
Tuyau API 5L X60M 3PE LSAW (PSL21,Psl2)

Le sommet de l’ingénierie des pipelines: Tuyau LSAW API 5L X60M PSL2 3PE d'Abtersteel
La construction du moderne, les infrastructures énergétiques à grande échelle nécessitent des matériaux qui représentent la confluence de la métallurgie avancée, assurance qualité rigoureuse, et une science éprouvée de la corrosion. Offre d'Abtersteel pour le soudage à l'arc immergé longitudinal API 5L X60M PSL2 (LSAW) tuyau, protégé par le polyéthylène à trois couches (3PE) système de revêtement, n'est pas simplement un composant; il s'agit d'une solution d'ingénierie intégrée adaptée aux applications haute pression les plus exigeantes, projets de transmission à haut débit dans des environnements hostiles et géographiquement difficiles. Cette qualité de tuyau signifie un engagement envers les niveaux les plus élevés d'intégrité structurelle et de longévité., veiller à ce que le transport critique des hydrocarbures, supports de captage du carbone, ou les fluides géothermiques avancés peuvent fonctionner avec un risque minimum absolu de défaillance du confinement ou de dégradation opérationnelle à long terme. Notre objectif est l'optimisation non négociable de la ténacité, force, et durabilité, tous certifiés selon les normes rigoureuses, spécifications mondialement reconnues établies par l’American Petroleum Institute (API) pour le niveau de spécification du produit 2 (Psl2).
1. Le mandat de haute intégrité: Définition de l'API 5L X60M PSL2
La nomenclature API 5L X60M PSL2 est l'empreinte technique d'un matériau conçu pour résister à des contraintes opérationnelles et environnementales extraordinaires., aller au-delà des simples mesures de limite d'élasticité dans les domaines cruciaux de la mécanique de la rupture et de la prévention des défaillances. La désignation elle-même résume une série d'exigences avancées de fabrication et de test qui distinguent ce produit comme un atout premium pour les applications de pipelines critiques..
L'avantage métallurgique du X60M
Le “X60” la classification indique fondamentalement une limite d'élasticité minimale spécifiée de $60,000 \text{ psi}$ ($414 \text{ MPa}$). Cette haute résistance permet aux concepteurs de pipelines d'utiliser des épaisseurs de paroi plus fines que celles des qualités inférieures. (par ex., X42 ou X52) tout en conservant la capacité de contrainte du cerceau requise, ce qui entraîne d'importantes économies de coûts de matériaux et une réduction du poids du pipeline, ce qui réduit considérablement les frais de transport et d’installation. Cependant, l’obtention d’une résistance élevée ne doit pas compromettre la capacité du matériau à résister à la rupture fragile, notamment en service à basse température ou sous chargement dynamique. C’est là que se situe la caractéristique déterminante, le “M” suffixe, entre dans l’équation technique. Le “M” désigne l'acier produit par un traitement thermomécanique contrôlé (TMCP), ou roulage contrôlé. Ce processus sophistiqué manipule les paramètres de température de laminage et de déformation pendant la production des tôles d'acier pour affiner la microstructure, en contrôlant spécifiquement la morphologie des phases de ferrite et de perlite et en obtenant une fine, granulométrie uniforme. La conséquence du TMCP est une plaque d'acier qui présente une résistance supérieure tout en possédant simultanément une excellente ténacité à basse température et une soudabilité considérablement améliorée., propriétés qui s'excluent souvent mutuellement dans l'acier traité de manière conventionnelle. L'engagement d'Abtersteel envers le X60M garantit que l'intégrité structurelle du corps final du tuyau LSAW repose sur cette technologie avancée., métallurgie résistante aux contraintes.
Les exigences non négociables de PSL2
L'exigence la plus stricte sur ce produit est imposée par la désignation PSL2. Ce niveau de spécification élève le tuyau du niveau de service à usage général à celui certifié., produit de haute intégrité adapté aux applications hostiles ou à haut risque, comme le service aigre, transport de gaz naturel à haute pression, ou des pipelines traversant des zones sismiquement actives. PSL2 impose une série d'exigences non négociables qui sont nettement plus strictes que celles requises pour PSL1.:
-
Encoche en V Charpy obligatoire (CVN) Essai: Pour PSL2, Les tests de ténacité CVN ne sont pas facultatifs; il est obligatoire de vérifier la résistance du matériau à l’initiation et à la propagation de la rupture fragile. Cela implique de tester des échantillons à une température de service minimale spécifiée pour garantir que le matériau absorbe une quantité minimale d'énergie requise. (souvent mesuré en Joules), fournissant ainsi une assurance quantifiable contre la propagation rapide des fissures (par ex., dans un gazoduc à haute pression).
-
Composition chimique plus stricte: La spécification PSL2 impose des limites plus strictes aux éléments d'alliage, en particulier l'équivalent carbone ($\text{CE}$) et du phosphore ($\text{P}$) et le soufre ($\text{S}$) contenu. Inférieur $\text{CE}$ est essentiel pour garantir la soudabilité sur site, minimiser le risque de fissuration à froid pendant le soudage de construction. Inférieur $\text{S}$ le contenu est essentiel pour les applications de services acides, car les composés soufrés peuvent réagir avec l'hydrogène généré par la corrosion, conduisant à une fissuration induite par l'hydrogène (HIC) et fissuration induite par l'hydrogène orientée sous contrainte (LÀ). Abtersteel adhère rigoureusement à ces limites d'impuretés réduites, dépassant souvent les exigences minimales, en témoignage de notre engagement envers la durabilité des pipelines dans des milieux agressifs.
-
Essais non destructifs obligatoires (CND): Toutes les longueurs de tuyaux PSL2 sont soumises à des CND approfondis, y compris les tests à ultrasons (Utah) et éventuellement des tests radiographiques (RT) de la couture de soudure, pour garantir l’absence totale de défauts internes ou de surface nuisibles, comme la porosité, manque de fusion, ou inclusions, garantissant l'homogénéité structurelle de la soudure LSAW.
La confluence de la métallurgie X60M et de l'assurance PSL2 confirme que les tubes d'Abtersteel ne sont pas fabriqués uniquement pour être solides., mais pour être prévisible, c'est dur, chimiquement résistant, et dimensionnellement impeccable dans les conditions de service les plus difficiles.
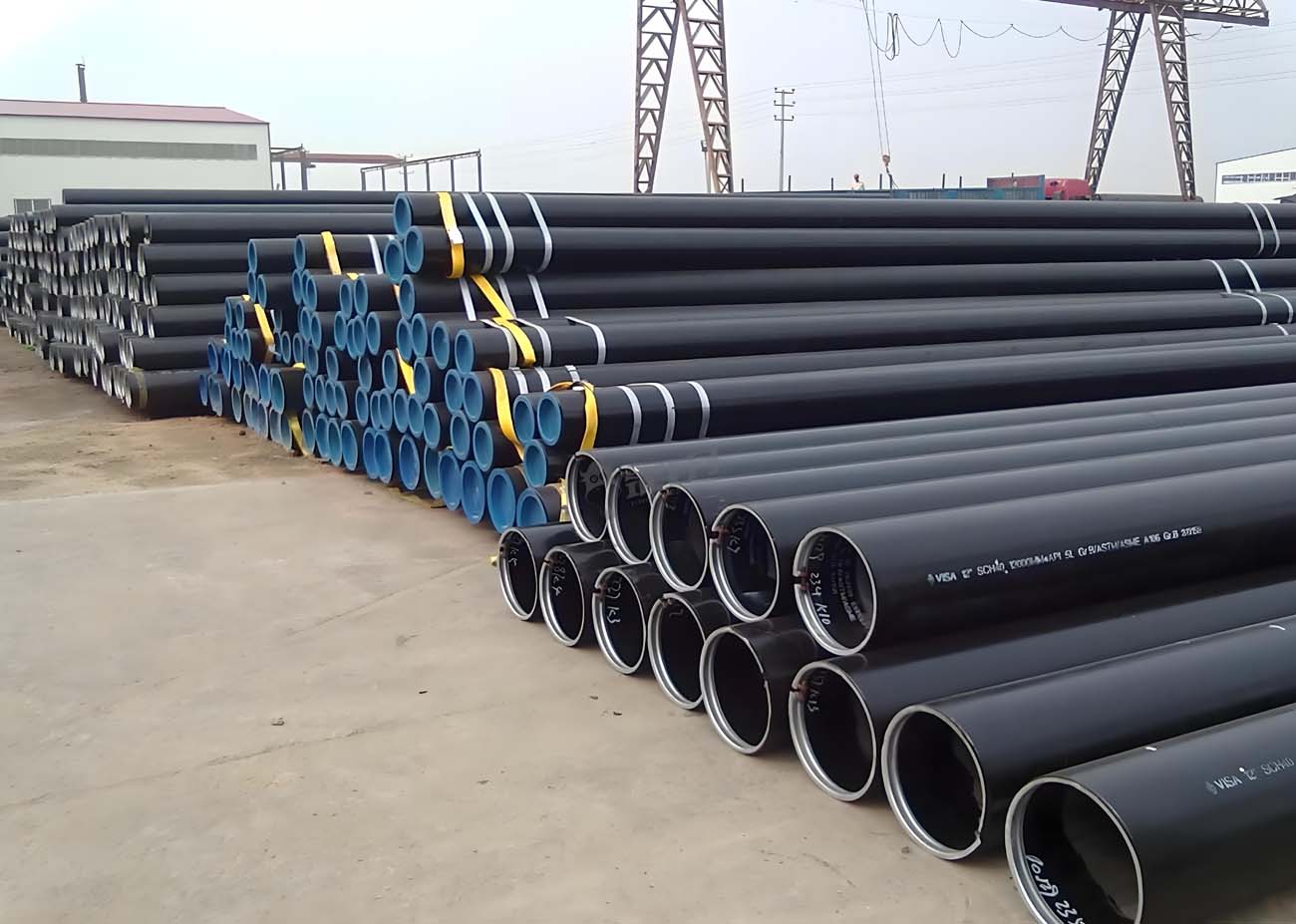
2. La science de la fabrication: Technologie LSAW et contrôle dimensionnel
La transformation physique de la plaque X60M PSL2 à haute résistance en un tuyau de grand diamètre est réalisée grâce au soudage longitudinal à l'arc immergé. (LSAW) processus. LSAW est la méthode préférée de l'industrie pour produire des tuyaux dont les épaisseurs de paroi et les diamètres dépassent les limites pratiques du soudage par résistance électrique sans soudure ou à haute fréquence. (HFERW) tuyau, ce qui en fait le choix incontournable pour les projets à grande échelle, segments de pipeline haute pression.
Le principe du soudage à l’arc submergé
Le procédé LSAW consiste à former à froid la plaque d'acier pour lui donner une forme cylindrique ou quasi cylindrique., où les bords longitudinaux sont pressés l'un contre l'autre, puis souder ce joint en utilisant la technique de soudage à l'arc submergé. Cette technique utilise une ou plusieurs électrodes qui déposent du métal d'apport tandis que l'arc et le bain de soudure fondu sont protégés par une couverture de granulés., fusible flux. Les avantages techniques de la méthode Arc Submergé sont profonds:
-
Qualité du métal soudé: Le flux recouvrant l'arc assure un processus de soudage extrêmement stable et propre, protéger le bain de fusion des contaminants atmosphériques (Oxygène et Azote), ce qui donne un métal soudé de haute intégrité avec une faible porosité et un contrôle chimique précis. La possibilité d'utiliser plusieurs électrodes permet des taux de dépôt élevés et profonds, soudures à pleine pénétration qui couvrent toute l'épaisseur de la paroi du tuyau, s'assurer que le cordon de soudure est structurellement équivalent au métal de base.
-
Capacité d'épaisseur de paroi: Contrairement aux méthodes soudées en spirale ou HFERW, LSAW est intrinsèquement adapté aux murs extrêmement épais, dépassant souvent $25 \text{ mm}$—une nécessité pour le tuyau X60M PSL2 utilisé dans les stations de compression, traverses, ou segments urbains à haut risque où une épaisseur de facteur de conception maximale est requise.
Précision dimensionnelle pour la fiabilité sur le terrain
Pour canalisation de grand diamètre, la précision dimensionnelle est primordiale pour une construction efficace et sûre. Les tolérances strictes requises pour le tube PSL2 d'Abtersteel sont maintenues grâce à des processus sophistiqués de formage et d'étalonnage.:
-
Ovalité et rectitude: Maintenir un contrôle strict sur l’ovalité du tuyau (la différence entre le diamètre extérieur maximum et minimum) et la rectitude est vitale pour un soudage sur site fiable. Une mauvaise ovalité complique l’aménagement des articulations, nécessitant une force excessive ou un meulage manuel, ce qui peut compromettre la géométrie de l'extrémité du tuyau. Le tuyau d'Abtersteel subit un processus d'expansion à froid ou d'étalonnage après le soudage pour garantir une uniformité dimensionnelle optimale sur toute la longueur., faciliter rapidement, soudage automatisé sur le terrain.
-
Fin de la préparation (Biseautage): Les extrémités des tuyaux sont usinées avec précision selon le profil de biseau requis (par ex., $30^{\circ}$ angle avec un $1.6 \text{ mm}$ face racine) en utilisant un équipement CNC. Cette préparation précise des extrémités garantit à l'entrepreneur du pipeline d'obtenir un passage de racine parfait et une pénétration constante des soudures pendant la construction., ce qui est essentiel pour répondre aux exigences strictes des CND du pipeline terminé.
La combinaison de la métallurgie X60M, le cordon de soudure LSAW à haute intégrité, et un contrôle dimensionnel de précision rend le tuyau structurellement robuste, actif prêt à souder.
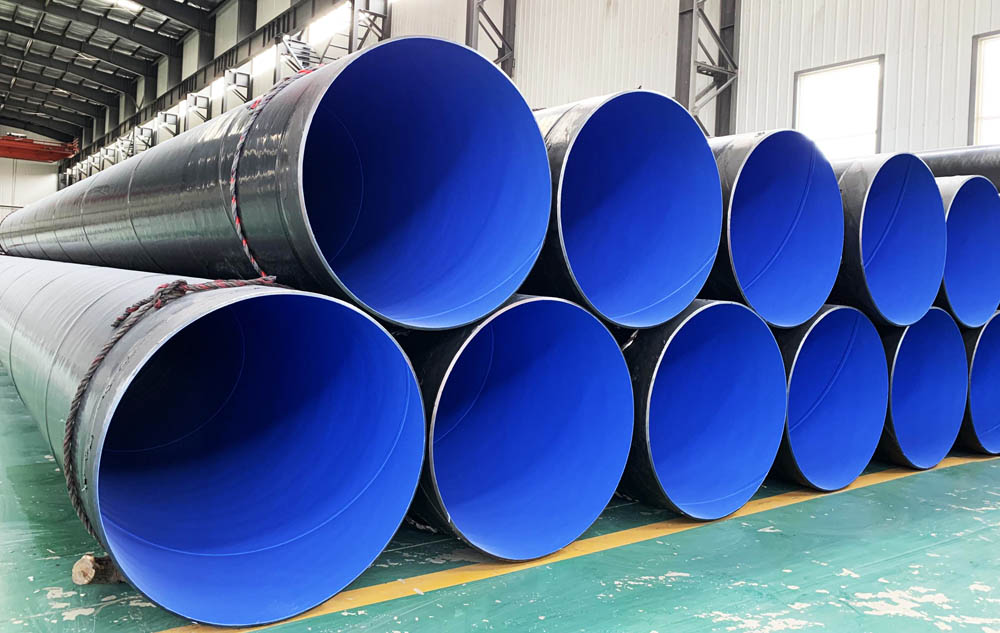
3. La Sentinelle de la Durabilité: 3Ingénierie du revêtement PE et de la corrosion
Même un tuyau présentant la plus haute intégrité métallurgique et structurelle tombera en panne prématurément sans une protection externe robuste contre la menace insidieuse de corrosion.. Le tuyau LSAW X60M PSL2 d'Abtersteel est fourni avec le polyéthylène à trois couches leader de l'industrie. (3PE) système de revêtement, qui est la norme mondialement acceptée pour fournir une résistance à la corrosion et une protection mécanique à long terme dans les pipelines enterrés ou immergés.
L'anatomie du système 3PE
Le système 3PE n'est pas une seule couche, mais une fusion de trois matériaux distincts, chacun jouant un rôle essentiel dans la défense contre la dégradation de l’environnement:
-
Époxy lié par fusion (FBE) Apprêt (Couche 1): Appliqué directement sur le sablé, surface en acier chauffée. FBE est une poudre polymère thermodurcie qui se lie chimiquement à l'acier. Sa fonction principale est de fournir une barrière chimique et une résistance cathodique exceptionnelle au décollement – la mesure de la capacité du revêtement à résister à la séparation de la surface du tuyau sous l'influence du système de protection cathodique., ce qui est crucial pour prévenir la corrosion caverneuse.
-
Copolymère adhésif (Couche 2): Cette deuxième couche est une résine copolymère qui agit comme un pont chimique et physique entre le FBE et la couche de polyéthylène la plus externe.. Il garantit que le polyéthylène adhère fermement à l'époxy., empêcher le délaminage et maintenir la structure intégrée du système de revêtement.
-
Polyéthylène extrudé (PE) Manteau (Couche 3): Cette épaisseur, la couche externe robuste assure la protection mécanique et la rigidité diélectrique. Le polyéthylène résiste aux chocs dus à la manipulation, flexion, et remblayage, et sa haute résistivité électrique agit comme le bouclier primaire, empêcher les courants de mise à la terre et limiter l’exposition du tuyau aux sols corrosifs et aux microbes.
Assurance qualité du système de revêtement
L'efficacité du système 3PE est assurée par un contrôle qualité continu (QC) pendant le processus d'application du revêtement:
-
Préparation des surfaces: La surface en acier doit être préparée pour obtenir une finition métallique presque blanche. (sur 2.5) par grenaillage, et la température de préchauffage doit être contrôlée avec précision pour garantir une activation FBE et une liaison chimique appropriées..
-
Tests d'épaisseur de revêtement et de vacances: L'épaisseur finale du revêtement est strictement contrôlée pour répondre aux spécifications (typiquement $2.5 \text{ mm}$ à $3.5 \text{ mm}$). Chaque mètre de tuyau revêtu est soumis à des tests de vacances : une sonde haute tension est passée sur la surface pour détecter les trous d'épingle ou les vides.. Toute brèche dans le revêtement, connu sous le nom de « vacances,’ est immédiatement identifié et réparé avant expédition, garantir l'intégrité de la barrière diélectrique.
Ce mécanisme de défense multicouche garantit que le noyau en acier X60M PSL2 est entièrement isolé de l'environnement corrosif., permettant au tuyau de répondre à ses exigences de durée de vie nominale, même dans des emplacements de service très agressifs ou éloignés.
4. Valeur du cycle de vie et assurance intégrée
Le tuyau API 5L X60M PSL2 3PE LSAW d'Abtersteel représente une solution à faible risque, investissement à haut rendement pour les exploitants de pipelines. La proposition de valeur totale découle non seulement des caractéristiques techniques individuelles, mais également du système d'assurance intégré qui les relie toutes., réduire les coûts du cycle de vie et maximiser la sécurité opérationnelle.
L’engagement envers PSL2 impose une traçabilité complète, Vérification CND, et des tests de ténacité qui garantissent des performances prévisibles dans des conditions spécifiées. Cette prévisibilité se traduit directement par des marges de sécurité plus faibles requises dans la planification opérationnelle et une probabilité réduite de défaillance – l'événement le plus coûteux dans toute exploitation de pipeline.. La durabilité offerte par le revêtement 3PE réduit considérablement les coûts de maintenance à long terme associés aux exigences du système de contrôle de la corrosion et de protection cathodique.. Finalement, le tuyau LSAW X60M PSL2, fabriqué et revêtu par Abtersteel, est l'assurance fondamentale du coffre-fort, fiable, et transfert efficace des ressources énergétiques à l’échelle mondiale.
Tuyau Abtersteel API 5L X60M PSL2 3PE LSAW: Spécifications techniques
Les tableaux suivants détaillent les exigences et spécifications rigoureuses respectées lors de la fabrication du produit de pipeline à haute intégrité d’Abtersteel..
| Catégorie | Détails des spécifications |
| Matériel | API 5L X60M (TMCP/plaque d'acier laminée contrôlée) |
| Niveau du produit | Psl2 (Niveau de spécification du produit 2, Mandats CVN, CND, et une chimie plus serrée) |
| Méthode de fabrication | LSAW (Arc immergé longitudinal soudé) |
| Revêtement externe | 3PE (Polyéthylène à trois couches: FBE + Adhésif + PE) |
| Dimensions (Typique) | Diamètre extérieur: 406.4 mm (16″) jusqu'à 1422 mm (56″) |
| Épaisseur de paroi | 8.0 mm (0.315″) jusqu'à 40.0 mm (1.575″) |
| Conformité aux normes et aux spécifications | Détails |
| Étalon primaire | Spécification API 5L (46ème ou dernière édition) |
| Spécification supplémentaire | OIN 3183 (Norme internationale équivalente) |
| Norme de soudage | Code ASME des chaudières et des appareils sous pression, section IX |
| Norme de revêtement | DEPUIS 30670 / OIN 21809-1 / CSA Z245.21 (Communément spécifié) |
| Attestation | Certificat d'essai en usine (MTC) 3.1 ou 3.2 (par un tiers) |
| Composition chimique (Poids maximum %) – Psl2 | Exigences X60M |
| Carbone (C) | $0.20$ |
| Manganèse (Mn) | $1.70$ |
| Phosphore (P.) | $0.025$ |
| Soufre (S) | $0.015$ |
| Silicium (Et) | $0.45$ |
| Équivalent carbone (CE) | $\leq 0.43$ (Généralement inférieur avec TMCP) |
| Vanadium (V) + Niobium (Nb) + Titane (De) | $\leq 0.15$ |
| Exigences mécaniques et de traction | API 5L X60M PSL2 |
| Limite d'élasticité minimale ($\text{R}_{\text{eH}}$) | $414 \text{ MPa}$ ($60,000 \text{ psi}$) |
| Résistance à la traction minimale ($\text{R}_{\text{m}}$) | $517 \text{ MPa}$ ($75,000 \text{ psi}$) |
| Limite d'élasticité maximale | $565 \text{ MPa}$ ($82,000 \text{ psi}$) |
| Élongation (UN) | $\text{Min}$ $18\%$ (En fonction de l'épaisseur de la paroi/de la longueur de référence) |
| Résistance des joints de soudure | Doit correspondre ou dépasser la résistance à la traction minimale spécifiée du corps du tuyau |
| Exigences de traitement thermique | Statut X60M PSL2 |
| Corps de tuyau | Traitement thermomécanique contrôlé (TMCP) ou roulé contrôlé (Eux’ exigence) |
| Objectif du TMCP | Résistance et ténacité améliorées grâce au raffinement de la microstructure |
| Traitement thermique après soudage (PWHT) | Généralement non requis pour le LSAW standard. Peut être spécifié par l'acheteur pour un service acide ou des environnements d'application spécifiques. |
| Résumé des applications et des fonctionnalités | Avantages techniques |
| Demande principale | Transport haute pression de gaz naturel, huile brute, et produits raffinés |
| Fonctionnalité clé PSL2 | Haute ténacité obligatoire (Testé CVN) pour l'arrêt des fractures |
| Caractéristique clé du X60M | La haute résistance permet une conception de paroi plus fine, réduisant le coût et le poids |
| Caractéristique clé du LSAW | Convient aux grands diamètres et aux parois épaisses; soudure longitudinale à haute intégrité |
| 3Caractéristique clé du PE | Triple défense contre la corrosion externe, excellente résistance aux chocs mécaniques |
| Tolérance des programmes d'épaisseur (Basé sur API 5L) | Plage de tolérance |
| Épaisseur de paroi de tuyau (t) | $-\text{12.5}\%$ de $\text{t}$ (Négatif) |
| Épaisseur de paroi de tuyau (t) | $+\text{15.0}\%$ de $\text{t}$ (Positif, $\leq 2.5 \text{ mm}$ maximum) |
| Note | Tolérances strictes maintenues pour l'aménagement sur site et l'intégrité des tests hydrostatiques. |
Le creuset de l’intégrité: Essais destructifs obligatoires et assurance mécanique des fractures
Poursuite de l’évaluation technique du tuyau API 5L X60M PSL2 d’Abtersteel, l’engagement au niveau de spécification du produit 2 (Psl2) impose une série rigoureuse de tests mécaniques destructifs qui vont au-delà de la simple confirmation de traction. Ces tests constituent le creuset de l’intégrité des pipelines, fournissant une assurance quantifiée que le traitement avancé à contrôle thermomécanique (TMCP) la métallurgie a donné un produit capable de résister à la rupture fragile, en particulier en cas de stress élevé, basse température, ou environnements de service dynamiques. Cette dépendance à l'égard de données vérifiables sur la mécanique de la rupture, plutôt que des propriétés matérielles supposées, est le principal différenciateur qui justifie le positionnement premium des matériaux PSL2 dans la planification des infrastructures critiques.
1. Charpy Encoche en V (CVN) Essai: La mesure de la robustesse
L'encoche en V Charpy (CVN) l’essai d’impact est l’examen destructif le plus important requis par PSL2, servant de quantificateur définitif de la résistance à l'entaille du matériau du tuyau, c'est-à-dire sa capacité à absorber l'énergie de manière plastique avant de se fracturer en présence d'un défaut prononcé. Ce test est crucial car les gazoducs à haute pression, en particulier, exiger une ténacité du matériau suffisante pour arrêter une fissure fragile qui se propage avant qu'elle ne puisse traverser la circonférence du tuyau et provoquer une rupture catastrophique sur toute la longueur de la conduite.
La méthodologie est spécifique et non négociable: petit, échantillons usinés avec précision prélevés sur le corps du tuyau (et souvent la zone affectée par la chaleur, ou ZAT, de la couture LSAW) sont refroidis à une température de conception minimale spécifiée, qui correspond souvent à la température de service prévue la plus froide du pipeline (par ex., $0^{\circ}\text{C}$ ou $-20^{\circ}\text{C}$). L'éprouvette est ensuite frappée par un marteau pendulaire calibré et l'énergie absorbée lors de la rupture est enregistrée en Joules (ou pieds-livres). Pour X60M PSL2, L'API 5L impose non seulement des valeurs moyennes minimales d'absorption d'énergie pour le corps du tuyau et le cordon de soudure., mais également des valeurs minimales d'expansion latérale et d'apparition de rupture par cisaillement pour distinguer les modes de rupture ductile et fragile.. L'acier TMCP d'Abtersteel est spécifiquement optimisé pour maximiser la microstructure à grains fins, s'assurer que les résultats CVN dépassent systématiquement les valeurs énergétiques minimales, fournissant ainsi une confiance vérifiable contre la propagation des fissures fragiles, un mode de défaillance universellement inacceptable dans les systèmes haute pression modernes. Ce protocole de test garantit que la résistance inhérente du grade X60 correspond à la résilience dynamique requise..
2. Tests de dureté obligatoires et préparation au service acide
Bien que cela ne soit pas explicitement spécifié pour chaque application PSL2, les exigences relatives aux segments de pipeline destinés au service acide (pipelines transportant des hydrocarbures avec des concentrations importantes de sulfure d’hydrogène, $\text{H}_2\text{S}$) imposer une contrainte technique immédiate et critique qui impose des tests de dureté minutieux. $\text{H}_2\text{S}$ peut conduire à une fissuration induite par l’hydrogène (HIC) ou fissuration sous contrainte de sulfure (CSS), qui sont tous deux favorisés de manière exponentielle lorsque la dureté de l’acier dépasse certains seuils.
Psl2, avec ses contrôles chimiques stricts (faible teneur en soufre et en carbone), positionne intrinsèquement le tuyau X60M pour une utilisation potentielle en service acide, mais la confirmation finale réside dans les tests de dureté Vickers ou Rockwell. La dureté maximale acceptable est souvent fixée à $248 \text{ HV}$ (Dureté Vickers) pour atténuer la susceptibilité au SSC. Ceci est particulièrement critique dans la zone affectée par la chaleur. (ZAT) de la couture LSAW, car le refroidissement rapide à proximité de la soudure peut parfois conduire à un durcissement localisé. Les protocoles de contrôle qualité d'Abtersteel incluent des tests de dureté systématiques sur les soudures LSAW et HAZ., garantir que l'ensemble du joint soudé maintient un profil de dureté inférieur aux limites de seuil, garantissant la résistance aux mécanismes de fissuration environnementaux. Cette attention portée aux propriétés localisées des matériaux dans la zone structurelle la plus critique (la soudure) est une caractéristique déterminante de la véritable fabrication de pipelines à haute intégrité..
L’impératif non destructif: CND pour l'assurance des soudures et de la carrosserie
L'assurance fournie par les tests destructifs est basée sur des échantillons; il confirme l’intégrité potentielle du matériau. La preuve finale de la qualité, cependant, s'appuie sur les contrôles non destructifs (CND), qui est appliqué systématiquement à chaque millimètre de la longueur du tuyau fabriqué. Pour PSL2, Le CND est obligatoire et ses critères d'acceptation sont nettement plus stricts que ceux du PSL1. Cet examen approfondi garantit qu'aucun défaut nuisible, inclusions, ou les discontinuités, qui peuvent provenir du laminage des tôles ou du processus de soudage LSAW, restent cachées dans la paroi du tuyau..
1. Tests par ultrasons (Utah) du cordon de soudure
Tests ultrasoniques automatisés (Utah) est la principale méthode utilisée pour inspecter l’intégrité de l’ensemble du joint LSAW. L'UT consiste à propager des ondes sonores à haute fréquence à travers le matériau et à analyser les échos réfléchis.. Toute discontinuité interne (comme le manque de fusion, porosité, ou inclusions de scories) reflétera l'énergie sonore, signaler l'emplacement et la taille du défaut.
Pour X60M PSL2, les critères d'acceptation des défauts détectés par UT sont particulièrement stricts, nécessitant souvent la réparation ou le rejet de joints de tuyauterie qui contiennent des défauts bien plus petits que ceux acceptables dans les tuyauteries de spécifications inférieures. Le système n'est pas conçu uniquement pour détecter les défauts grossiers, mais pour cartographier même les défauts internes mineurs qui pourraient potentiellement se propager sous l'effet de contraintes cycliques au cours de la durée de vie du pipeline. En outre, des sondes UT spécifiques sont utilisées pour inspecter les zones d'extrémité du tuyau (la zone critique où les soudures circonférentielles sur site seront placées) afin de garantir que les bords sont exempts de laminage ou d'inclusions qui pourraient compromettre la soudure de construction finale..
2. Tests radiographiques (RT) et essais hydrostatiques
Tests radiographiques (RT), utilisant des rayons X ou des rayons gamma, fournit un enregistrement visuel permanent de la qualité de la soudure interne. Alors que l'UT est très efficace pour détecter les défauts planaires, La RT est souvent utilisée comme technique supplémentaire, en particulier au début et à la fin de chaque longueur de tuyau, pour vérifier l’homogénéité structurelle de la soudure et détecter les défauts volumétriques comme les gros pores de gaz ou les amas d’inclusions. L'utilisation de l'UT et de la RT garantit une capacité de détection maximale contre divers types de défauts, une redondance nécessaire pour le standard PSL2.
La finale, le test physique absolu appliqué au tuyau fini est le test hydrostatique. Chaque longueur de tuyau est scellée et pressurisée intérieurement avec de l'eau à un niveau qui génère généralement $90\%$ à $100\%$ de la limite d'élasticité minimale spécifiée (SMYS) de l'acier X60M pour une durée de conservation définie. Ce test remplit deux fonctions essentielles:
-
Test de preuve: Il prouve que la structure du tuyau et le joint LSAW peuvent résister aux contraintes circonférentielles maximales anticipées sans rupture., fournir la confirmation finale de l’intégrité du confinement sous pression.
-
Expansion volumétrique: Le test soumet le matériau à des niveaux de contraintes pouvant induire une expansion plastique mesurable., agissant efficacement comme un filtre de qualité en élargissant de manière permanente tous les défauts subtils qui pourraient se propager plus tard sous une pression de fonctionnement normale. Tout tuyau qui fuit ou tombe en panne pendant ce processus est immédiatement rejeté, garantir que seuls les composants structurellement sains quittent l'usine.
Porte de qualité finale: Inspection du revêtement et préparation sur le terrain
Même après que l’intégrité métallurgique et structurelle ait été prouvée, la durabilité du produit repose sur le contrôle qualité final du revêtement anticorrosion 3PE et la préparation minutieuse au transport.
1. 3Assurance d’adhésion au PE et de tests de vacances
Le revêtement 3PE est soumis à des contrôles finaux pour garantir son efficacité comme barrière contre la corrosion.:
-
Détection de vacances: Chaque centimètre du revêtement est scanné avec un capteur haute tension, comme indiqué précédemment. Le critère d’acceptation est l’absence absolue de « jours fériés »’ (trous d'épingle ou discontinuités du revêtement) qui pourrait exposer l'acier à l'environnement et concentrer l'activité de corrosion. Ce test garantit un blindage diélectrique parfait.
-
Test d'adhérence au pelage: Des échantillons du tuyau revêtu sont testés pour garantir que la couche de polyéthylène conserve la résistance de liaison mécanique requise à l'apprêt FBE sous-jacent via la couche adhésive.. Ce test vérifie que le revêtement ne se décollera pas à cause des manipulations ou des contraintes du sol lors de la pose., maintenir son intégrité mécanique et diélectrique tout au long de sa durée de vie.
2. Coiffage final et passivation finale
La prévention de la corrosion des tuyaux fait référence aux mesures pour ralentir ou empêcher la corrosion et la détérioration des tuyaux sous l'action chimique ou électrochimique des milieux internes et externes ou par les activités métaboliques des micro-organismes. Pourquoi les tuyaux en acier sans couture doivent-ils être anticorrosifs? Le tuyau en acier sans couture est un tuyau en acier relativement haut de gamme. Après tout, la matière première est le fer, qui rouillera également, ce qui affectera la durée de vie dans le pipeline. Donc, L'anticorrosion du tuyau d'acier transparent est également un processus qui doit être fait avant la construction du pipeline. Pour le tuyau d'acier sans couture, il est principalement utilisé pour la 3PE Anticorrosion ou époxy Coaling Tar Anticorrosion.

Le tuyau de soudage à l’arc submergé longitudinalement est subdivisé en UOE, EBR, Tube en acier JCOE selon ses différentes méthodes de formage. Les tuyaux en acier soudés à haute fréquence longitudinaux présentent les caractéristiques d'un processus relativement simple et d'une production continue rapide, et est largement utilisé dans la construction civile,pétrochimique, industrie légère et autres secteurs. Principalement utilisé pour transporter des fluides à basse pression ou transformé en divers composants techniques et produits industriels légers.
API 5L: Spécifications et tolérances des tuyaux en acier L'API 5L spécifie les normes pour les tuyaux en acier sans soudure et soudés utilisés dans les systèmes de transport par pipeline dans les industries du pétrole et du gaz naturel..
Tubes en acier LSAW, qu'ils soient produits via UOE, JCOE (Pliage à la presse), ou JCOE (Cintrage par rouleaux) méthodes, font partie intégrante de diverses applications industrielles en raison de leur haute résistance, précision dimensionnelle, et le respect de nombreuses normes internationales. Chaque procédé de fabrication a ses avantages uniques, rendant ces conduites adaptées au transport de fluides et de gaz, ainsi que pour une utilisation dans des projets de structure et d'ingénierie.

Les tuyaux DSAW sont un excellent choix pour les applications exigeantes en raison de leur précision de fabrication, force, et polyvalence. Qu'ils soient droits ou soudés en spirale, ces tuyaux répondent à des normes industrielles strictes et constituent une solution fiable pour le transport de fluides et de gaz sous haute pression.

Les tuyaux en acier ASTM A53 LSAW constituent un choix fiable pour diverses applications industrielles en raison de leur résistance., durabilité, et un processus de fabrication de haute qualité. Qu'il soit utilisé dans le transport de fluides, projets structurants, ou systèmes mécaniques, ces tuyaux offrent d'excellentes performances et une fiabilité à long terme.
