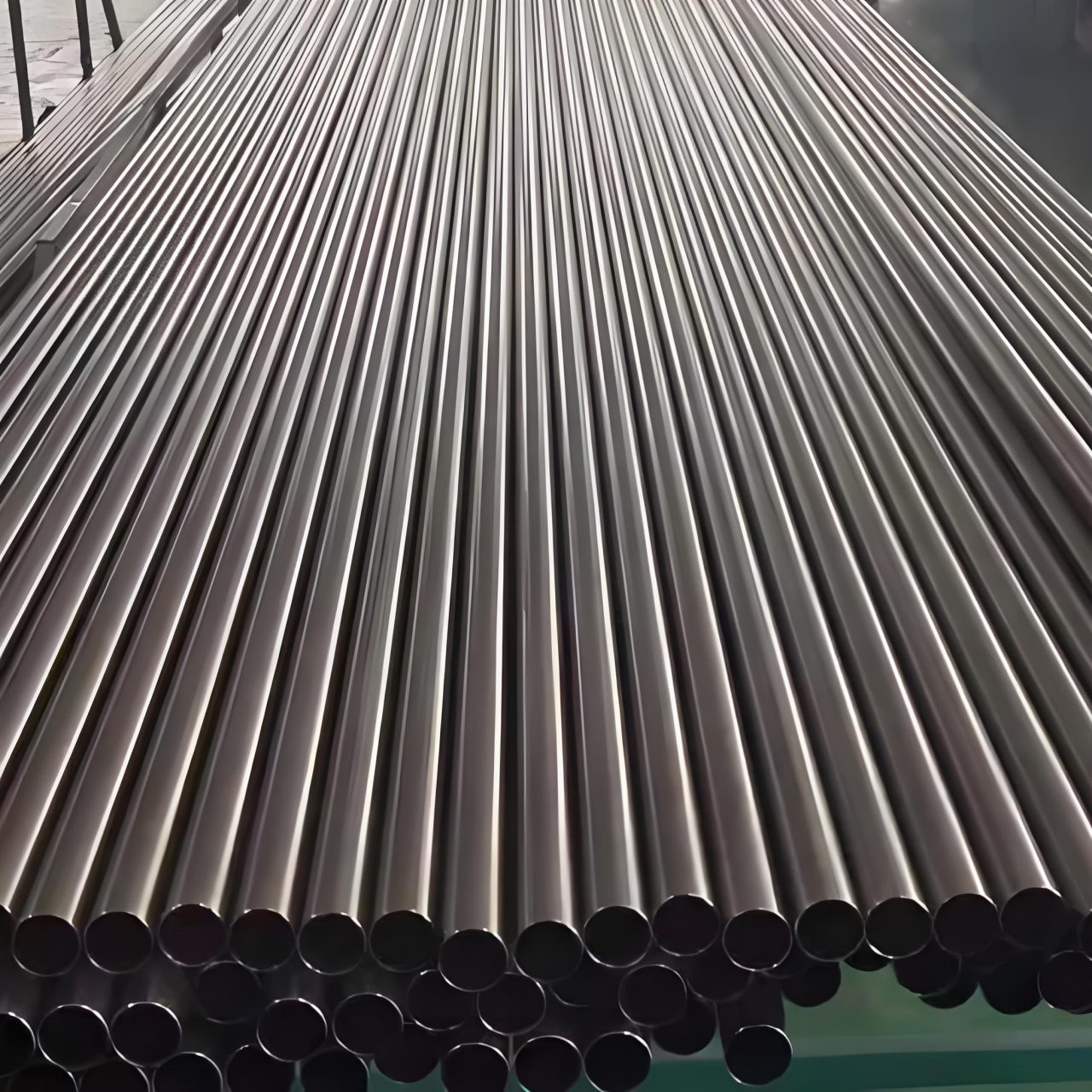
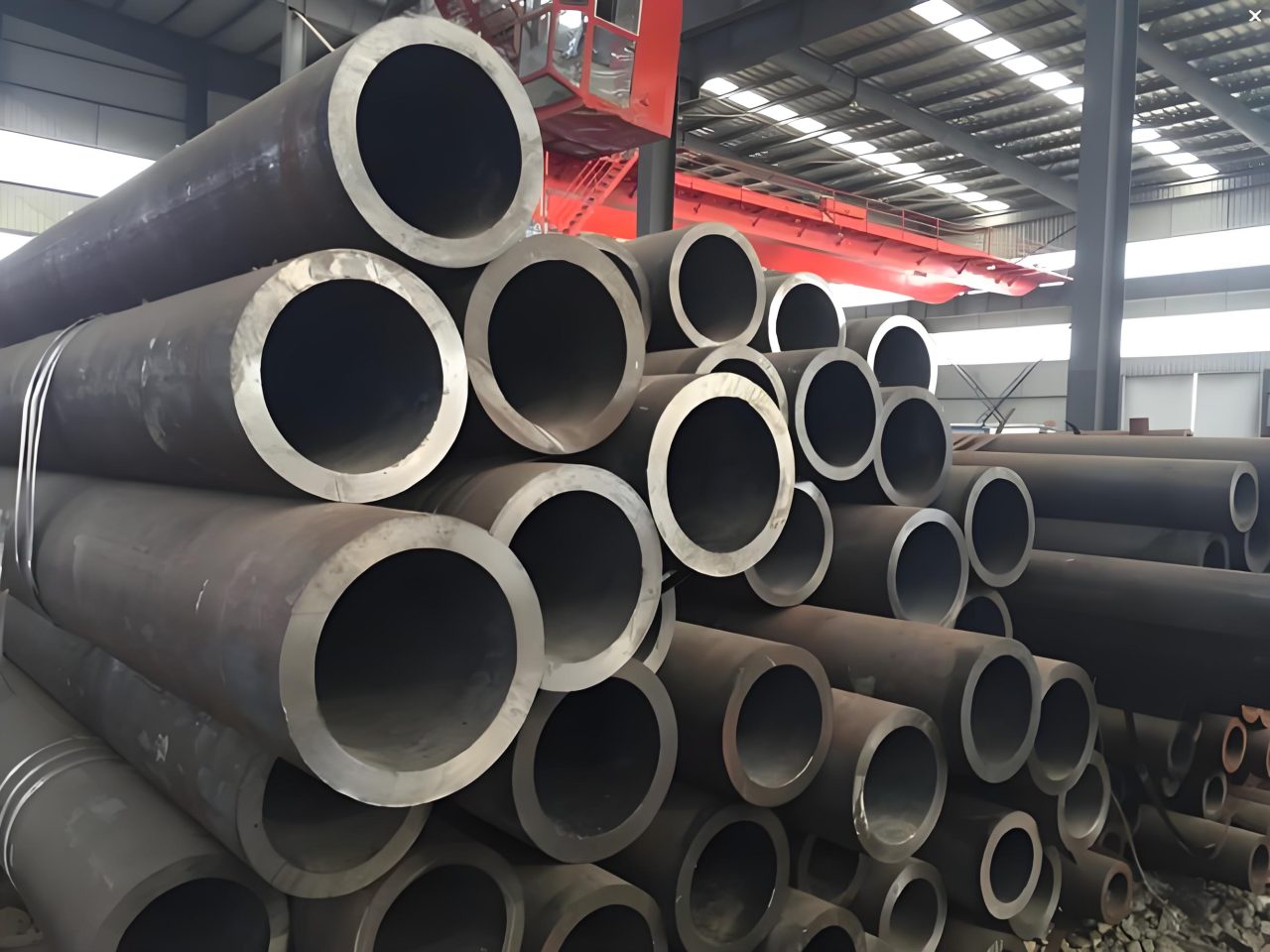
In advancing the technical narrative of our UNS N04400 ASTM B165 U-Bend tubes, we must pivot from the foundational metallurgy toward the sophisticated intersection of fluid dynamics and long-term structural reliability within the heat exchanger bundle.