
Tubería API 5L X60M 3PE LSAW (PSL21,PSL2)

La cúspide de la ingeniería de tuberías: Tubería LSAW API 5L X60M PSL2 3PE de Abtersteel
La construcción de lo moderno., La infraestructura energética a gran escala exige materiales que representen la confluencia de la metalurgia avanzada., riguroso aseguramiento de la calidad, y ciencia de la corrosión comprobada. Oferta de Abtersteel de soldado por arco sumergido longitudinal API 5L X60M PSL2 (LSAW) tubo, Protegido por el polietileno de tres capas. (3educación física) sistema de recubrimiento, no es simplemente un componente; Es una solución de ingeniería integrada diseñada para las aplicaciones de alta presión más exigentes., Proyectos de transmisión de alto rendimiento en entornos hostiles y geográficamente desafiantes.. Este grado de tubería significa un compromiso con los niveles más altos de integridad estructural y longevidad., garantizar que la transmisión crítica de hidrocarburos, medios de captura de carbono, o los fluidos geotérmicos avanzados pueden proceder con un riesgo mínimo absoluto de falla de contención o degradación operativa a largo plazo.. Nuestro objetivo es la optimización innegociable de la dureza., fortaleza, y durabilidad, todos certificados bajo los exigentes, especificaciones reconocidas mundialmente establecidas por el Instituto Americano del Petróleo (API) para el nivel de especificación del producto 2 (PSL2).
1. El mandato de alta integridad: Definición de API 5L X60M PSL2
La nomenclatura API 5L X60M PSL2 es la huella técnica de un material diseñado para soportar tensiones operativas y ambientales extraordinarias., ir más allá de las simples métricas del límite elástico hacia los dominios cruciales de la mecánica de fracturas y la prevención de fallas. La designación en sí encapsula una serie de requisitos avanzados de fabricación y pruebas que distinguen a este producto como un activo premium para aplicaciones críticas de tuberías..
La ventaja metalúrgica del X60M
El “X60” La clasificación indica fundamentalmente un límite elástico mínimo especificado de $60,000 \text{ psi}$ ($414 \text{ MPa}$). Esta alta resistencia permite a los diseñadores de tuberías utilizar espesores de pared más delgados que los grados más bajos. (p.ej., X42 o X52) manteniendo la capacidad de tensión circular requerida, lo que resulta en importantes ahorros en costos de materiales y reducción del peso de la tubería, lo que reduce drásticamente los gastos de transporte e instalación. Sin embargo, Lograr una alta resistencia no debe comprometer la capacidad del material para resistir la fractura frágil., especialmente en servicio de baja temperatura o bajo carga dinámica. Aquí es donde la característica definitoria, el “METRO” sufijo, entra en la ecuación técnica. El “METRO” denota acero producido mediante procesamiento termomecánico controlado (TMCP), o balanceo controlado. Este sofisticado proceso manipula la temperatura de laminación y los parámetros de deformación durante la producción de placas de acero para refinar la microestructura, controlando específicamente la morfología de las fases de ferrita y perlita y logrando una fina, tamaño de grano uniforme. La consecuencia de TMCP es una placa de acero que exhibe una resistencia superior y al mismo tiempo posee una excelente tenacidad a la entalla a baja temperatura y una soldabilidad significativamente mejorada., propiedades que a menudo son mutuamente excluyentes en el acero procesado convencionalmente. La dedicación de Abtersteel al X60M garantiza que la integridad estructural del cuerpo final de la tubería LSAW se base en este avanzado, metalurgia resistente al estrés.
Los requisitos no negociables de PSL2
La exigencia más estricta a este producto la impone la designación PSL2.. Este nivel de especificación eleva la tubería del servicio de uso general a un servicio certificado., Producto de alta integridad adecuado para aplicaciones hostiles o de alto riesgo., como servicio amargo, transmisión de gas natural a alta presión, o tuberías que atraviesan áreas sísmicamente activas. PSL2 exige una serie de requisitos no negociables que son significativamente más estrictos que los requeridos para PSL1:
-
Muesca en V Charpy obligatoria (CVN) Pruebas: Para PSL2, La prueba de dureza CVN no es opcional; Es obligatorio verificar la resistencia del material al inicio y propagación de la fractura frágil.. Esto implica probar muestras a una temperatura de servicio mínima especificada para garantizar que el material absorba la cantidad mínima requerida de energía. (a menudo se mide en julios), proporcionando así una garantía cuantificable contra la rápida propagación de grietas (p.ej., en un gasoducto de alta presión).
-
Composición química más estricta: La especificación PSL2 impone límites más estrictos a los elementos de aleación, particularmente el Carbono Equivalente ($\text{CE}$) y fósforo ($\text{P}$) y azufre ($\text{S}$) contenido. Más bajo $\text{CE}$ Es esencial para garantizar la soldabilidad en campo., Minimizar el riesgo de agrietamiento en frío durante la soldadura en la construcción.. Más bajo $\text{S}$ El contenido es fundamental para las aplicaciones de servicios amargos., ya que los compuestos de azufre pueden reaccionar con el hidrógeno generado por la corrosión, que conduce al craqueo inducido por hidrógeno (Hic) y craqueo inducido por hidrógeno orientado a tensiones (ALLÁ). Abtersteel cumple rigurosamente con estos límites reducidos de impurezas., a menudo superando los requisitos mínimos, como testimonio de nuestro compromiso con la durabilidad de las tuberías en medios agresivos.
-
Ensayos no destructivos obligatorios (END): Todas las longitudes de tubería PSL2 están sujetas a extensos END, incluyendo pruebas ultrasónicas (Utah) y pruebas potencialmente radiográficas (RT) de la costura de soldadura, para garantizar la ausencia total de defectos internos o superficiales dañinos, como la porosidad, falta de fusión, o inclusiones, Garantizar la homogeneidad estructural de la soldadura LSAW..
La confluencia de la metalurgia X60M y la garantía PSL2 confirma que la tubería de Abtersteel se fabrica no solo para ser resistente, pero para ser predeciblemente duro, químicamente resistente, y dimensionalmente impecable bajo las condiciones de servicio más desafiantes.
2. La ciencia de la fabricación: Tecnología LSAW y Control Dimensional
La transformación física de la placa X60M PSL2 de alta resistencia en una tubería de gran diámetro se logra mediante la Soldadura por Arco Sumergido Longitudinal (LSAW) proceso. LSAW es el método preferido de la industria para producir tuberías con espesores de pared y diámetros que exceden los límites prácticos de las soldaduras sin costura o por resistencia eléctrica de alta frecuencia. (HFERW) tubo, convirtiéndolo en la opción esencial para la escala masiva, segmentos de tubería de alta presión.
El principio de soldadura por arco sumergido
El proceso LSAW implica conformar en frío la placa de acero hasta darle una forma cilíndrica o casi cilíndrica., donde los bordes longitudinales se presionan entre sí, y luego soldar esta costura utilizando la técnica de soldadura por arco sumergido.. Esta técnica emplea uno o más electrodos que depositan metal de aportación mientras tanto el arco como el baño de soldadura fundido están protegidos por una capa de material granular., flujo de fusibles. Los beneficios técnicos del método del arco sumergido son profundos:
-
Calidad del metal de soldadura: El fundente que cubre el arco garantiza un proceso de soldadura extremadamente estable y limpio., Proteger el baño de soldadura de los contaminantes atmosféricos. (Oxígeno y Nitrógeno), lo que da como resultado un metal de soldadura de alta integridad con baja porosidad y control químico preciso. La capacidad de utilizar múltiples electrodos permite altas tasas de deposición y profundidad., soldaduras de penetración total que abarcan todo el espesor de la pared de la tubería, Asegurar que la costura de soldadura sea estructuralmente equivalente al metal base..
-
Capacidad de espesor de pared: A diferencia de los métodos soldados en espiral o HFERW, LSAW es inherentemente adecuado para paredes extremadamente gruesas, que a menudo superan $25 \text{ mm}$—una necesidad para la tubería X60M PSL2 utilizada en estaciones de compresión, cruces de río, o segmentos urbanos de alto riesgo donde se requiere el máximo espesor del factor de diseño.
Precisión dimensional para confiabilidad en el campo
Para tubería de gran diámetro, La precisión dimensional es primordial para una construcción eficiente y segura.. Las estrictas tolerancias requeridas para la tubería PSL2 de Abtersteel se mantienen mediante sofisticados procesos de formación y calibración.:
-
Ovalidad y rectitud: Mantener un control estricto sobre la ovalidad de la tubería. (la diferencia entre el diámetro exterior máximo y mínimo) y la rectitud es vital para una soldadura confiable en el campo. La mala ovalidad complica el ajuste de las articulaciones, Requiere fuerza excesiva o molienda manual., que puede comprometer la geometría del extremo de la tubería. La tubería de Abtersteel se somete a un proceso de calibración o expansión en frío después de la soldadura para garantizar una uniformidad dimensional óptima en toda su longitud., facilitando rápido, soldadura automatizada en el campo.
-
Preparación final (biselado): Los extremos de los tubos están mecanizados con precisión según el perfil de bisel requerido. (p.ej., $30^{\circ}$ ángulo con un $1.6 \text{ mm}$ cara de raíz) utilizando equipos CNC. Esta preparación precisa de los extremos garantiza que el contratista de la tubería pueda lograr un paso de raíz perfecto y una penetración de soldadura consistente durante la construcción., Lo cual es esencial para cumplir con los estrictos requisitos de END de la tubería completa..
La combinación de la metalurgia X60M., la costura de soldadura LSAW de alta integridad, y el control dimensional de precisión hacen que la tubería sea estructuralmente robusta, activo listo para soldar.
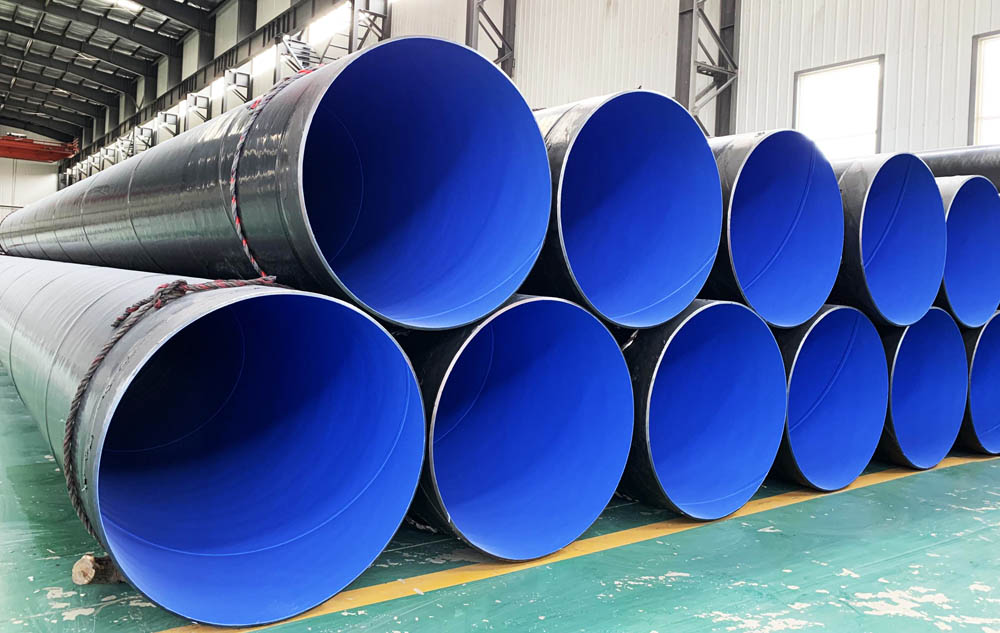
3. El centinela de la durabilidad: 3Ingeniería de corrosión y revestimiento de PE
Incluso una tubería con la mayor integridad metalúrgica y estructural fallará prematuramente sin una protección externa sólida contra la insidiosa amenaza de la corrosión.. La tubería LSAW X60M PSL2 de Abtersteel se suministra con polietileno de tres capas líder en la industria. (3educación física) sistema de recubrimiento, que es el estándar globalmente aceptado para proporcionar resistencia a la corrosión a largo plazo y protección mecánica en tuberías enterradas o sumergidas..
La anatomía del sistema 3PE
El sistema 3PE no es una sola capa, sino una fusión de tres materiales distintos, cada uno desempeña un papel fundamental en la defensa contra la degradación ambiental:
-
Epoxi adherido por fusión (FBE) Cebador (Capa 1): Aplicado directamente al chorreado abrasivo., superficie de acero calentada. FBE es un polvo de polímero termoestable que se une químicamente al acero.. Su función principal es proporcionar una barrera química y una resistencia excepcional a la desunión catódica: la medida de la capacidad del recubrimiento para resistir la separación de la superficie de la tubería bajo la influencia del sistema de protección catódica., Lo cual es crucial para prevenir la corrosión en grietas..
-
Adhesivo de copolímero (Capa 2): Esta segunda capa es una resina de copolímero que actúa como un puente químico y físico entre el FBE y la capa más externa de polietileno.. Asegura que el polietileno se adhiera tenazmente al epoxi., prevenir la delaminación y mantener la estructura integrada del sistema de recubrimiento.
-
Polietileno extruido (educación física) Sobretodo (Capa 3): este grueso, La capa exterior robusta proporciona protección mecánica y rigidez dieléctrica.. El polietileno es resistente a los daños por impacto causados por la manipulación., doblando, y relleno, y su alta resistividad eléctrica actúa como escudo primario, prevenir corrientes de conexión a tierra y limitar la exposición de la tubería a suelos corrosivos y microbios.
Garantía de Calidad del Sistema de Recubrimiento
La eficacia del sistema 3PE está asegurada por un Control de Calidad continuo (control de calidad) durante el proceso de aplicación del recubrimiento:
-
Preparación de la superficie: La superficie de acero debe prepararse para obtener un acabado metálico casi blanco. (en 2.5) mediante granallado, y la temperatura de precalentamiento debe controlarse con precisión para garantizar la activación adecuada del FBE y la unión química..
-
Pruebas de espesor de recubrimiento y vacaciones: El espesor del recubrimiento final se controla estrictamente para cumplir con las especificaciones. (típicamente $2.5 \text{ mm}$ a $3.5 \text{ mm}$). Cada metro de tubería recubierta se somete a pruebas de vacaciones: se pasa una sonda de alto voltaje sobre la superficie para detectar orificios o huecos.. Cualquier rotura en el revestimiento., conocido como "vacaciones,’ Se identifica y repara inmediatamente antes del envío., Garantizar la integridad de la barrera dieléctrica..
Este mecanismo de defensa multicapa garantiza que el núcleo de acero X60M PSL2 esté completamente aislado del entorno corrosivo., permitiendo que la tubería cumpla con los requisitos de vida útil de su diseño incluso en ubicaciones de servicio remotas o altamente agresivas.
4. Valor del ciclo de vida y aseguramiento integrado
La tubería API 5L X60M PSL2 3PE LSAW de Abtersteel representa un riesgo bajo, inversión de alto rendimiento para operadores de oleoductos. La propuesta de valor total se deriva no sólo de las características técnicas individuales sino del sistema de garantía integrado que las une a todas., Reducir los costos del ciclo de vida y maximizar la seguridad operativa..
El compromiso con PSL2 exige una trazabilidad total, verificación de END, y pruebas de dureza que garantizan un rendimiento predecible en condiciones específicas. Esta previsibilidad se traduce directamente en menores márgenes de seguridad requeridos en la planificación operativa y una menor probabilidad de falla, el evento más costoso en cualquier operación de ductos.. La durabilidad que ofrece el recubrimiento 3PE reduce drásticamente los costos de mantenimiento a largo plazo asociados con el control de la corrosión y las demandas del sistema de protección catódica.. Al final, la tubería X60M PSL2 LSAW, fabricado y recubierto por Abtersteel, es la garantía fundamental de la seguridad, confiable, y transferencia eficiente de recursos energéticos a nivel mundial.
Tubería Abtersteel API 5L X60M PSL2 3PE LSAW: Especificaciones técnicas
Las siguientes tablas detallan los rigurosos requisitos y especificaciones que se cumplen en la fabricación del producto de tubería de alta integridad de Abtersteel..
| Categoría | Detalles de la especificación |
| Material | API 5L X60M (TMCP/placa de acero laminada controlada) |
| Nivel de producto | PSL2 (Nivel de especificación del producto 2, Mandatos CVN, END, y química más estricta) |
| Método de fabricación | LSAW (Soldado por arco sumergido longitudinal) |
| Revestimiento externo | 3educación física (Polietileno de tres capas: FBE + Adhesivo + educación física) |
| Dimensiones (Típico) | Diámetro exterior: 406.4 milímetros (16″) arriba a 1422 milímetros (56″) |
| Espesor de la pared | 8.0 milímetros (0.315″) arriba a 40.0 milímetros (1.575″) |
| Cumplimiento de estándares y especificaciones | Detalles |
| Estándar primario | Especificación API 5L (46décima o última edición) |
| Especificación suplementaria | ISO 3183 (Estándar internacional equivalente) |
| Estándar de soldadura | Código ASME para calderas y recipientes a presión, Sección IX |
| Estándar de recubrimiento | DE 30670 / ISO 21809-1 / CSA Z245.21 (Comúnmente especificado) |
| Proceso de dar un título | Certificado de prueba de molino (MTC) 3.1 o 3.2 (por un tercero) |
| Composición química (Peso máximo %) – PSL2 | Requisitos del X60M |
| Carbón (c) | $0.20$ |
| Manganeso (Minnesota) | $1.70$ |
| Fósforo (PAG) | $0.025$ |
| Azufre (S) | $0.015$ |
| Silicio (Y) | $0.45$ |
| Equivalente de carbono (CE) | $\leq 0.43$ (Normalmente es más bajo con TMCP) |
| Vanadio (V) + Niobio (Nótese bien) + Titanio (De) | $\leq 0.15$ |
| Requisitos mecánicos y de tracción | API 5L X60M PSL2 |
| Límite elástico mínimo ($\text{R}_{\text{eH}}$) | $414 \text{ MPa}$ ($60,000 \text{ psi}$) |
| Resistencia mínima a la tracción ($\text{R}_{\text{m}}$) | $517 \text{ MPa}$ ($75,000 \text{ psi}$) |
| Máximo límite elástico | $565 \text{ MPa}$ ($82,000 \text{ psi}$) |
| Alargamiento (A) | $\text{Min}$ $18\%$ (Dependiente del espesor de la pared/longitud del calibre) |
| Resistencia de la costura de soldadura | Debe igualar o exceder la resistencia a la tracción mínima especificada del cuerpo de la tubería. |
| Requisitos de tratamiento térmico | Estado del X60M PSL2 |
| Cuerpo de tubería | Procesamiento controlado termomecánico (TMCP) o Laminado Controlado (A ellos’ requisito) |
| Propósito del TMCP | Mayor resistencia y tenacidad mediante el refinamiento de la microestructura. |
| Tratamiento térmico posterior a la soldadura (PWHT) | Normalmente no se requiere para LSAW estándar. Puede ser especificado por el comprador para servicio amargo o entornos de aplicación específicos.. |
| Resumen de aplicaciones y características | Beneficios técnicos |
| Aplicación primaria | Transmisión de gas natural a alta presión., petróleo crudo, y productos refinados |
| Característica clave de PSL2 | Alta tenacidad obligatoria (CVN probado) para detención de fracturas |
| Característica clave del X60M | La alta resistencia permite un diseño de pared más delgada, reduciendo costos y peso |
| Característica clave de LSAW | Adecuado para grandes diámetros y paredes gruesas; soldadura longitudinal de alta integridad |
| 3Característica clave de PE | Triple defensa contra la corrosión externa, excelente resistencia al impacto mecánico |
| Tolerancia de los programas de espesor (Basado en API 5L) | Rango de tolerancia |
| Espesor de pared de tubería (t) | $-\text{12.5}\%$ de $\text{t}$ (Negativo) |
| Espesor de pared de tubería (t) | $+\text{15.0}\%$ de $\text{t}$ (Positivo, $\leq 2.5 \text{ mm}$ máximo) |
| Nota | Se mantienen tolerancias estrictas para el ajuste en campo y la integridad de las pruebas hidrostáticas.. |
El crisol de la integridad: Ensayos Destructivos Obligatorios y Garantía de Mecánica de Fractura
Continuando con la evaluación técnica de la tubería API 5L X60M PSL2 de Abtersteel, El compromiso con el nivel de especificación del producto. 2 (PSL2) exige una serie estricta de pruebas mecánicas destructivas que van más allá de la simple confirmación de tracción. Estas pruebas forman el crisol de la integridad de las tuberías., proporcionando garantía cuantificada de que el avanzado procesamiento controlado termomecánico (TMCP) La metalurgia ha producido un producto capaz de resistir la fractura frágil., particularmente en situaciones de alto estrés, baja temperatura, o entornos de servicio dinámicos. Esta dependencia de datos verificables sobre la mecánica de las fracturas, en lugar de propiedades materiales asumidas, es el diferenciador central que justifica el posicionamiento premium de los materiales PSL2 en la planificación de infraestructura crítica.
1. Muesca en V Charpy (CVN) Pruebas: La medida de la dureza
La muesca en V Charpy (CVN) La prueba de impacto es el examen destructivo más importante requerido por PSL2., Sirve como cuantificador definitivo de la tenacidad de la entalla del material de la tubería: su capacidad para absorber energía plásticamente antes de fracturarse en presencia de un defecto agudo.. Esta prueba es crucial porque los gasoductos de alta presión, En particular, Requieren una dureza del material suficiente para detener la propagación de una grieta frágil antes de que pueda atravesar la circunferencia de la tubería y causar una ruptura catastrófica a lo largo de toda la línea..
La metodología es específica e innegociable.: pequeño, Muestras mecanizadas con precisión tomadas del cuerpo de la tubería. (y a menudo la zona afectada por el calor, o ZAT, de la costura LSAW) se enfrían a una temperatura mínima de diseño especificada, que a menudo se correlaciona con la temperatura de servicio más fría prevista de la tubería (p.ej., $0^{\circ}\text{C}$ o $-20^{\circ}\text{C}$). Luego, la muestra se golpea con un martillo pendular calibrado y la energía absorbida durante la falla se registra en julios. (o pies-libras). Para X60M PSL2, API 5L dicta no solo valores mínimos promedio de absorción de energía tanto para el cuerpo de la tubería como para la costura de soldadura, pero también valores mínimos de expansión lateral y apariencia de fractura por corte para distinguir entre modos de falla dúctil y frágil.. El acero TMCP de Abtersteel está específicamente optimizado para maximizar la microestructura de grano fino., Garantizar que los resultados de CVN superen consistentemente los valores mínimos de energía., proporcionando así confianza verificable contra la propagación de grietas frágiles, un modo de falla que es universalmente inaceptable en los sistemas modernos de alta presión. Este protocolo de prueba garantiza que la resistencia inherente del grado X60 coincida con la resiliencia dinámica requerida..
2. Pruebas de dureza obligatorias y preparación para el servicio ácido
Aunque no se especifica explícitamente para cada aplicación PSL2, los requisitos para los segmentos de tubería destinados al servicio amargo (ductos que transportan hidrocarburos con concentraciones significativas de sulfuro de hidrógeno, $\text{H}_2\text{S}$) imponer una restricción técnica inmediata y crítica que exige pruebas de dureza meticulosas. $\text{H}_2\text{S}$ puede provocar craqueo inducido por hidrógeno (Hic) o Cracking bajo tensión por sulfuro (CSS), Ambos se promueven exponencialmente cuando la dureza del acero excede ciertos umbrales..
PSL2, con sus estrictos controles químicos (bajo contenido de azufre y carbono equivalente), posiciona inherentemente la tubería X60M para un posible uso en servicios amargos, pero la confirmación final está en Vickers o Rockwell Hardness Testing. La dureza máxima aceptable a menudo se establece en $248 \text{ HV}$ (Dureza Vickers) para mitigar la susceptibilidad a la CSS. Esto es particularmente crítico en la zona afectada por el calor. (ZAT) de la costura LSAW, ya que el enfriamiento rápido cerca de la soldadura a veces puede conducir a un endurecimiento localizado. Los protocolos de control de calidad de Abtersteel incluyen recorridos de dureza sistemáticos a través de la soldadura LSAW y HAZ., Asegurar que toda la unión soldada mantenga un perfil de dureza por debajo de los límites del umbral., Garantizar la resistencia a los mecanismos de craqueo ambientales.. Esta atención a las propiedades localizadas del material en el área estructural más crítica (la soldadura) es una característica definitoria de la verdadera fabricación de tuberías de alta integridad..
El imperativo no destructivo: END para soldadura y aseguramiento de carrocerías
La seguridad proporcionada por los ensayos destructivos se basa en muestras.; confirma la integridad potencial del material. La prueba final de calidad, sin embargo, se basa en pruebas no destructivas (END), que se aplica sistemáticamente a cada milímetro de la longitud de la tubería fabricada. Para PSL2, Los END son obligatorios y sus criterios de aceptación son significativamente más estrictos que los del PSL1.. Este escrutinio exhaustivo garantiza que no se produzcan defectos perjudiciales., inclusiones, o las discontinuidades, que pueden haberse originado durante el laminado de la placa o el proceso de soldadura LSAW, permanecen ocultas dentro de la pared de la tubería..
1. Pruebas ultrasónicas (Utah) de la costura de soldadura
Pruebas ultrasónicas automatizadas (Utah) Es el método principal utilizado para inspeccionar la integridad de toda la costura LSAW.. La UT implica propagar ondas sonoras de alta frecuencia a través del material y analizar los ecos reflejados.. Cualquier discontinuidad interna (como la falta de fusión, porosidad, o inclusiones de escoria) reflejará la energía del sonido, señalar la ubicación y el tamaño del defecto.
Para X60M PSL2, Los criterios de aceptación para defectos detectados por UT son excepcionalmente estrictos., a menudo requieren la reparación o el rechazo de juntas de tuberías que contienen defectos mucho más pequeños que los aceptables en tuberías de especificaciones inferiores.. El sistema está diseñado no sólo para detectar defectos graves, pero para mapear incluso fallas internas menores que potencialmente podrían propagarse bajo cargas de tensión cíclicas durante la vida útil de la tubería.. Además, Se utilizan sondas UT específicas para inspeccionar las áreas de los extremos de la tubería (la zona crítica donde se colocarán las soldaduras circunferenciales en el sitio) para garantizar que los bordes estén libres de laminaciones o inclusiones que podrían comprometer la soldadura de construcción final..
2. Pruebas radiográficas (RT) y pruebas hidrostáticas
Pruebas radiográficas (RT), utilizando rayos X o rayos gamma, Proporciona un registro visual permanente de la calidad de la soldadura interna.. Si bien la UT es muy eficaz para detectar defectos planos, La RT se utiliza a menudo como técnica complementaria., particularmente al principio y al final de cada tramo de tubería, para verificar la homogeneidad estructural de la soldadura y detectar fallas volumétricas como grandes poros de gas o grupos de inclusiones. El uso de UT y RT garantiza la máxima capacidad de detección contra varios tipos de defectos, una redundancia necesaria para el estándar PSL2.
la final, La prueba física absoluta aplicada a la tubería terminada es la prueba hidrostática.. Cada tramo de tubería está sellado y presurizado internamente con agua a un nivel que normalmente genera $90\%$ a $100\%$ del límite elástico mínimo especificado (SMYS) del acero X60M durante un período de tenencia definido. Esta prueba cumple dos funciones críticas.:
-
Prueba de prueba: Demuestra que la estructura de la tubería y la costura LSAW pueden soportar la tensión circular máxima anticipada sin romperse., Proporcionar la confirmación final de la integridad de la contención de presión..
-
Expansión volumétrica: La prueba somete el material a niveles de tensión que pueden inducir una expansión plástica mensurable., Actuando eficazmente como un filtro de calidad al expandir permanentemente cualquier defecto sutil que pueda propagarse más tarde bajo presión operativa normal.. Cualquier tubería que tenga fugas o falle durante este proceso es rechazada inmediatamente., Garantizar que sólo los componentes estructuralmente sanos salgan de la fábrica..
Puerta de calidad final: Inspección de recubrimientos y preparación para el campo
Incluso después de que se haya demostrado la integridad metalúrgica y estructural, La durabilidad a largo plazo del producto depende del control de calidad final del revestimiento anticorrosión 3PE y de la meticulosa preparación para el transporte..
1. 3Garantía de adherencia a las pruebas de educación física y días festivos
El revestimiento 3PE se somete a controles finales para garantizar su eficacia como barrera contra la corrosión.:
-
Detección de vacaciones: Cada centímetro del revestimiento se escanea con un sensor de alto voltaje, como se señaló anteriormente. El criterio de aceptación es la ausencia absoluta de “vacaciones”.’ (poros o discontinuidades del recubrimiento) que podría exponer el acero al medio ambiente y concentrar la actividad corrosiva. Esta prueba garantiza un blindaje dieléctrico perfecto.
-
Prueba de adherencia al pelado: Se prueban muestras de la tubería recubierta para garantizar que la capa de polietileno mantenga la resistencia de unión mecánica requerida a la imprimación FBE subyacente a través de la capa adhesiva.. Esta prueba verifica que el revestimiento no se despegue debido a la manipulación o al estrés del suelo durante la instalación., manteniendo su integridad mecánica y dieléctrica durante toda su vida útil.
2. Tapado final y pasivación final
La prevención de la corrosión de las tuberías se refiere a medidas para reducir la velocidad o prevenir la corrosión y el deterioro de las tuberías bajo la acción química o electroquímica de los medios internos y externos o por las actividades metabólicas de los microorganismos. ¿Por qué las tuberías de acero sin costuras necesitan ser anticorrosivas?? El tubo de acero sin costura es una tubería de acero de gama relativamente alta. Después de todo, La materia prima es de hierro, que también se oxidará, que afectará la vida útil en la tubería. Por lo tanto, La anticorrosión de la tubería de acero sin costuras también es un proceso que debe realizarse antes de la construcción de la tubería. Para la tubería de acero sin costura se usa principalmente para anticorrosión 3PE o anticorrosión de alquitrán de carbón epoxi.

La tubería de soldadura por arco sumergido longitudinal se subdivide en UOE, RBE, Tubería de acero JCOE según sus diferentes métodos de conformado. La tubería de acero soldada longitudinalmente por alta frecuencia tiene las características de un proceso relativamente simple y una producción rápida y continua., y tiene un amplio uso en la construcción civil.,petroquímico, industria ligera y otros sectores. Se utiliza principalmente para transportar fluidos de baja presión o para fabricar diversos componentes de ingeniería y productos industriales ligeros..
API 5L: Especificaciones y tolerancias de tuberías de acero API 5L especifica estándares para tuberías de acero sin costura y soldadas utilizadas en sistemas de transporte por tuberías en las industrias del petróleo y el gas natural..
Tubos de acero LSAW, ya sea producido a través de UOE, JCOE (Doblado por prensa), o JCOE (Doblado de rollos) metodos, Son integrales para diversas aplicaciones industriales debido a su alta resistencia., precisión dimensional, y cumplimiento de numerosas normas internacionales. Cada proceso de fabricación tiene sus ventajas únicas., haciendo que estas tuberías sean adecuadas para el transporte de fluidos y gases, así como para uso en proyectos estructurales y de ingeniería..

Las tuberías DSAW son una excelente opción para aplicaciones exigentes debido a su precisión de fabricación., fortaleza, y versatilidad. Ya sea soldado recto o en espiral, Estas tuberías cumplen con estrictos estándares industriales y son una solución confiable para transportar fluidos y gases a alta presión..

Las tuberías de acero ASTM A53 LSAW son una opción confiable para diversas aplicaciones industriales debido a su resistencia., durabilidad, y proceso de fabricación de alta calidad. Ya sea utilizado en el transporte de fluidos., proyectos estructurales, o sistemas mecánicos, Estas tuberías proporcionan un rendimiento excelente y confiabilidad a largo plazo..
