
Tubo API 5L X60M 3PE LSAW (PSL21,PSL2)

O ápice da engenharia de dutos: Tubo LSAW API 5L X60M PSL2 3PE da Abtersteel
A construção do moderno, infraestrutura energética em grande escala exige materiais que representem a confluência da metalurgia avançada, garantia de qualidade rigorosa, e ciência de corrosão comprovada. Oferta da Abtersteel do arco submerso longitudinal API 5L X60M PSL2 soldado (LSAW) cano, protegido pelo polietileno de três camadas (3Educação Física) sistema de revestimento, não é apenas um componente; é uma solução de engenharia integrada feita sob medida para os mais exigentes sistemas de alta pressão, projetos de transmissão de alto rendimento em ambientes hostis e geograficamente desafiadores. Este tipo de tubo significa um compromisso com os mais altos níveis de integridade estrutural e longevidade, garantindo que a transmissão crítica de hidrocarbonetos, meios de captura de carbono, ou fluidos geotérmicos avançados podem prosseguir com um risco mínimo absoluto de falha de contenção ou degradação operacional a longo prazo. Nosso foco é a otimização inegociável da tenacidade, força, e durabilidade, todos certificados sob os exigentes, especificações mundialmente reconhecidas estabelecidas pelo American Petroleum Institute (API) para nível de especificação do produto 2 (PSL2).
1. O Mandato de Alta Integridade: Definindo API 5L X60M PSL2
A nomenclatura API 5L X60M PSL2 é a impressão digital técnica de um material projetado para suportar tensões operacionais e ambientais extraordinárias, indo além das simples métricas de resistência ao escoamento para os domínios cruciais da mecânica da fratura e prevenção de falhas. A própria designação engloba uma série de requisitos avançados de fabricação e testes que distinguem este produto como um ativo premium para aplicações críticas em tubulações..
A vantagem metalúrgica do X60M
O “X60” classificação indica fundamentalmente um limite de escoamento mínimo especificado de $60,000 \text{ psi}$ ($414 \text{ MPa}$). Esta alta resistência permite que os projetistas de tubulações utilizem espessuras de parede mais finas do que classes mais baixas (por exemplo, X42 ou X52) enquanto mantém a capacidade de tensão necessária do aro, resultando em economia significativa de custos de material e redução do peso da tubulação, o que reduz drasticamente as despesas de transporte e instalação. No entanto, alcançar alta resistência não deve comprometer a capacidade do material de resistir à fratura frágil, especialmente em serviço de baixa temperatura ou sob carga dinâmica. É aqui que a característica definidora, o “M” sufixo, entra na equação técnica. O “M” denota aço produzido por Processamento Termomecânico Controlado (TCCP), ou rolamento controlado. Este processo sofisticado manipula a temperatura de laminação e os parâmetros de deformação durante a produção da chapa de aço para refinar a microestrutura - controlando especificamente a morfologia das fases de ferrita e perlita e obtendo um acabamento fino., tamanho de grão uniforme. A consequência do TMCP é uma placa de aço que apresenta resistência superior e, ao mesmo tempo, possui excelente tenacidade ao entalhe em baixa temperatura e soldabilidade significativamente melhorada., propriedades que muitas vezes são mutuamente exclusivas em aço processado convencionalmente. A dedicação da Abtersteel ao X60M garante que a integridade estrutural do corpo final do tubo LSAW seja baseada neste avançado, metalurgia resistente ao estresse.
Os requisitos não negociáveis do PSL2
A exigência mais rigorosa deste produto é imposta pela designação PSL2. Este nível de especificação eleva o tubo de serviço de uso geral a um produto certificado, produto de alta integridade adequado para aplicações hostis ou de alto risco, como serviço azedo, transmissão de gás natural de alta pressão, ou oleodutos que atravessam áreas sismicamente ativas. O PSL2 exige uma série de requisitos não negociáveis que são significativamente mais rigorosos do que os exigidos para o PSL1:
-
Charpy V-Notch obrigatório (Cvn) Teste: Para PSL2, O teste de resistência CVN não é opcional; é obrigatório verificar a resistência do material ao início e propagação da fratura frágil. Isto envolve testar amostras a uma temperatura mínima de serviço especificada para garantir que o material absorva uma quantidade mínima necessária de energia (frequentemente medido em Joules), proporcionando assim uma garantia quantificável contra a rápida propagação de fissuras (por exemplo, em um gasoduto de alta pressão).
-
Composição Química Mais Estrita: A especificação PSL2 impõe limites mais rígidos aos elementos de liga, particularmente o Carbono Equivalente ($\text{CE}$) e fósforo ($\text{P}$) e Enxofre ($\text{S}$) contente. Mais baixo $\text{CE}$ é essencial para garantir a soldabilidade em campo, minimizando o risco de trincas a frio durante a soldagem de construção. Mais baixo $\text{S}$ o conteúdo é crítico para aplicações de serviços ácidos, pois os compostos de enxofre podem reagir com o hidrogênio gerado pela corrosão, levando a rachaduras induzidas por hidrogênio (Hic) e craqueamento induzido por hidrogênio orientado por tensão (LÁ). A Abtersteel adere rigorosamente a esses limites reduzidos de impurezas, muitas vezes excedendo os requisitos mínimos, como uma prova do nosso compromisso com a durabilidade do gasoduto em meios agressivos.
-
Ensaios Não Destrutivos Obrigatórios (END): Todos os comprimentos de tubo PSL2 são submetidos a extensos END, incluindo testes ultrassônicos (EUA) e testes potencialmente radiográficos (TR) da costura de solda, para garantir a completa ausência de defeitos internos ou superficiais prejudiciais, como porosidade, falta de fusão, ou inclusões, garantindo a homogeneidade estrutural da solda LSAW.
A confluência da metalurgia X60M e da garantia PSL2 confirma que o tubo da Abtersteel é fabricado não apenas para ser forte, mas para ser previsivelmente difícil, quimicamente resistente, e dimensionalmente perfeito sob as condições de serviço mais desafiadoras.
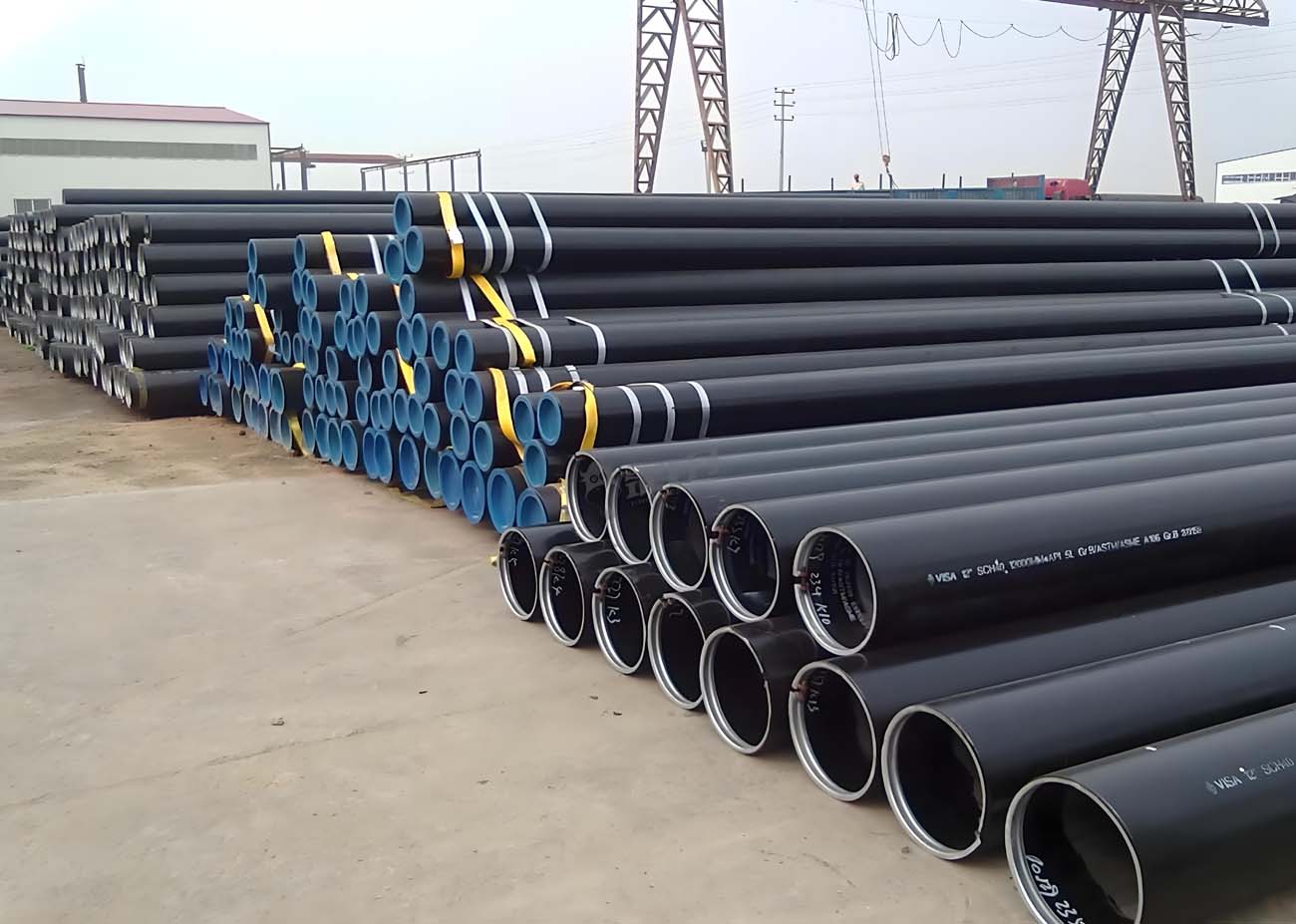
2. A Ciência da Fabricação: Tecnologia LSAW e Controle Dimensional
A transformação física da placa X60M PSL2 de alta resistência em um tubo de grande diâmetro é conseguida através do Soldado por Arco Submerso Longitudinal (LSAW) processo. LSAW é o método preferido da indústria para produzir tubos com espessuras de parede e diâmetros que excedem os limites práticos de soldagem por resistência elétrica sem costura ou de alta frequência. (HFERW) cano, tornando-o a escolha essencial para operações em grande escala, segmentos de dutos de alta pressão.
O Princípio da Soldagem por Arco Submerso
O processo LSAW envolve a conformação a frio da placa de aço em um formato cilíndrico ou quase cilíndrico, onde as bordas longitudinais são pressionadas juntas, e então soldar esta costura usando a técnica de soldagem por arco submerso. Esta técnica emprega um ou mais eletrodos que depositam metal de adição enquanto tanto o arco quanto a poça de fusão são protegidos por uma manta de material granular., fluxo de fusível. Os benefícios técnicos do método Arco Submerso são profundos:
-
Qualidade do metal de solda: O fluxo que cobre o arco garante um processo de soldagem extremamente estável e limpo, protegendo a poça de fusão de contaminantes atmosféricos (Oxigênio e Nitrogênio), o que resulta em um metal de solda de alta integridade com baixa porosidade e controle químico preciso. A capacidade de usar múltiplos eletrodos permite altas taxas de deposição e profundidade, soldas de penetração total que abrangem toda a espessura da parede do tubo, garantindo que a costura de solda seja estruturalmente equivalente ao metal original.
-
Capacidade de espessura de parede: Ao contrário dos métodos soldados em espiral ou HFERW, LSAW é inerentemente adequado para paredes extremamente espessas - muitas vezes excedendo $25 \text{ mm}$—uma necessidade para o tubo X60M PSL2 usado em estações de compressão, travessias do rio, ou segmentos urbanos de alto risco onde é necessária a espessura máxima do fator de projeto.
Precisão Dimensional para Confiabilidade em Campo
Para tubos de grande diâmetro, a precisão dimensional é fundamental para uma construção eficiente e segura. As tolerâncias rigorosas exigidas para o tubo PSL2 da Abtersteel são mantidas através de sofisticados processos de conformação e calibração:
-
Ovalidade e Retidão: Manter um controle rigoroso sobre a ovalidade do tubo (a diferença entre o diâmetro externo máximo e mínimo) e a retilineidade são vitais para uma soldagem em campo confiável. A ovalidade deficiente complica o ajuste das articulações, exigindo força excessiva ou retificação manual, o que pode comprometer a geometria da extremidade do tubo. O tubo da Abtersteel passa por um processo de expansão a frio ou calibração pós-soldagem para garantir uniformidade dimensional ideal ao longo de todo o comprimento, facilitando rápido, soldagem automatizada em campo.
-
Fim da Preparação (Chanfrar): As extremidades do tubo são usinadas com precisão no perfil chanfrado necessário (por exemplo, $30^{\circ}$ ângulo com um $1.6 \text{ mm}$ cara raiz) usando equipamento CNC. Esta preparação final precisa garante que o empreiteiro da tubulação possa obter um passe de raiz perfeito e uma penetração consistente da solda durante a construção, o que é essencial para atender aos rigorosos requisitos de END do gasoduto concluído.
A combinação da metalurgia X60M, a costura de solda LSAW de alta integridade, e o controle dimensional preciso tornam o tubo estruturalmente robusto, ativo pronto para soldar.
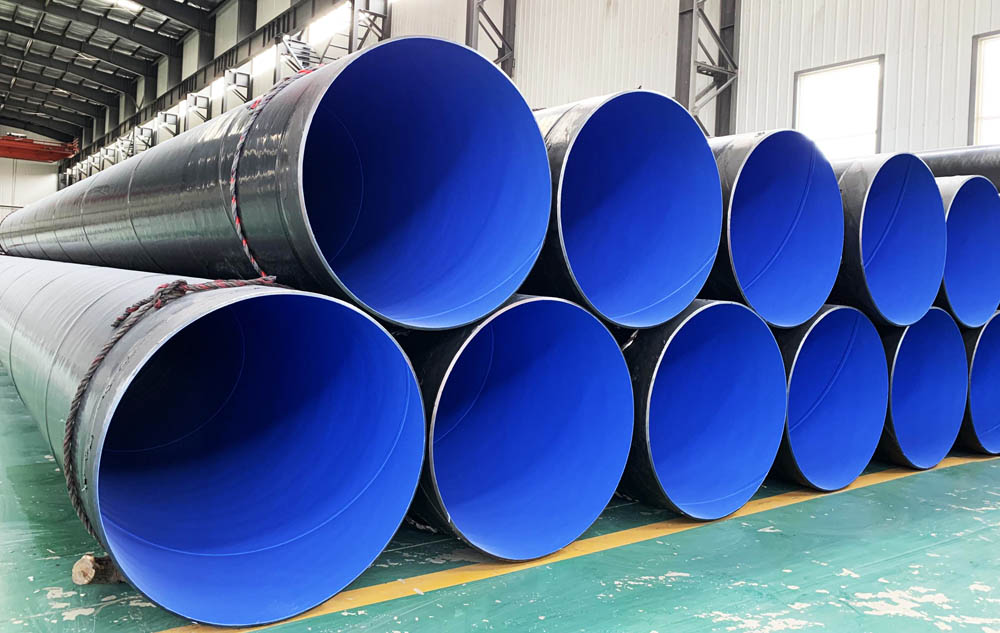
3. A Sentinela da Durabilidade: 3Engenharia de Revestimento e Corrosão PE
Mesmo um tubo com a mais alta integridade metalúrgica e estrutural irá falhar prematuramente sem uma proteção externa robusta contra a insidiosa ameaça de corrosão. O tubo LSAW X60M PSL2 da Abtersteel é fornecido com polietileno de três camadas líder do setor (3Educação Física) sistema de revestimento, que é o padrão globalmente aceito para fornecer resistência à corrosão e proteção mecânica de longo prazo em tubulações enterradas ou submersas.
A anatomia do sistema 3PE
O sistema 3PE não é uma camada única, mas uma fusão de três materiais distintos, cada um desempenhando um papel crítico na defesa contra a degradação ambiental:
-
Epóxi ligado por fusão (FBE) Cartilha (Camada 1): Aplicado diretamente no jato abrasivo, superfície de aço aquecida. FBE é um pó de polímero termofixo que se liga quimicamente ao aço. Sua principal função é fornecer barreira química e excepcional resistência ao descolamento catódico – a medida da capacidade do revestimento de resistir à separação da superfície do tubo sob a influência do sistema de proteção catódica., o que é crucial para prevenir a corrosão em fendas.
-
Adesivo de copolímeros (Camada 2): Esta segunda camada é uma resina de copolímero que atua como uma ponte química e física entre o FBE e a camada mais externa de polietileno.. Garante que o polietileno adira tenazmente ao epóxi, evitando a delaminação e mantendo a estrutura integrada do sistema de revestimento.
-
Polietileno extrudado (Educação Física) Acabamento (Camada 3): Esta espessura, camada externa robusta fornece proteção mecânica e rigidez dielétrica. O polietileno é resistente a danos por impacto causados pelo manuseio, flexão, e preenchimento, e sua alta resistividade elétrica atua como blindagem primária, evitando correntes de aterramento e limitando a exposição do tubo a solos corrosivos e micróbios.
Garantia de Qualidade do Sistema de Revestimento
A eficácia do sistema 3PE é garantida pelo Controle de Qualidade contínuo (Controle de qualidade) durante o processo de aplicação do revestimento:
-
Preparação de Superfície: A superfície do aço deve ser preparada para um acabamento metálico quase branco (sobre 2.5) através de tiros, e a temperatura de pré-aquecimento deve ser controlada com precisão para garantir a ativação adequada do FBE e a ligação química.
-
Espessura do revestimento e testes de férias: A espessura final do revestimento é rigorosamente monitorada para atender às especificações (tipicamente $2.5 \text{ mm}$ para $3.5 \text{ mm}$). Cada metro de tubo revestido é submetido a testes de férias – passando uma sonda de alta tensão sobre a superfície para detectar furos ou vazios. Qualquer violação no revestimento, conhecido como ‘feriado,’ é imediatamente identificado e reparado antes do envio, garantindo a integridade da barreira dielétrica.
Este mecanismo de defesa multicamadas garante que o núcleo de aço X60M PSL2 esteja totalmente isolado do ambiente corrosivo, permitindo que o tubo atenda aos requisitos de vida útil do projeto, mesmo em locais de serviço altamente agressivos ou remotos.
4. Valor do ciclo de vida e garantia integrada
O tubo LSAW API 5L X60M PSL2 3PE da Abtersteel representa um baixo risco, investimento de alto retorno para operadores de dutos. A proposta de valor total deriva não apenas das características técnicas individuais, mas do sistema de garantia integrado que une todos eles, reduzindo os custos do ciclo de vida e maximizando a segurança operacional.
O compromisso com o PSL2 exige rastreabilidade total, Verificação de END, e testes de resistência que garantem desempenho previsível sob condições específicas. Essa previsibilidade se traduz diretamente em margens de segurança mais baixas exigidas no planejamento operacional e na redução da probabilidade de falha – o evento mais caro em qualquer operação de duto.. A durabilidade proporcionada pelo revestimento 3PE reduz drasticamente os custos de manutenção a longo prazo associados ao controle de corrosão e às demandas do sistema de proteção catódica. Em última análise, o tubo LSAW X60M PSL2, fabricado e revestido pela Abtersteel, é a garantia fundamental da segurança, confiável, e transferência eficiente de recursos energéticos globalmente.
Tubo Abtersteel API 5L X60M PSL2 3PE LSAW: Especificações Técnicas
As tabelas a seguir detalham os rigorosos requisitos e especificações seguidos na fabricação do produto para dutos de alta integridade da Abtersteel.
| Categoria | Detalhes da especificação |
| Material | API 5L X60M (TMCP/Placa de aço laminada controlada) |
| Nível do produto | PSL2 (Nível de especificação do produto 2, Mandatos CVN, END, e química mais forte) |
| Método de fabricação | LSAW (Arco Submerso Longitudinal Soldado) |
| Revestimento Externo | 3Educação Física (Polietileno de três camadas: FBE + Adesivo + Educação Física) |
| Dimensões (Típico) | Diâmetro Externo: 406.4 milímetros (16″) até 1422 milímetros (56″) |
| Espessura da Parede | 8.0 milímetros (0.315″) até 40.0 milímetros (1.575″) |
| Conformidade com padrões e especificações | Detalhes |
| Padrão Primário | Especificação API 5L (46ª ou última edição) |
| Especificação Suplementar | ISO 3183 (Padrão Internacional Equivalente) |
| Padrão de soldagem | Código ASME para caldeiras e vasos de pressão, seção IX |
| Padrão de revestimento | DE 30670 / ISO 21809-1 / CSA Z245.21 (Comumente especificado) |
| Certificação | Certificado de teste de moinho (Mtc) 3.1 ou 3.2 (por Terceiros) |
| Composição Química (Peso Máximo %) – PSL2 | Requisitos X60M |
| Carbono (C) | $0.20$ |
| Manganês (Mn) | $1.70$ |
| Fósforo (P) | $0.025$ |
| Enxofre (S) | $0.015$ |
| Silício (E) | $0.45$ |
| Carbono Equivalente (CE) | $\leq 0.43$ (Normalmente menor com TMCP) |
| Vanádio (V) + Nióbio (N.º) + Titânio (De) | $\leq 0.15$ |
| Requisitos Mecânicos e de Tração | API 5L X60M PSL2 |
| Força de rendimento mínima ($\text{R}_{\text{eH}}$) | $414 \text{ MPa}$ ($60,000 \text{ psi}$) |
| Resistência Mínima à Tração ($\text{R}_{\text{m}}$) | $517 \text{ MPa}$ ($75,000 \text{ psi}$) |
| Força máxima de rendimento | $565 \text{ MPa}$ ($82,000 \text{ psi}$) |
| Alongamento (UM) | $\text{Min}$ $18\%$ (Dependente da espessura da parede/comprimento de referência) |
| Resistência da costura de solda | Deve corresponder ou exceder a resistência à tração mínima especificada do corpo do tubo |
| Requisitos de tratamento térmico | Estado X60M PSL2 |
| Corpo do tubo | Processamento Termomecânico Controlado (TCCP) ou Rolado Controlado (Eles’ exigência) |
| Objetivo do TMCP | Maior resistência e tenacidade através do refinamento da microestrutura |
| Tratamento térmico pós-soldagem (PWHT) | Normalmente não é necessário para LSAW padrão. Pode ser especificado pelo comprador para serviços ácidos ou ambientes de aplicação específicos. |
| Resumo de aplicativos e recursos | Benefícios Técnicos |
| Aplicação Primária | Transmissão de alta pressão de gás natural, petróleo bruto, e produtos refinados |
| Recurso principal do PSL2 | Alta tenacidade obrigatória (CVN testado) para parada de fratura |
| Recurso principal do X60M | Alta resistência permite um design de parede mais fino, reduzindo custo e peso |
| Recurso principal LSAW | Adequado para grandes diâmetros e paredes espessas; solda longitudinal de alta integridade |
| 3Recurso principal PE | Defesa tripla contra corrosão externa, excelente resistência ao impacto mecânico |
| Programações de tolerância de espessura (Baseado em API 5L) | Faixa de tolerância |
| Espessura da parede do tubo (t) | $-\text{12.5}\%$ de $\text{t}$ (Negativo) |
| Espessura da parede do tubo (t) | $+\text{15.0}\%$ de $\text{t}$ (Positivo, $\leq 2.5 \text{ mm}$ máx.) |
| Observação | Tolerâncias rigorosas mantidas para ajuste em campo e integridade de testes hidrostáticos. |
O cadinho da integridade: Ensaios Destrutivos Obrigatórios e Garantia de Mecânica de Fratura
Continuando a avaliação técnica do tubo API 5L X60M PSL2 da Abtersteel, o compromisso com o nível de especificação do produto 2 (PSL2) exige uma série rigorosa de testes mecânicos destrutivos que vão além da simples confirmação de tração. Esses testes formam o cadinho da integridade do pipeline, fornecendo garantia quantificada de que o avançado Processamento Termomecânico Controlado (TCCP) a metalurgia produziu um produto capaz de resistir à fratura frágil, especialmente em situações de alto estresse, baixa temperatura, ou ambientes de serviço dinâmicos. Esta confiança em dados verificáveis da mecânica da fratura, em vez de propriedades materiais assumidas, é o principal diferencial que justifica o posicionamento premium dos materiais PSL2 no planejamento de infraestrutura crítica.
1. Entalhe em V Charpy (Cvn) Teste: A medida da resistência
O Charpy V-Notch (Cvn) o teste de impacto é o exame destrutivo mais importante exigido pelo PSL2, servindo como quantificador definitivo da tenacidade do material do tubo – sua capacidade de absorver energia plasticamente antes de fraturar na presença de um defeito agudo. Este teste é crucial porque os gasodutos de alta pressão, em particular, requerem resistência do material suficiente para deter uma trinca frágil em propagação antes que ela possa atravessar a circunferência do tubo e causar uma ruptura catastrófica ao longo de todo o comprimento da linha.
A metodologia é específica e inegociável: pequeno, amostras usinadas com precisão retiradas do corpo do tubo (e muitas vezes a zona afetada pelo calor, ou HAZ, da costura LSAW) são resfriados a uma temperatura mínima de projeto especificada, que muitas vezes se correlaciona com a temperatura de serviço prevista mais fria do gasoduto (por exemplo, $0^{\circ}\text{C}$ ou $-20^{\circ}\text{C}$). A amostra é então atingida por um martelo de pêndulo calibrado e a energia absorvida durante a falha é registrada em Joules. (ou pés-lbs). Para X60M PSL2, A API 5L determina não apenas valores mínimos médios de absorção de energia para o corpo do tubo e para a costura de solda, mas também valores mínimos de expansão lateral e aparência de fratura por cisalhamento para distinguir entre modos de falha dúcteis e frágeis. O aço TMCP da Abtersteel é especificamente otimizado para maximizar a microestrutura de granulação fina, garantindo que os resultados do CVN excedam consistentemente os valores mínimos de energia, proporcionando assim confiança verificável contra a propagação de trincas frágeis, um modo de falha que é universalmente inaceitável em sistemas modernos de alta pressão. Este protocolo de teste garante que a resistência inerente da classe X60 corresponda à resiliência dinâmica necessária.
2. Testes obrigatórios de dureza e prontidão para serviços ácidos
Embora não seja explicitamente especificado para cada aplicativo PSL2, os requisitos para segmentos de pipeline destinados ao serviço ácido (oleodutos que transportam hidrocarbonetos com concentrações significativas de sulfeto de hidrogênio, $\text{H}_2\text{S}$) impor uma restrição técnica imediata e crítica que exige testes de dureza meticulosos. $\text{H}_2\text{S}$ pode levar a rachaduras induzidas por hidrogênio (Hic) ou rachadura por estresse de sulfeto (SSC), ambos são promovidos exponencialmente quando a dureza do aço excede certos limites.
PSL2, com seus rigorosos controles químicos (baixo teor de enxofre e carbono equivalente), posiciona inerentemente o tubo X60M para uso potencial em serviços ácidos, mas a confirmação final está no teste de dureza Vickers ou Rockwell. A dureza máxima aceitável é frequentemente definida em $248 \text{ HV}$ (Dureza Vickers) para mitigar a suscetibilidade ao SSC. Isto é particularmente crítico na Zona Afetada pelo Calor (HAZ) da costura LSAW, já que o rápido resfriamento próximo à solda pode às vezes levar ao endurecimento localizado. Os protocolos de controle de qualidade da Abtersteel incluem travessias sistemáticas de dureza em toda a solda LSAW e HAZ, garantindo que toda a junta soldada mantenha um perfil de dureza abaixo dos limites, garantindo resistência aos mecanismos de fissuração ambiental. Esta atenção às propriedades localizadas do material na área estrutural mais crítica – a solda – é uma característica definidora da verdadeira fabricação de dutos de alta integridade.
O imperativo não destrutivo: END para garantia de solda e carroceria
A garantia fornecida pelos testes destrutivos é baseada em amostras; confirma a integridade potencial do material. A prova final de qualidade, no entanto, depende de testes não destrutivos (END), que é aplicado sistematicamente a cada milímetro do comprimento do tubo fabricado. Para PSL2, O END é obrigatório e os seus critérios de aceitação são significativamente mais rigorosos do que os do PSL1. Este exame abrangente garante que nenhum defeito prejudicial, inclusões, ou descontinuidades - que podem ter se originado durante a laminação da placa ou no processo de soldagem LSAW - permanecem ocultas dentro da parede do tubo.
1. Teste ultrassônico (EUA) da costura de solda
Teste Ultrassônico Automatizado (EUA) é o principal método usado para inspecionar a integridade de toda a costura LSAW. UT envolve a propagação de ondas sonoras de alta frequência através do material e a análise dos ecos refletidos. Qualquer descontinuidade interna (como falta de fusão, porosidade, ou inclusões de escória) refletirá a energia sonora, sinalizando a localização e o tamanho do defeito.
Para X60M PSL2, os critérios de aceitação para defeitos detectados pela UT são excepcionalmente rigorosos, muitas vezes exigindo o reparo ou rejeição de juntas de tubos que contêm falhas muito menores do que aquelas aceitáveis em tubulações de especificações mais baixas. O sistema foi projetado não apenas para detectar defeitos grosseiros, mas para mapear até mesmo pequenas falhas internas que poderiam potencialmente se propagar sob carga de tensão cíclica ao longo da vida útil do gasoduto. Além disso, sondas UT específicas são usadas para inspecionar as áreas finais do tubo – a zona crítica onde as soldas circunferenciais de campo serão colocadas – para garantir que as bordas estejam livres de laminação ou inclusões que possam comprometer a solda final da construção.
2. Teste Radiográfico (TR) e testes hidrostáticos
Teste Radiográfico (TR), utilizando raios X ou raios gama, fornece um registro visual permanente da qualidade interna da solda. Embora o UT seja altamente eficaz para detectar falhas planares, A RT é frequentemente usada como técnica complementar, particularmente no início e no final de cada comprimento de tubo, para verificar a homogeneidade estrutural da solda e detectar falhas volumétricas como grandes poros de gás ou aglomerados de inclusões. O uso de UT e RT garante capacidade máxima de detecção contra vários tipos de defeitos, uma redundância necessária para o padrão PSL2.
A final, O teste físico absoluto aplicado ao tubo acabado é o Teste Hidrostático. Cada comprimento de tubo é vedado e pressurizado internamente com água a um nível que normalmente gera $90\%$ para $100\%$ do limite de escoamento mínimo especificado (SMYS) do aço X60M por um período de espera definido. Este teste serve duas funções críticas:
-
Teste de prova: Isso prova que a estrutura do tubo e a costura LSAW podem suportar a tensão máxima prevista no arco sem ruptura, fornecendo a confirmação final da integridade da contenção de pressão.
-
Expansão Volumétrica: O teste submete o material a níveis de tensão que podem induzir uma expansão plástica mensurável, agindo efetivamente como um filtro de qualidade, expandindo permanentemente quaisquer falhas sutis que possam se propagar posteriormente sob pressão operacional normal. Qualquer tubo que vaze ou falhe durante este processo é imediatamente rejeitado, garantindo que apenas componentes estruturalmente sólidos saiam do chão de fábrica.
Portão de Qualidade Final: Inspeção de revestimento e prontidão em campo
Mesmo depois de comprovada a integridade metalúrgica e estrutural, a durabilidade a longo prazo do produto depende da verificação final da qualidade do revestimento anticorrosivo 3PE e da preparação meticulosa para o transporte.
1. 3Adesão PE e garantia de testes de férias
O revestimento 3PE é submetido a verificações finais para garantir a sua eficácia como barreira contra a corrosão:
-
Detecção de férias: Cada centímetro do revestimento é escaneado com um sensor de alta tensão, como observado anteriormente. O critério de aceitação é a ausência absoluta de ‘feriados’ (furos ou descontinuidades de revestimento) que poderia expor o aço ao meio ambiente e concentrar a atividade de corrosão. Este teste garante uma blindagem dielétrica perfeita.
-
Teste de adesão de casca: Amostras do tubo revestido são testadas para garantir que a camada de polietileno mantém a resistência de ligação mecânica necessária ao primer FBE subjacente através da camada adesiva. Este teste verifica se o revestimento não irá descascar devido ao manuseio ou tensões do solo durante a instalação, mantendo sua integridade mecânica e dielétrica ao longo de sua vida útil.
2. End Capping e Passivação Final
A prevenção de corrosão de tubos refere -se a medidas para desacelerar ou impedir a corrosão e a deterioração dos tubos sob a ação química ou eletroquímica do meio interno e externo ou pelas atividades metabólicas dos microorganismos. Por que os tubos de aço sem costura precisam ser anticorrosivos? O tubo de aço sem costura é um tubo de aço relativamente alto. Afinal, A matéria -prima é ferro, que também enferrujará, que afetará a vida útil do serviço no pipeline. Portanto, A anticorrosão do tubo de aço sem costura também é um processo que deve ser feito antes da construção do oleoduto. Para o tubo de aço sem costura, é usado principalmente para a anticorrosão ou a anticorrosão de alcatrão de carvão epóxi.

O tubo de soldagem por arco submerso longitudinalmente é subdividido em UOE, RBE, Tubo de aço JCOE de acordo com seus diferentes métodos de formação. O tubo de aço soldado longitudinal de alta frequência tem características de processo relativamente simples e produção contínua rápida, e tem ampla utilização na construção civil,petroquímico, indústria leve e outros setores. Usado principalmente para transportar fluidos de baixa pressão ou transformados em vários componentes de engenharia e produtos industriais leves.
API 5L: Especificações e tolerâncias de tubos de aço API 5L especifica padrões para tubos de aço sem costura e soldados usados em sistemas de transporte por dutos nas indústrias de petróleo e gás natural.
Tubos de aço LSAW, seja produzido através da UOE, JCOE (Dobra de imprensa), ou JCOE (Dobragem de rolo) métodos, são essenciais para diversas aplicações industriais devido à sua alta resistência, precisão dimensional, e conformidade com vários padrões internacionais. Cada processo de fabricação tem suas vantagens exclusivas, tornando esses tubos adequados para o transporte de fluidos e gases, bem como para uso em projetos estruturais e de engenharia.

Os tubos DSAW são uma excelente escolha para aplicações exigentes devido à sua precisão de fabricação, força, e versatilidade. Seja reto ou soldado em espiral, esses tubos atendem aos rigorosos padrões da indústria e são uma solução confiável para o transporte de fluidos e gases sob alta pressão.

Os tubos de aço ASTM A53 LSAW são uma escolha confiável para diversas aplicações industriais devido à sua resistência, durabilidade, e processo de fabricação de alta qualidade. Seja usado no transporte de fluidos, projetos estruturais, ou sistemas mecânicos, esses tubos oferecem excelente desempenho e confiabilidade a longo prazo.
