eşdeğeri ($\text{CE}$) ve Fosfor ($\text{P}$) ve Kükürt ($\text{S}$) içerik. Daha düşük $\text{CE}$ sahada kaynaklanabilirliği garanti etmek için gereklidir, inşaat kaynağı sırasında soğuk çatlama riskini en aza indirir. Daha düşük $\text{S}$ Ekşi hizmet uygulamaları için içerik kritik öneme sahiptir, kükürt bileşikleri korozyon sonucu oluşan hidrojen ile reaksiyona girebildiğinden, Hidrojen kaynaklı çatlamaya yol açan (Hic) ve stres odaklı hidrojen kaynaklı çatlama (ORADA). Abtersteel bu azaltılmış safsızlık limitlerine titizlikle uyuyor, genellikle minimum gereksinimleri aşıyor, agresif ortamlarda boru hattı dayanıklılığına olan bağlılığımızın bir kanıtı olarak.
-
Zorunlu Tahribatsız Muayene (NDT): Tüm PSL2 boru uzunlukları kapsamlı NDT'ye tabi tutulur, ultrasonik test dahil (UT) ve potansiyel olarak radyografik testler (RT) Kaynak dikişinin, zararlı iç veya yüzey kusurlarının tamamen yokluğunu sağlamak için, gözeneklilik gibi, füzyon eksikliği, veya kapanımlar, LSAW kaynağının yapısal homojenliğini garanti etmek.
X60M metalurjisi ve PSL2 güvencesinin birleşimi, Abtersteel'in borularının sadece güçlü olmak için üretilmediğini doğruluyor, ama tahmin edilebileceği gibi zor olmak, kimyasallara dayanıklı, ve en zorlu servis koşullarında boyutsal olarak kusursuz.
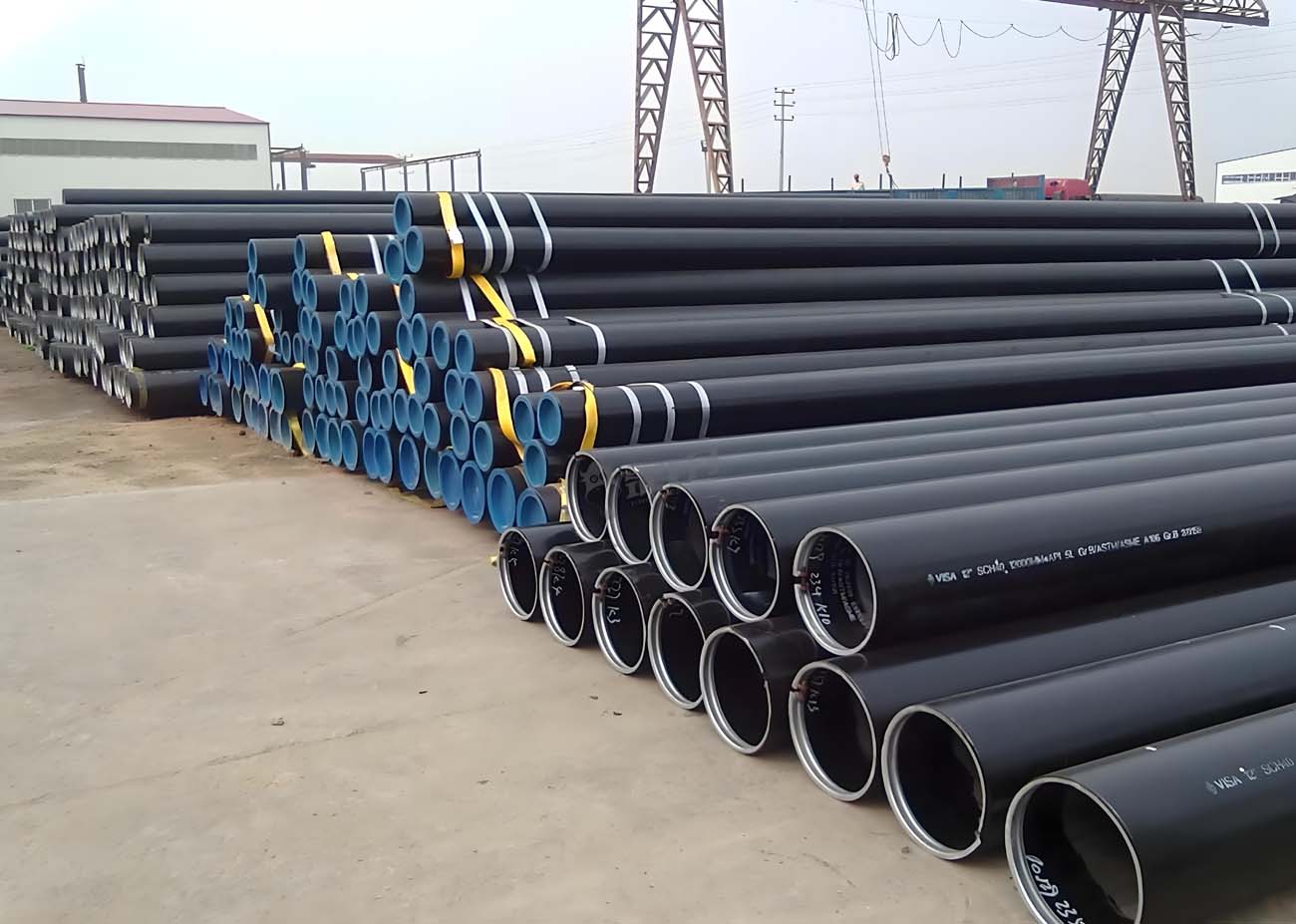
2. İmalat Bilimi: LSAW Teknolojisi ve Boyutsal Kontrol
Yüksek mukavemetli X60M PSL2 plakasının fiziksel olarak büyük çaplı bir boruya dönüştürülmesi, Boyuna Tozaltı Kaynaklı Kaynak ile gerçekleştirilir. (LSAW) işlem. LSAW, dikişsiz veya Yüksek Frekanslı Elektrik Direnç Kaynaklı boruların pratik sınırlarını aşan et kalınlıklarına ve çaplara sahip borular üretmek için endüstrinin tercih ettiği yöntemdir. (HFERW) boru, onu büyük ölçekli uygulamalar için temel seçim haline getiriyor, yüksek basınçlı boru hattı bölümleri.
Tozaltı Ark Kaynağı Prensibi
LSAW işlemi, çelik plakanın silindirik veya silindire yakın bir şekle soğuk şekillendirilmesini içerir, uzunlamasına kenarların birbirine bastırıldığı yer, ve ardından bu dikişi Tozaltı Ark Kaynağı tekniğini kullanarak kaynaklamak. Bu teknik, hem ark hem de erimiş kaynak havuzu granüler bir örtü ile korunurken dolgu metali biriktiren bir veya daha fazla elektrot kullanır., sigorta akışı. Tozaltı Ark yönteminin teknik faydaları çok derindir:
-
Kaynak Metali Kalitesi: Arkı kaplayan akı son derece stabil ve temiz bir kaynak prosesi sağlar, kaynak havuzunu atmosferik kirleticilerden korumak (Oksijen ve Azot), düşük gözenekliliğe ve hassas kimyasal kontrole sahip yüksek bütünlüklü bir kaynak metali ile sonuçlanır. Çoklu elektrot kullanma yeteneği, yüksek biriktirme oranlarına ve derin, boru duvarının tüm kalınlığını kapsayan tam nüfuzlu kaynaklar, Kaynak dikişinin yapısal olarak ana metale eşdeğer olmasını sağlamak.
-
Et Kalınlığı Yeteneği: Spiral kaynaklı veya HFERW yöntemlerinin aksine, LSAW doğası gereği son derece kalın duvarlar için uygundur; genellikle $25 \text{ mm}$—Kompresör istasyonlarında kullanılan X60M PSL2 borusunun gerekliliği, nehir geçişleri, veya maksimum tasarım faktörü kalınlığının gerekli olduğu yüksek riskli kentsel bölümler.
Saha Güvenilirliği için Boyutsal Hassasiyet
Büyük çaplı borular için, Boyutsal doğruluk, verimli ve güvenli inşaat için çok önemlidir. Abtersteel'in PSL2 borusu için gereken sıkı toleranslar, gelişmiş şekillendirme ve kalibrasyon süreçleriyle korunuyor:
-
Ovallik ve Doğruluk: Borunun ovalliği üzerinde sıkı kontrol sağlamak (maksimum ve minimum dış çap arasındaki fark) Güvenilir saha kaynağı için doğruluk hayati öneme sahiptir. Zayıf ovallik eklem uyumunu zorlaştırır, aşırı kuvvet veya manuel taşlama gerektiren, boru ucu geometrisini tehlikeye atabilecek. Abtersteel'in borusu, tüm uzunluk boyunca en uygun boyutsal bütünlüğü sağlamak için kaynak sonrası soğuk genleştirme veya kalibrasyon işlemine tabi tutulur, hızlı kolaylaştırma, sahada otomatik kaynak.
-
Hazırlığı Bitir (Eğim verme): Boru uçları gerekli eğim profiline göre hassas bir şekilde işlenmiştir (örneğin, $30^{\circ}$ ile açı $1.6 \text{ mm}$ kök yüzü) CNC ekipmanı kullanarak. Bu hassas uç hazırlığı, boru hattı yüklenicisinin inşaat sırasında mükemmel bir kök geçişi ve tutarlı kaynak nüfuziyeti elde etmesini sağlar, Tamamlanan boru hattının katı NDT gerekliliklerini karşılamak için gerekli olan.
X60M metalurjisinin birleşimi, yüksek bütünlüğe sahip LSAW kaynak dikişi, ve hassas boyut kontrolü boruyu yapısal olarak sağlam kılar, kaynaklanmaya hazır varlık.
3. Dayanıklılığın Nöbetçisi: 3PE Kaplama ve Korozyon Mühendisliği
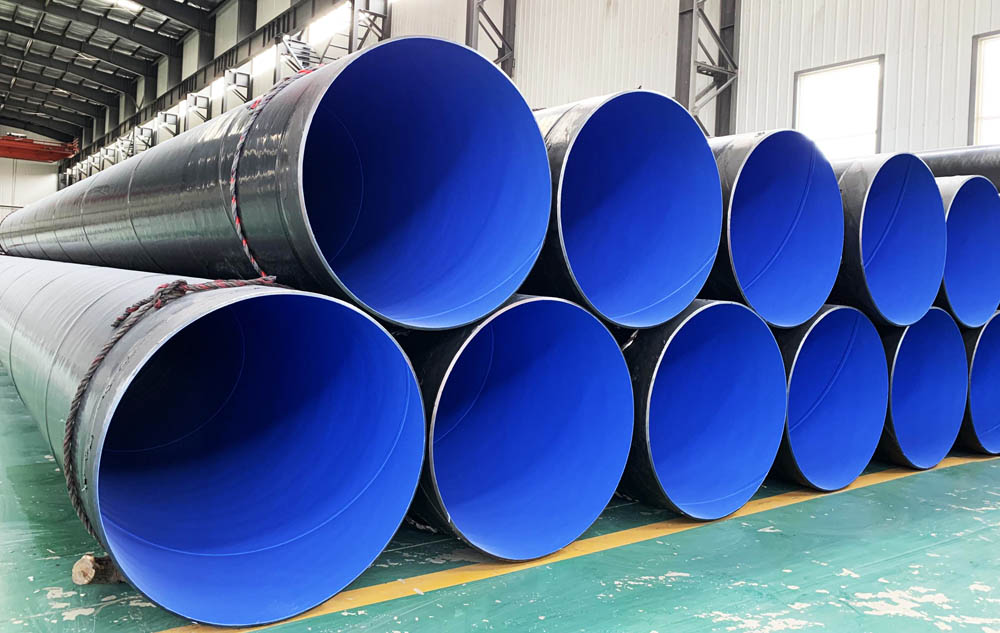
En yüksek metalurjik ve yapısal bütünlüğe sahip bir boru bile, sinsi korozyon tehdidine karşı sağlam bir dış koruma olmadan zamanından önce arızalanacaktır.. Abtersteel'in X60M PSL2 LSAW borusu endüstri lideri Üç Katmanlı Polietilen ile tedarik ediliyor (3PE) kaplama sistemi, Gömülü veya batık boru hatlarında uzun süreli korozyon direnci ve mekanik koruma sağlamak için dünya çapında kabul edilen standarttır.
3PE Sisteminin Anatomisi
3PE sistemi tek katmanlı değildir, ancak üç farklı malzemenin birleşimi, her biri çevresel bozulmaya karşı savunmada kritik bir rol oynuyor:
-
Füzyon Bağlı Epoksi (FBE) Astar (Katman 1): Doğrudan aşındırıcı püskürtmeli yüzeye uygulanır, ısıtılmış çelik yüzey. FBE, çeliğe kimyasal olarak bağlanan termoset bir polimer tozudur. Birincil işlevi, kimyasal bariyer ve olağanüstü katodik ayrılma direnci sağlamaktır; bu, katodik koruma sisteminin etkisi altında kaplamanın boru yüzeyinden ayrılmaya karşı direnç gösterme yeteneğinin ölçüsüdür., çatlak korozyonunu önlemek için çok önemlidir.
-
Kopolimer yapıştırıcı (Katman 2): Bu ikinci katman, FBE ile en dıştaki polietilen katman arasında kimyasal ve fiziksel bir köprü görevi gören bir kopolimer reçinedir.. Polietilenin epoksiye sağlam bir şekilde yapışmasını sağlar., delaminasyonun önlenmesi ve kaplama sisteminin entegre yapısının korunması.
-
Ekstrüde polietilen (PE) Top kat (Katman 3): Bu kalın, Sağlam dış katman mekanik koruma ve dielektrik dayanımı sağlar. Polietilen kullanımdan kaynaklanan darbe hasarına karşı dayanıklıdır, bükme, ve dolgu, ve yüksek elektrik direnci birincil kalkan görevi görür, topraklama akımlarının önlenmesi ve borunun aşındırıcı toprak ve mikroplara maruz kalmasının sınırlandırılması.
Kaplama Sisteminin Kalite Güvencesi
3PE sisteminin etkinliği sürekli Kalite Kontrol ile güvence altına alınır (kalite kontrol) kaplama uygulama işlemi sırasında:
-
Yüzey Hazırlığı: Çelik yüzey beyaza yakın metal kaplamaya hazırlanmalıdır. (Açık 2.5) atış patlatma yoluyla, ve uygun FBE aktivasyonunu ve kimyasal bağlanmayı sağlamak için ön ısıtma sıcaklığı hassas bir şekilde kontrol edilmelidir..
-
Kaplama Kalınlığı ve Tatil Testi: Nihai kaplama kalınlığı spesifikasyonu karşılamak için sıkı bir şekilde izlenir (tipik olarak $2.5 \text{ mm}$ ile $3.5 \text{ mm}$). Kaplanmış borunun her bir metresi, küçük delikleri veya boşlukları tespit etmek için yüzey üzerinden yüksek voltajlı bir prob geçirilerek Tatil Testine tabi tutulur.. Kaplamada herhangi bir ihlal, 'tatil' olarak bilinen,’ sevkıyattan önce derhal tespit edilir ve onarılır, Dielektrik bariyerin bütünlüğünü garanti etmek.
Bu çok katmanlı savunma mekanizması, X60M PSL2 çelik çekirdeğinin aşındırıcı ortamdan tamamen izole edilmesini sağlar, borunun son derece agresif veya uzak servis konumlarında bile tasarım ömrü gereksinimlerini karşılamasını sağlar.
4. Yaşam Döngüsü Değeri ve Entegre Güvence
Abtersteel'in API 5L X60M PSL2 3PE LSAW borusu düşük riskli bir boruyu temsil ediyor, Boru hattı operatörleri için yüksek getirili yatırım. Toplam değer teklifi yalnızca bireysel teknik özelliklerden değil aynı zamanda hepsini birbirine bağlayan entegre güvence sisteminden de elde edilir., Yaşam döngüsü maliyetlerini azaltmak ve operasyonel güvenliği en üst düzeye çıkarmak.
PSL2 taahhüdü tam izlenebilirliği zorunlu kılar, NDT doğrulaması, ve belirli koşullar altında öngörülebilir performansı garanti eden dayanıklılık testleri. Bu öngörülebilirlik, doğrudan operasyonel planlamada gerekli olan daha düşük güvenlik marjlarına ve daha düşük arıza olasılığına (her türlü boru hattı operasyonunda en maliyetli olay) dönüşür.. 3PE kaplamanın sağladığı dayanıklılık, korozyon kontrolü ve katodik koruma sistemi talepleri ile ilgili uzun vadeli bakım maliyetlerini önemli ölçüde azaltır.. Nihayetinde, X60M PSL2 LSAW borusu, Abtersteel tarafından üretilmiş ve kaplanmıştır, kasanın temel güvencesidir, güvenilir, ve enerji kaynaklarının küresel olarak verimli transferi.
Abtersteel API 5L X60M PSL2 3PE LSAW Boru: Teknik Özellikler
Aşağıdaki tablolar, Abtersteel'in yüksek bütünlüğe sahip boru hattı ürününün üretiminde uyulan sıkı gereklilikleri ve spesifikasyonları detaylandırmaktadır..
| Kategori | Şartname Detayları |
| Malzeme | API 5L X60M (TMCP/Kontrollü Haddelenmiş Çelik Levha) |
| Ürün Seviyesi | PSL2 (Ürün spesifikasyon seviyesi 2, CVN'yi zorunlu kılar, NDT, ve daha sıkı kimya) |
| Üretim Yöntemi | LSAW (Boyuna Tozaltı Kaynaklı) |
| Dış Kaplama | 3PE (Üç Katlı Polietilen: FBE + Yapıştırıcı + PE) |
| Boyutlar (Tipik) | Dış Çap: 406.4 mm (16″) kadar 1422 mm (56″) |
| Duvar Kalınlığı | 8.0 mm (0.315″) kadar 40.0 mm (1.575″) |
| Standart ve Spesifikasyonlara Uygunluk | Detaylar |
| Birincil Standart | API Spesifikasyonu 5L (46inci veya en son baskı) |
| Ek Şartname | ISO 3183 (Eşdeğer Uluslararası Standart) |
| Kaynak Standardı | ASME Kazan ve Basınçlı Kap Kodu Bölüm IX |
| Kaplama Standardı | İTİBAREN 30670 / ISO 21809-1 / CSA Z245.21 (Yaygın olarak belirtilen) |
| Sertifikasyon | Değirmen Test Sertifikası (MTC) 3.1 veya 3.2 (Üçüncü Taraf tarafından) |
| Kimyasal Bileşim (Maksimum Ağırlık %) – PSL2 | X60M Gereksinimleri |
| Karbon (C) | $0.20$ |
| Manganez (Mn) | $1.70$ |
| Fosfor (P) | $0.025$ |
| Sülfür (S) | $0.015$ |
| Silikon (Ve) | $0.45$ |
| Karbon Eşdeğeri (CE) | $\leq 0.43$ (TMCP ile genellikle daha düşük) |
| Vanadyum (V) + Niyobyum (Not) + Titanyum (İle ilgili) | $\leq 0.15$ |
| Mekanik ve Çekme Gereksinimleri | API 5L X60M PSL2 |
| Minimum Akma Dayanımı ($\text{R}_{\text{eH}}$) | $414 \text{ MPa}$ ($60,000 \text{ psi}$) |
| Minimum Çekme Dayanımı ($\text{R}_{\text{m}}$) | $517 \text{ MPa}$ ($75,000 \text{ psi}$) |
| Maksimum Akma Dayanımı | $565 \text{ MPa}$ ($82,000 \text{ psi}$) |
| Uzama (A) | $\text{Min}$ $18\%$ (Duvar kalınlığına/ölçü uzunluğuna bağlıdır) |
| Kaynak Dikiş Mukavemeti | Boru gövdesinin belirtilen minimum çekme mukavemetine uymalı veya bu mukavemeti aşmalıdır |
| Isıl İşlem Gereksinimleri | X60M PSL2 Durumu |
| Boru Gövdesi | Termomekanik Kontrollü İşleme (TMCP) veya Kontrollü Haddelenmiş (Onlara’ gereklilik) |
| TMCP'nin Amacı | Mikroyapının iyileştirilmesi yoluyla artırılmış güç ve dayanıklılık |
| Kaynak Sonrası Isıl İşlem (PWHT) | Standart LSAW için genellikle gerekli değildir. Ekşi hizmet veya belirli uygulama ortamları için alıcı tarafından belirtilebilir. |
| Uygulama ve Özelliklerin Özeti | Teknik Faydalar |
| Birincil Başvuru | Doğal gazın yüksek basınçlı iletimi, ham petrol, ve rafine ürünler |
| PSL2 Temel Özelliği | Zorunlu yüksek tokluk (CVN test edildi) kırık tutuklaması için |
| X60M Temel Özelliği | Yüksek mukavemet, daha ince duvar tasarımına olanak tanır, maliyeti ve ağırlığı azaltmak |
| LSAW Temel Özelliği | Büyük çaplar ve kalın duvarlar için uygundur; yüksek bütünlüklü boyuna kaynak |
| 3PE'nin Temel Özelliği | Dış korozyona karşı üçlü savunma, mükemmel mekanik darbe direnci |
| Kalınlık Çizelgelerinin Toleransı (API 5L'ye dayalı) | Tolerans Aralığı |
| Boru Et Kalınlığı (T) | $-\text{12.5}\%$ ile ilgili $\text{t}$ (Negatif) |
| Boru Et Kalınlığı (T) | $+\text{15.0}\%$ ile ilgili $\text{t}$ (Olumlu, $\leq 2.5 \text{ mm}$ maksimum) |
| Not | Saha kurulumu ve hidrostatik test bütünlüğü için sıkı toleranslar korunur. |
Dürüstlük Potası: Zorunlu Tahribatlı Muayene ve Kırılma Mekaniği Güvencesi
Abtersteel'in API 5L X60M PSL2 borusunun teknik değerlendirmesine devam ediliyor, Ürün Spesifikasyon Düzeyine bağlılık 2 (PSL2) Basit çekme doğrulamasının ötesine geçen bir dizi sıkı yıkıcı mekanik testi zorunlu kılar. Bu testler boru hattı bütünlüğünün potasını oluşturur, gelişmiş Termomekanik Kontrollü İşlemenin sayısal güvencesini sağlar (TMCP) metalurji kırılgan kırılmaya karşı direnç gösterebilen bir ürün ortaya çıkardı, özellikle yüksek stresli durumlarda, düşük sıcaklık, veya dinamik hizmet ortamları. Doğrulanabilir kırılma mekaniği verilerine olan bu güven, varsayılan malzeme özelliklerinden ziyade, Kritik altyapı planlamasında PSL2 malzemelerinin birinci sınıf konumlandırılmasını haklı çıkaran temel farklılaştırıcı unsurdur.
1. Charpy V-Çentik (CVN) Test: Dayanıklılık Ölçüsü
Charpy V-Çentik (CVN) Darbe testi PSL2'nin gerektirdiği en önemli tahribatlı muayenedir, Boru malzemesinin çentik dayanıklılığının (keskin bir kusur varlığında kırılmadan önce enerjiyi plastik olarak absorbe etme yeteneği) kesin bir niceleyicisi olarak hizmet eder. Bu test çok önemlidir çünkü yüksek basınçlı gaz boru hatları, özellikle, Yayılan kırılgan bir çatlağın borunun çevresini geçmeden ve hattın tüm uzunluğu boyunca yıkıcı bir kopmaya neden olmadan önce durdurulması için yeterli malzeme dayanıklılığı gerektirir..
Metodoloji spesifiktir ve tartışılamaz: küçük, boru gövdesinden alınan hassas işlenmiş numuneler (ve sıklıkla Isıdan Etkilenen Bölge, veya HAZ, LSAW dikişinin) belirtilen minimum tasarım sıcaklığına kadar soğutulur, bu genellikle boru hattının beklenen en soğuk servis sıcaklığıyla ilişkilidir (örneğin, $0^{\circ}\text{C}$ veya $-20^{\circ}\text{C}$). Numune daha sonra kalibre edilmiş bir sarkaç çekiciyle vurulur ve arıza sırasında emilen enerji Joule cinsinden kaydedilir. (veya ft-lbs). X60M PSL2 için, API 5L hem boru gövdesi hem de kaynak dikişi için yalnızca minimum ortalama enerji emilim değerlerini belirlemekle kalmaz, fakat aynı zamanda sünek ve kırılgan hasar modlarını ayırt etmek için minimum yanal genleşme değerleri ve kesme kırılması görünümü. Abtersteel'in TMCP çeliği, ince taneli mikro yapıyı en üst düzeye çıkarmak için özel olarak optimize edilmiştir, CVN sonuçlarının sürekli olarak minimum enerji değerlerini aşmasını sağlamak, böylece kırılgan çatlak yayılmasına karşı doğrulanabilir bir güven sağlar, modern yüksek basınçlı sistemlerde evrensel olarak kabul edilemez bir arıza modu. Bu test protokolü, X60 kalitesinin doğal gücünün gerekli dinamik esneklikle eşleşmesini sağlar.
2. Zorunlu Sertlik Testi ve Ekşi Servis Hazırlığı
Her PSL2 uygulaması için açıkça belirtilmese de, Ekşi hizmete yönelik boru hattı bölümlerine yönelik gereksinimler (Önemli konsantrasyonlarda Hidrojen Sülfür içeren hidrokarbonları taşıyan boru hatları, $\text{H}_2\text{S}$) titiz sertlik testini zorunlu kılan acil ve kritik bir teknik kısıtlama empoze etmek. $\text{H}_2\text{S}$ Hidrojen Kaynaklı Çatlamaya yol açabilir (Hic) veya Sülfür Gerilme Çatlaması (SSC), çeliğin sertliği belirli eşikleri aştığında her ikisi de katlanarak artar.
PSL2, sıkı kimyasal kontrolleri ile (düşük kükürt ve karbon eşdeğeri), X60M borusunu doğası gereği kötü hizmet kullanımına uygun şekilde konumlandırır, ancak son onay Vickers veya Rockwell Sertlik Testinde yatıyor. Kabul edilebilir maksimum sertlik genellikle $248 \text{ HV}$ (Vickers Sertliği) SSC duyarlılığını azaltmak için. Bu özellikle Isıdan Etkilenen Bölgede kritiktir (HAZ) LSAW dikişinin, kaynağın yakınındaki hızlı soğuma bazen lokal sertleşmeye yol açabileceğinden. Abtersteel'in kalite kontrol protokolleri, LSAW kaynağı ve HAZ boyunca sistematik sertlik geçişlerini içerir, kaynaklı bağlantının tamamının eşik sınırlarının altında bir sertlik profiline sahip olmasını sağlamak, çevresel çatlama mekanizmalarına karşı direnci garanti eder. En kritik yapısal alandaki (kaynak) lokalize malzeme özelliklerine gösterilen bu dikkat, gerçek yüksek bütünlüklü boru hattı imalatının tanımlayıcı bir özelliğidir..
Tahribatsız Zorunluluk: Kaynak ve Gövde Güvencesi için NDT
Tahribatlı testlerin sağladığı güvence numune bazlıdır; malzemenin potansiyel bütünlüğünü doğrular. Kalitenin son kanıtı, Yine de, Tahribatsız Muayene'ye dayanır (NDT), Üretilen boru uzunluğunun her milimetresine sistematik olarak uygulanan. PSL2 için, NDT zorunludur ve kabul kriterleri PSL1'e göre önemli ölçüde daha sıkıdır. Bu kapsamlı inceleme, hiçbir zararlı kusurun bulunmadığını garanti eder, kapanımlar, veya levha haddeleme veya LSAW kaynak işlemi sırasında ortaya çıkmış olabilecek süreksizlikler boru duvarı içinde gizli kalır.
1. Ultrasonik Test (UT) Kaynak Dikişinin
Otomatik Ultrasonik Test (UT) LSAW dikişinin tamamının bütünlüğünü denetlemek için kullanılan birincil yöntemdir. UT, malzeme boyunca yüksek frekanslı ses dalgalarının yayılmasını ve yansıyan yankıların analiz edilmesini içerir.. Herhangi bir iç süreksizlik (füzyon eksikliği gibi, gözeneklilik, veya cüruf kalıntıları) ses enerjisini yansıtacak, kusurun yerini ve boyutunu işaret etme.
X60M PSL2 için, UT tarafından tespit edilen kusurlara ilişkin kabul kriterleri son derece sıkıdır, genellikle daha düşük özellikli borularda kabul edilebilir olanlardan çok daha küçük kusurlar içeren boru bağlantılarının onarılmasını veya reddedilmesini gerektirir. Sistem yalnızca büyük kusurları tespit etmek için tasarlanmamıştır., ancak boru hattının ömrü boyunca döngüsel stres yüklemesi altında potansiyel olarak yayılabilecek küçük iç kusurların bile haritasını çıkarmak. Üstelik, Kenarların nihai inşaat kaynağını tehlikeye atabilecek laminasyon veya kalıntılardan arınmış olduğundan emin olmak için borunun uç alanlarını (saha çevre kaynaklarının yerleştirileceği kritik bölge) incelemek için özel UT probları kullanılır.
2. Radyografik Test (RT) ve Hidrostatik Test
Radyografik Test (RT), X-ışınlarını veya Gama ışınlarını kullanan, İç kaynak kalitesinin kalıcı bir görsel kaydını sağlar. UT düzlemsel kusurları tespit etmede oldukça etkili olmasına rağmen, RT sıklıkla tamamlayıcı bir teknik olarak kullanılır, özellikle her boru uzunluğunun başında ve sonunda, Kaynağın yapısal homojenliğini doğrulamak ve büyük gaz gözenekleri veya kalıntı kümeleri gibi hacimsel kusurları tespit etmek için. Hem UT hem de RT'nin kullanılması, çeşitli hata türlerine karşı maksimum tespit yeteneği sağlar, PSL2 standardı için gerekli bir artıklık.
Final, Bitmiş boruya uygulanan mutlak fiziksel test Hidrostatik Testtir. Her boru uzunluğu yalıtılmıştır ve tipik olarak su üretecek bir seviyeye kadar dahili olarak basınçlandırılır. $90\%$ ile $100\%$ Belirtilen Minimum Akma Dayanımı (SMYS) X60M çeliğinin belirli bir tutma süresi boyunca. Bu test iki kritik işleve hizmet eder:
-
Kanıt Testi: Boru yapısının ve LSAW dikişinin beklenen maksimum kasnak gerilimine kopmadan dayanabileceğini kanıtlıyor, Basınç muhafaza bütünlüğünün nihai onayını sağlamak.
-
Hacimsel Genişleme: Test, malzemeyi ölçülebilir bir plastik genleşmeye neden olabilecek stres seviyelerine tabi tutar, Daha sonra normal çalışma basıncı altında yayılabilecek ince kusurları kalıcı olarak genişleterek kaliteli bir filtre görevi görür.. Bu işlem sırasında sızdıran veya arızalanan borular derhal reddedilir, Fabrikadan yalnızca yapısal olarak sağlam bileşenlerin çıkmasının garanti edilmesi.
Nihai Kalite Kapısı: Kaplama Denetimi ve Saha Hazırlığı
Metalurjik ve yapısal bütünlük kanıtlandıktan sonra bile, Ürünün uzun vadeli dayanıklılığı, 3PE korozyon önleyici kaplamanın son kalite kontrolüne ve nakliye için titizlikle hazırlanmasına bağlıdır..
1. 3PE Yapışma ve Tatil Testi Güvencesi
3PE kaplama, korozyona karşı bariyer olarak etkinliğinin sağlanması için son kontrollere tabi tutulur:
-
Tatil Tespiti: Kaplamanın her santimetresi yüksek voltaj sensörüyle taranıyor, daha önce belirtildiği gibi. Kabul kriteri 'tatillerin' mutlak olmamasıdır’ (iğne delikleri veya kaplama süreksizlikleri) çeliği çevreye maruz bırakabilir ve korozyon aktivitesini yoğunlaştırabilir. Bu test mükemmel bir dielektrik korumayı garanti eder.
-
Soyulma Yapışma Testi: Kaplanmış boru numuneleri, polietilen katmanın, yapışkan katman yoluyla alttaki FBE astarına gerekli mekanik bağlanma mukavemetini koruduğundan emin olmak için test edilir. Bu test, kaplamanın kurulum sırasında taşıma veya toprak gerilimleri nedeniyle soyulmayacağını doğrular., Hizmet ömrü boyunca mekanik ve dielektrik bütünlüğünü korur.
2. Uç Kapatma ve Son Pasivasyon
Boruların korozyonu önlenmesi, iç ve dış ortamın kimyasal veya elektrokimyasal etkisi altında veya mikroorganizmaların metabolik aktiviteleri altında boruların yavaşlatma veya korozyonu ve bozulmasını önleme önlemlerini ifade eder.. Sakinsiz çelik boruların neden antikorrousif olması gerekir?? Dikişsiz çelik boru nispeten üst düzey bir çelik borudur. Nihayet, Hammadde demirdir, hangi da paslanacak, boru hattındaki hizmet ömrünü etkileyecek. Öyleyse, Dikişsiz çelik borunun antikorozyonu da boru hattı inşaatından önce yapılması gereken bir işlemdir. Kesintisiz çelik boru için esas olarak 3PE antikorozyon veya epoksi kömür katranı antikorozyonu için kullanılır.

Boyuna Tozaltı Ark Kaynak Borusu UOE'ye bölünmüştür, RBE, Farklı şekillendirme yöntemlerine göre JCOE çelik boru. Boyuna yüksek frekanslı kaynaklı çelik boru, nispeten basit işlem ve hızlı sürekli üretim özelliklerine sahiptir., ve sivil inşaatta geniş kullanıma sahiptir,petrokimya, hafif sanayi ve diğer sektörler. Çoğunlukla düşük basınçlı sıvıların taşınmasında kullanılır veya çeşitli mühendislik bileşenlerine ve hafif endüstriyel ürünlere dönüştürülür..
API5L: Çelik Boruların Özellikleri ve Toleransları API 5L, petrol ve doğal gaz endüstrilerindeki boru hattı taşıma sistemlerinde kullanılan dikişsiz ve kaynaklı çelik borulara yönelik standartları belirtir..
LSAW çelik borular, UOE aracılığıyla üretilip üretilmediği, JCOE (Pres Bükme), veya JCOE (Rulo Bükme) yöntemler, Yüksek mukavemetleri nedeniyle çeşitli endüstriyel uygulamaların ayrılmaz bir parçasıdır, boyutsal doğruluk, ve çok sayıda uluslararası standartla uyumluluk. Her üretim sürecinin kendine özgü avantajları vardır, bu boruların sıvı ve gazların taşınmasına uygun hale getirilmesi, yanı sıra yapısal ve mühendislik projelerinde kullanım için.

DSAW boruları, üretim hassasiyeti nedeniyle zorlu uygulamalar için mükemmel bir seçimdir, kuvvet, ve çok yönlülük. İster düz ister spiral kaynaklı, Bu borular sıkı endüstri standartlarını karşılar ve sıvıların ve gazların yüksek basınç altında taşınması için güvenilir bir çözümdür.

ASTM A53 LSAW çelik borular, dayanıklılıkları nedeniyle çeşitli endüstriyel uygulamalar için güvenilir bir seçimdir, dayanıklılık, ve yüksek kaliteli üretim süreci. Sıvıların taşınmasında kullanılıp kullanılmadığı, yapısal projeler, veya mekanik sistemler, bu borular mükemmel performans ve uzun vadeli güvenilirlik sağlar.
