
ระบบการผลิตสปูล

การผลิตสปูล: การวิเคราะห์ที่ครอบคลุม
คำนิยาม: แกนท่อเป็นส่วนสำเร็จรูปของระบบท่อ, โดยทั่วไปประกอบด้วยท่อ, ฟิตติ้ง (เช่น, ข้อศอก, เสื้อยืด, ลดลง), หน้าแปลน, วาล์ว, และส่วนประกอบอื่น ๆ, ประกอบในสภาพแวดล้อมที่ควบคุมได้ (เช่น, ร้านผลิต) ก่อนที่จะถูกส่งไปยังสถานที่ก่อสร้างเพื่อติดตั้ง. วิธีการแบบแยกส่วนนี้ทำให้การดำเนินโครงการมีความคล่องตัว, เพิ่มการควบคุมคุณภาพ, และลดแรงงานในสถานที่, ทำให้เป็นรากฐานสำคัญของระบบท่ออุตสาหกรรมที่ทันสมัย.
การวิเคราะห์นี้ขยายแนวคิดพื้นฐานโดยการดำน้ำลึกเข้าไปในกระบวนการผลิต, เทคโนโลยีขั้นสูง, การพิจารณาด้านสิ่งแวดล้อม, การเพิ่มประสิทธิภาพต้นทุน, และแนวโน้มอุตสาหกรรมระดับโลก. โครงสร้างรวมถึง:
- รู้เบื้องต้นเกี่ยวกับการผลิตสปูล
- พารามิเตอร์สำคัญในการผลิต (ด้วยตาราง)
- การวิเคราะห์ทางวิทยาศาสตร์และทางเทคนิค
- วัสดุขั้นสูงและการใช้งานของพวกเขา
- กระบวนการผลิตและเทคโนโลยี
- การประกันคุณภาพและมาตรฐานอุตสาหกรรม
- ข้อควรพิจารณาด้านสิ่งแวดล้อมและความยั่งยืน
- กลยุทธ์การเพิ่มประสิทธิภาพต้นทุน
- แนวโน้มและกรณีศึกษาทั่วโลก
- คำหลัก SEO สำหรับการมองเห็นที่เพิ่มขึ้น
- บทสรุป
1. รู้เบื้องต้นเกี่ยวกับการผลิตสปูล
การผลิตท่อเป็นสปูลเป็นกระบวนการผลิตเฉพาะที่เกี่ยวข้องกับการประกอบส่วนประกอบท่อลงในส่วนที่ออกแบบไว้ล่วงหน้า, หรือ “สปูล,” ที่พร้อมสำหรับการติดตั้งในโรงงานอุตสาหกรรม. สิ่งอำนวยความสะดวกเหล่านี้รวมถึงโรงกลั่นน้ำมัน, พืชเคมี, โรงไฟฟ้า, สิ่งอำนวยความสะดวกด้านการบำบัดน้ำ, และหน่วยการผลิตยา. วิธีการสำเร็จรูปช่วยให้การผลิตที่แม่นยำภายใต้เงื่อนไขที่ควบคุม, การลดข้อผิดพลาด, ลดเวลาการก่อสร้างในสถานที่, และปรับปรุงความปลอดภัยโดยการ จำกัด งานภาคสนามอันตราย.

ประโยชน์ที่สำคัญ
- การประกันคุณภาพ: สภาพแวดล้อมที่มีการควบคุมทำให้มั่นใจได้ว่าคุณภาพการเชื่อมและความแม่นยำในการเชื่อมที่สอดคล้องกัน.
- ประสิทธิภาพ: การประดิษฐ์แบบขนานช่วยลดระยะเวลาโครงการโดยอนุญาตให้ทำงานในสถานที่และนอกสถานที่พร้อมกัน.
- ประหยัดต้นทุน: ลดแรงงานภาคสนามและทำใหม่, ลดต้นทุนโครงการโดยรวม.
- ความปลอดภัย: ลดการเชื่อมในสถานที่และการยกหนัก, บรรเทาความเสี่ยงในสภาพแวดล้อมที่เป็นอันตราย.
- ความยืดหยุ่น: สปูลแบบแยกส่วนเหมาะสำหรับโครงการขนาดใหญ่ที่มีการกำหนดค่าท่อซ้ำ ๆ.
ความท้าทาย
- โลจิสติกส์: การขนส่งสปูลขนาดใหญ่หรือซับซ้อนต้องใช้อุปกรณ์พิเศษและการวางแผน.
- การเลือกใช้วัสดุ: ส่วนประกอบจะต้องเข้ากันได้กับของเหลวกระบวนการ, อุณหภูมิ, และแรงกดดัน.
- การประสานงาน: การออกแบบและการวัดที่แม่นยำเป็นสิ่งสำคัญเพื่อให้แน่ใจว่าสปูลสอดคล้องกับระบบในสถานที่.
การวิเคราะห์นี้จะสำรวจแง่มุมเหล่านี้โดยละเอียด, จัดหารากฐานทางวิทยาศาสตร์เพื่อทำความเข้าใจกระบวนการผลิตและการใช้งาน.
2. พารามิเตอร์สำคัญในการผลิตสปูล
ความสำเร็จของการผลิตท่อพูลในการควบคุมพารามิเตอร์ที่สำคัญที่มีผลต่อประสิทธิภาพของสปูล, ความทนทาน, และการปฏิบัติตามมาตรฐานอุตสาหกรรม. ด้านล่างนี้เป็นตารางโดยละเอียดสรุปพารามิเตอร์เหล่านี้, ตามด้วยคำอธิบายความสำคัญของพวกเขา.
โต๊ะ 1: พารามิเตอร์สำคัญในการผลิตสปูล
| พารามิเตอร์ | คำอธิบาย | ค่า/มาตรฐานทั่วไป | ผลกระทบต่อการผลิต |
|---|---|---|---|
| เส้นผ่านศูนย์กลางท่อ | เส้นผ่านศูนย์กลางของท่อ (NPS หรือ DN) | 1/2” ถึง 48” (กรมอุทยานฯ), DN15 ถึง DN1200 | กำหนดขนาดสปูล, น้ำหนัก, และข้อกำหนดการเชื่อม. |
| ความหนาของผนัง | ความหนาของผนังท่อ (กำหนดเวลาหรือ MM) | ช 10, 40, 80, 160; 2–50 มม. | ส่งผลกระทบต่อการจัดอันดับความดัน, ความยากลำบากในการเชื่อม, และต้นทุนวัสดุ. |
| ประเภทวัสดุ | วัสดุของท่อและส่วนประกอบ | เหล็กกล้าคาร์บอน, สแตนเลส, โลหะผสมเหล็ก, ฯลฯ. | ผลกระทบต่อความต้านทานการกัดกร่อน, ความแข็งแกร่ง, และความสามารถในการเชื่อม. |
| เกณฑ์การเชื่อมความไม่สมบูรณ์ | ขีด จำกัด ที่ยอมรับได้สำหรับความไม่สมบูรณ์ของการเชื่อม (เช่น, ความพรุน, รอยแตก) | ASME B31.3, เอพีไอ 1104, ไอเอสโอ 5817 | สร้างความมั่นใจในความสมบูรณ์ของโครงสร้างและการปฏิบัติตามมาตรฐาน. |
| มุมเอียง | มุมการเตรียมการปลายท่อสำหรับการเชื่อม | 30° –37.5 ° (โดยทั่วไป 37.5 °สำหรับ V-groove) | ส่งผลกระทบต่อการเจาะและความแข็งแรงของรอยเชื่อม. |
| กระบวนการเชื่อม | ประเภทของการเชื่อมที่ใช้ (เช่น, GTAW, สมาว, การยิง) | ทีไอจี, ฉัน, ติด, อาร์คจมอยู่ใต้น้ำ | กำหนดคุณภาพการเชื่อม, ความเร็ว, และค่าใช้จ่าย. |
| ความทนทานต่อการพอดี | ความแม่นยำในการจัดตำแหน่งของส่วนประกอบก่อนการเชื่อม | ± 1–2 มม. (ขึ้นอยู่กับมาตรฐาน) | สร้างความมั่นใจในการจัดตำแหน่งร่วมที่เหมาะสมและลดความเครียด. |
| ความดันทดสอบอุทกสถิต | ความดันที่ใช้ในระหว่างการทดสอบเพื่อให้แน่ใจว่ามีความสมบูรณ์ | 1.5x การออกแบบแรงดัน (ASME B31.3) | ตรวจสอบความสมบูรณ์ของสปูลภายใต้เงื่อนไขการดำเนินงาน. |
| พื้นผิวเสร็จสิ้น | การรักษาพื้นผิว (เช่น, ดอง, การผ่าน, การเคลือบ) | RA 0.8-3.2 µm (สำหรับสแตนเลส) | ผลกระทบต่อความต้านทานการกัดกร่อนและลักษณะการไหลของของไหล. |
| ความทนทานต่อมิติ | การเบี่ยงเบนที่อนุญาตในมิติสปูล | ความยาว± 3 มม., ± 1.5 มม. สำหรับการจัดตำแหน่ง | สร้างความมั่นใจในความเข้ากันได้กับการติดตั้งภาคสนาม. |
| การรักษาความร้อน | การรักษาความร้อนหลังการแข่งขัน (สวท) ความต้องการ | 600–700 ° C สำหรับเหล็กกล้าคาร์บอน (ถ้าจำเป็น) | ลดความเครียดที่เหลือและปรับปรุงความทนทานของการเชื่อม. |
| การทดสอบแบบไม่ทำลาย (NDT) | วิธีการตรวจจับข้อบกพร่อง (เช่น, RT, ยูทาห์, PT, มท) | การถ่ายภาพรังสี, เกี่ยวกับอัลตราโซนิก, ย้อม, อนุภาคแม่เหล็ก | สร้างความมั่นใจในการเชื่อมและความสมบูรณ์ของวัสดุโดยไม่ทำลายสปูล. |
| น้ำหนักสปูล | น้ำหนักรวมของสปูลประดิษฐ์ | 10 กิโลกรัมถึงหลายตัน | ส่งผลกระทบต่อข้อกำหนดการขนส่งและการยก. |
| ค่าเผื่อการกัดกร่อน | ความหนาของผนังเพิ่มเติมเพื่ออธิบายการกัดกร่อน | 1–3 มม. (ขึ้นอยู่กับวัสดุและสิ่งแวดล้อม) | ยืดอายุการใช้งานในสภาพแวดล้อมการกัดกร่อน. |
| การขยายตัวทางความร้อน | การขยายตัวของวัสดุภายใต้อุณหภูมิการทำงาน | 12–16 µm/m · K (ขึ้นอยู่กับวัสดุ) | ต้องมีข้อควรพิจารณาในการออกแบบข้อต่อหรือการสนับสนุนการขยายตัว. |
คำอธิบายของพารามิเตอร์สำคัญ
- เส้นผ่านศูนย์กลางท่อและความหนาของผนัง: เส้นผ่านศูนย์กลางและความหนาของผนังเป็นตัวกำหนดความสามารถของสปูลในการรับมือกับแรงดันและการไหล. เส้นผ่านศูนย์กลางที่ใหญ่ขึ้นรองรับอัตราการไหลที่สูงขึ้น แต่เพิ่มค่าใช้จ่ายวัสดุและการผลิต. ความหนาของผนัง, แสดงเป็นตาราง (เช่น, ช 40) หรือในมิลลิเมตร, ถูกเลือกตามการจัดอันดับความดันและค่าเผื่อการกัดกร่อน.
- การพิจารณาทางวิทยาศาสตร์: ความเครียดห่วง (อัน) ในท่อคำนวณเป็น:
s = (P · D) / (2ที)
ที่ไหน
Pคือความดันภายใน,Dเส้นผ่านศูนย์กลางภายนอก, และtความหนาของผนังคือ. สิ่งนี้ทำให้มั่นใจได้ว่าสปูลทนต่อความเครียดในการปฏิบัติงาน. - ประเภทวัสดุ: วัสดุเช่นเหล็กคาร์บอน, สแตนเลส, และเหล็กกล้าเหล็กกล้าถูกเลือกตามของเหลวกระบวนการ, อุณหภูมิ, และสภาพแวดล้อม. ตัวอย่างเช่น, สแตนเลส 316L ใช้ในสภาพแวดล้อมการกัดกร่อนเนื่องจากปริมาณโมลิบดีนัม, ซึ่งช่วยเพิ่มความต้านทานต่อหลุม.
- การพิจารณาทางวิทยาศาสตร์: คุณสมบัติของวัสดุเช่นความแข็งแรงของผลผลิต, การนำความร้อน, และความต้านทานการกัดกร่อนเป็นสิ่งสำคัญ. เช่น, เหล็กกล้าคาร์บอน (มาตรฐาน ASTM A106) มีความแข็งแรงของผลผลิต ~ 240 MPa, เหมาะสำหรับแอปพลิเคชันแรงดันปานกลาง.
- เกณฑ์การเชื่อมความไม่สมบูรณ์: เชื่อมความไม่สมบูรณ์ (เช่น, ความพรุน, รอยแตก) ต้องปฏิบัติตามมาตรฐานเช่น ASME B31.3 หรือ ISO 5817 เพื่อให้แน่ใจว่ามีความสมบูรณ์ของโครงสร้าง. การทดสอบแบบไม่ทำลาย (NDT) วิธีการเช่นการถ่ายภาพรังสี (RT) และการทดสอบอัลตราโซนิก (ยูทาห์) ตรวจจับข้อบกพร่องใต้ผิวดิน.
- การพิจารณาทางวิทยาศาสตร์: ความไม่สมบูรณ์ทำหน้าที่เป็นตัวเน้นความเครียด, ลดอายุการใช้งานความเหนื่อยล้า. เกณฑ์การยอมรับทำให้มั่นใจได้ว่ารอยเชื่อมตรงตามข้อกำหนดด้านประสิทธิภาพ.
- มุมเอียงและความทนทานต่อการพอดี: มุมโค้งงอ 30 ° –37.5 °ทำให้มั่นใจได้ว่าการเจาะการเชื่อมที่เหมาะสม, ในขณะที่ความทนทานต่อการพอดี (± 1–2 มม.) ลดการเยื้องศูนย์และความเครียดที่เหลืออยู่.
- การพิจารณาทางวิทยาศาสตร์: มุมเอียงมีผลต่อการเปลี่ยนแปลงของสระว่ายน้ำเชื่อมและโซนที่ได้รับผลกระทบจากความร้อน (ฮาซ). การเยื้องศูนย์เพิ่มความเข้มข้นของความเครียด, เสี่ยงต่อความล้มเหลวก่อนวัยอันควร.
- กระบวนการเชื่อม: กระบวนการเช่นการเชื่อมส่วนโค้งของก๊าซทังสเตน (GTAW/TIG) เสนอความแม่นยำสูง, ในขณะที่การเชื่อมโค้งโลหะแก๊ส (GMAW/มิก) เร็วกว่าสำหรับการผลิตในปริมาณมาก. การเชื่อมอาร์คแบบจมอยู่ใต้น้ำ (เลื่อย) ใช้สำหรับท่อขนาดใหญ่ขนาดใหญ่.
- การพิจารณาทางวิทยาศาสตร์: อินพุตความร้อน, คำนวณเป็น:
Q = (แรงดันไฟฟ้า·ปัจจุบัน· 60) / ความเร็วในการเชื่อม (มม./นาที)
ส่งผลกระทบต่อโครงสร้างจุลภาค HAZ. อินพุตความร้อนที่ลดลงช่วยลดการบิดเบือนและความเสี่ยงการแตกร้าว.
- ความดันทดสอบอุทกสถิต: การทดสอบแบบ hydrostatic ที่ความดันการออกแบบ 1.5x (ต่อ ASME B31.3) ตรวจสอบความสมบูรณ์ของสปูลภายใต้เงื่อนไขการดำเนินงาน.
- การพิจารณาทางวิทยาศาสตร์: การทดสอบทำให้มั่นใจได้ว่าไม่มีการรั่วไหลหรือการเสียรูป, ตรวจสอบความถูกต้องของการเชื่อมและคุณภาพของวัสดุ.
- พื้นผิวเสร็จสิ้นและการรักษาความร้อน: พื้นผิวเรียบเสร็จสิ้น (เช่น, RA 0.8 µm สำหรับสแตนเลส) มีความสำคัญในการใช้ยาเพื่อป้องกันการเจริญเติบโตของแบคทีเรีย. การรักษาความร้อนหลังการแข่งขัน (สวท) ที่ 600–700 ° C ช่วยลดความเครียดที่เหลืออยู่ในรอยเชื่อม.
- การพิจารณาทางวิทยาศาสตร์: PWHT ช่วยเพิ่มความทนทานในการเชื่อมโดยการเปลี่ยนโครงสร้างจุลภาค HAZ, ลดความเสี่ยงเช่นการร้าวการกัดกร่อนของความเครียด.
3. การวิเคราะห์ทางวิทยาศาสตร์และทางเทคนิค
การประดิษฐ์ท่อรวม, วิศวกรรมเครื่องกล, พลวัตของเหลว, และการประกันคุณภาพ. ด้านล่างเป็นการวิเคราะห์โดยละเอียดของแง่มุมเหล่านี้.
3.1 วิทยาศาสตร์วัสดุ
การเลือกวัสดุนั้นขับเคลื่อนด้วยข้อกำหนดการปฏิบัติงาน:
- คุณสมบัติทางกล: ผลผลิตและแรงดึงกำหนดความสามารถของสปูลในการทนต่อแรงดันและภาระภายนอก. ตัวอย่างเช่น, โลหะผสมเหล็กกล้า p91 (ความแข็งแรงของผลผลิต ~ 415 MPa) ใช้ในโรงไฟฟ้าอุณหภูมิสูง.
- ความต้านทานการกัดกร่อน: สแตนเลส 316L มีอัตราการกัดกร่อน <0.1 มม./ปีในน้ำทะเล, เปรียบเทียบกับ >1 มม./ปีสำหรับเหล็กกล้าคาร์บอน, ทำให้เหมาะสำหรับการใช้งานทางทะเล.
- คุณสมบัติทางความร้อน: วัสดุที่มีการขยายตัวทางความร้อนสูง (เช่น, 16 µm/m · k สำหรับ 316 เอสเอส) ต้องการข้อต่อการขยายเพื่อป้องกันการเสียรูปในระบบอุณหภูมิสูง.
การคำนวณตัวอย่าง
สำหรับ 12 นิ้ว (304.8 มม) ท่อเหล็กคาร์บอน (ASTM A106 gr. บี) กับ 10 ความหนาของผนังมม. และ 50 บาร์ (5 MPa) ความดันภายใน:
ด้วยความแข็งแรงของผลผลิต 240 MPa, ปัจจัยด้านความปลอดภัยคือ:
สิ่งนี้ยืนยันความเหมาะสมของท่อสำหรับแอปพลิเคชัน.
3.2 วิทยาศาสตร์การเชื่อม
การเชื่อมมีความสำคัญต่อความสมบูรณ์ของสปูล:
- อินพุตความร้อน: อินพุตความร้อนที่มากเกินไปทำให้การเจริญเติบโตของเมล็ดใน HAZ, ลดความเหนียว. GTAW ที่มีอินพุตความร้อนต่ำเป็นที่ต้องการสำหรับวัสดุอัลลอยด์สูง.
- เชื่อมความไม่สมบูรณ์: ความพรุนและรอยแตกจะลดลงผ่านก๊าซป้องกันที่เหมาะสม (เช่น, อาร์กอนสำหรับ gtaw) และการฝึกช่างเชื่อม.
- ความเครียดที่เหลืออยู่: PWHT หรือการควบคุมการระบายความร้อนช่วยบรรเทาความเครียดจากการขยายตัวทางความร้อนและการหดตัว.
3.3 พลวัตของเหลว
ลักษณะการไหลภายในของสปูลส่งผลกระทบต่อประสิทธิภาพการทำงาน:
- แรงดันตก: คำนวณโดยใช้สมการ Darcy-Weisbach:
ΔP = f · (ล / ดี) - (P V² / 2)
ที่ไหน
fเป็นปัจจัยแรงเสียดทาน,Lคือความยาวท่อ,Dเส้นผ่านศูนย์กลาง,ρความหนาแน่นของของไหลคือ, และVเป็นความเร็ว. - ระบอบการปกครอง: การไหลแบบปั่นป่วนเพิ่มความดันลดลงและการกัดเซาะ. พื้นผิวเรียบ (เช่น, สแตนเลสไฟฟ้า) ลดความปั่นป่วน.
3.4 ความสมบูรณ์ของโครงสร้าง
สปูลจะต้องทนต่อแรงกดดันภายใน, โหลดภายนอก (เช่น, เกี่ยวกับแผ่นดินไหว, ลม), และการขยายตัวทางความร้อน. การวิเคราะห์องค์ประกอบจำกัด (กฟภ) จำลองความเครียดเพื่อให้แน่ใจว่าสอดคล้องกับมาตรฐานเช่น ASME B31.3.
4. วัสดุขั้นสูงและการใช้งานของพวกเขา
นอกเหนือจากวัสดุมาตรฐาน, วัสดุขั้นสูงถูกนำมาใช้มากขึ้นสำหรับการใช้งานเฉพาะ. ด้านล่างนี้เป็นตารางสรุปวัสดุทั่วไปและขั้นสูง.
โต๊ะ 2: วัสดุสำหรับการผลิตสปูล
| วัสดุ | มาตรฐาน | การใช้งาน | ข้อดี | ข้อจำกัด |
|---|---|---|---|---|
| เหล็กกล้าคาร์บอน (a106 gr. บี) | มาตรฐาน ASTM A106 | น้ำมันและก๊าซ, น้ำ, ไอน้ำ | คุ้มค่า, มีความแข็งแรงสูง | ไวต่อการกัดกร่อน |
| สแตนเลส (304/316) | มาตรฐาน ASTM A312 | เคมี, เกี่ยวกับเภสัชกรรม, ทะเล | ทนต่อการกัดกร่อน, ทนทาน | ต้นทุนที่สูงขึ้น, ความแข็งแรงต่ำกว่าเหล็กกล้าคาร์บอน |
| โลหะผสมเหล็ก (P91, หน้า 22) | มาตรฐาน ASTM A335 | โรงไฟฟ้าอุณหภูมิสูง | ความแข็งแรงอุณหภูมิสูง, ความต้านทานการคืบคลาน | แพง, ต้องใช้ PWHT |
| สแตนเลสเพล็กซ์ | มาตรฐาน ASTM A790 | น้ำมันและก๊าซนอกชายฝั่ง, สภาพแวดล้อมที่มีฤทธิ์กัดกร่อน | มีความแข็งแรงสูง, ทนต่อการกัดกร่อนได้ดีเยี่ยม | การเชื่อมที่ซับซ้อน, ราคาสูง |
| อินโคเนล 625 | มาตรฐาน ASTM B444 | การกัดกร่อนที่รุนแรง, ระบบอุณหภูมิสูง | ความต้านทานการกัดกร่อนที่ยอดเยี่ยม, มีความแข็งแรงสูง | แพงมาก, ความท้าทายในการเชื่อม |
| ไทเทเนียม (gr. 2) | ASTM B861 | การบินและอวกาศ, การแปรรูปทางเคมี | มีน้ำหนักเบา, ทนต่อการกัดกร่อน | ราคาสูง, ความพร้อมใช้งาน จำกัด |
| เอชดีพีอี | ASTM D3035 | น้ำ, ระบบเคมีแรงดันต่ำ | ทนต่อการกัดกร่อน, ยืดหยุ่นได้ | จำกัด เพียงอุณหภูมิและแรงกดดันต่ำ |
การพิจารณาทางวิทยาศาสตร์
- การกัดกร่อน: สแตนเลสเพล็กซ์และ Inconel 625 เสนอความต้านทานที่เหนือกว่าในสภาพแวดล้อมที่ก้าวร้าวเช่นแพลตฟอร์มนอกชายฝั่ง.
- เสถียรภาพทางความร้อน: เหล็กกล้าอัลลอยด์เช่น P91 ต้านทานการคืบที่อุณหภูมิสูงถึง 600 ° C, เหมาะอย่างยิ่งสำหรับโรงไฟฟ้า.
- ความสามารถในการเชื่อม: วัสดุอัลลอยด์สูงเช่น Inconel ต้องการเทคนิคการเชื่อมแบบพิเศษ (เช่น, GTAW พร้อมการควบคุมความร้อนที่แม่นยำ) เพื่อหลีกเลี่ยงการแตกร้าว.
5. กระบวนการผลิตและเทคโนโลยี
การผลิตท่อปูท่อเกี่ยวข้องกับหลายขั้นตอน, แต่ละการใช้ประโยชน์จากเทคโนโลยีขั้นสูงเพื่อเพิ่มประสิทธิภาพและคุณภาพ.
5.1 ตัดและเอียง
- กระบวนการ: ท่อจะถูกตัดให้มีความยาวที่แม่นยำและเอียงสำหรับการเชื่อมโดยใช้การตัดพลาสมา, การตัดเลเซอร์, หรือเลื่อยกล.
- อุปกรณ์: เครื่องตัดท่อ CNC, ระบบการเอียงอัตโนมัติ.
- ความก้าวหน้า: การตัดด้วยเลเซอร์มีความแม่นยำ± 0.1 มม., การลดของเสียจากวัสดุและทำให้มั่นใจได้ว่าเหมาะสม.
5.2 การเชื่อม
- กระบวนการ: วิธีการทั่วไป ได้แก่ GTAW, การยิง, และเลื่อย. ระบบการเชื่อมวงโคจรให้อัตโนมัติ, รอยเชื่อมที่มีความแม่นยำสูงสำหรับการใช้งานที่สำคัญ.
- อุปกรณ์: ช่างเชื่อมวงโคจร, แขนเชื่อมหุ่นยนต์, ช่างเชื่อม TIG/MIG.
- ความก้าวหน้า: การเชื่อมหุ่นยนต์ช่วยลดข้อผิดพลาดของมนุษย์และเพิ่มปริมาณงาน, ด้วยการตรวจสอบพารามิเตอร์เชื่อมแบบเรียลไทม์.
5.3 การประกอบและการพอดี
- กระบวนการ: ส่วนประกอบได้รับการจัดตำแหน่งโดยใช้อุปกรณ์จับยึดและแคลมป์เพื่อให้แน่ใจว่ามีความคลาดเคลื่อนอย่างแน่นหนา.
- อุปกรณ์: ระบบจัดตำแหน่งอัตโนมัติ, เครื่องมือพอดีด้วยเลเซอร์นำทาง.
- ความก้าวหน้า: 3การสแกน d ทำให้มั่นใจได้ว่าการจัดตำแหน่งที่แม่นยำ, ลดการทำซ้ำ.
5.4 การตรวจสอบและทดสอบ
- กระบวนการ: วิธีการ NDT (เช่น, RT, ยูทาห์, PT) ตรวจพบข้อบกพร่อง, ในขณะที่การทดสอบแบบ hydrostatic ตรวจสอบความสมบูรณ์.
- อุปกรณ์: ระบบเอ็กซ์เรย์ดิจิตอล, เครื่องตรวจจับข้อบกพร่องอัลตราโซนิก, แท่นทดสอบแรงดัน.
- ความก้าวหน้า: การทดสอบอัลตราโซนิก (ติดต่อ) จัดทำแผนที่ข้อบกพร่องโดยละเอียด, การปรับปรุงความแม่นยำในการตรวจสอบ.
6. การประกันคุณภาพและมาตรฐานอุตสาหกรรม
การประกันคุณภาพทำให้มั่นใจได้ว่าสปูลเป็นไปตามข้อกำหนดด้านประสิทธิภาพและความปลอดภัย. มาตรฐานที่สำคัญ ได้แก่:
- ASME B31.3: ควบคุมกระบวนการออกแบบท่อ, การประดิษฐ์, และการทดสอบ.
- เอพีไอ 1104: มาตรฐานการเชื่อมสำหรับท่อ.
- ไอเอสโอ 5817: ระดับคุณภาพการเชื่อมความไม่สมบูรณ์.
- มาตรฐานวัสดุ ASTM/ASME: ระบุคุณสมบัติของวัสดุ (เช่น, A106, A312).
มาตรการควบคุมคุณภาพ
- การตรวจสอบวัสดุ: ยืนยันใบรับรองวัสดุและดำเนินการสเปกโตรเมตรีสำหรับการวิเคราะห์องค์ประกอบ.
- การตรวจสอบเชื่อม: ใช้ NDT เพื่อให้แน่ใจว่าเชื่อมตามเกณฑ์การยอมรับ.
- การตรวจสอบมิติ: ตรวจสอบขนาดสปูลโดยใช้เครื่องมือวัดเลเซอร์.
- การทดสอบแรงดัน: ทำการทดสอบแบบ hydrostatic หรือ subicatic เพื่อยืนยันความหนาแน่นของการรั่วไหล.
- การตรวจสอบย้อนกลับ: รักษาแผนที่เชื่อม, รายงานทดสอบ, และบันทึกวัสดุ.
การพิจารณาทางวิทยาศาสตร์: การควบคุมกระบวนการทางสถิติ (SPC) ตรวจสอบอัตราข้อบกพร่อง, รับประกันคุณภาพที่สม่ำเสมอ. ตัวอย่างเช่น, แผนภูมิควบคุมความถี่เชื่อมความไม่สมบูรณ์ของการเชื่อม, รักษาความสอดคล้องกับ ISO 5817.
7. ข้อควรพิจารณาด้านสิ่งแวดล้อมและความยั่งยืน
การผลิตสปูลแบบท่อมีผลกระทบต่อสิ่งแวดล้อม, โดยเฉพาะอย่างยิ่งในการใช้วัสดุ, การใช้พลังงาน, และการจัดการขยะ:
- ประสิทธิภาพของวัสดุ: ปรับแต่งรูปแบบการตัดเพื่อลดเศษ. ซอฟต์แวร์การทำรัง CNC ช่วยลดขยะวัสดุได้ 10-15%.
- การใช้พลังงาน: ระบบเชื่อมและตัดอัตโนมัติใช้พลังงานที่สำคัญ. อุปกรณ์ประหยัดพลังงาน (เช่น, ช่างเชื่อมที่ใช้อินเวอร์เตอร์) ลดการบริโภคได้มากถึง 20%.
- การเคลือบและการรักษา: การเคลือบที่เป็นมิตรกับสิ่งแวดล้อม (เช่น, สีน้ำ) ลดสารประกอบอินทรีย์ระเหยง่าย (สารอินทรีย์ระเหยง่าย) การปล่อย.
- การรีไซเคิล: เศษโลหะจากการตัดถูกนำไปรีไซเคิล, ด้วยอัตราการรีไซเคิลเหล็กเกินกว่า 90% ในหลายภูมิภาค.
- แนวโน้มความยั่งยืน: การใช้โพลีเอทิลีนที่มีความหนาแน่นสูง (เอชดีพีอี) สำหรับระบบแรงดันต่ำช่วยลดผลกระทบต่อสิ่งแวดล้อมเนื่องจากความสามารถในการรีไซเคิลและความต้านทานการกัดกร่อน.
การพิจารณาทางวิทยาศาสตร์: การประเมินวงจรชีวิต (LCA) ปริมาณผลกระทบต่อสิ่งแวดล้อม, วัสดุชี้นำและการเลือกกระบวนการเพื่อลดการปล่อยก๊าซคาร์บอนไดออกไซด์.
8. กลยุทธ์การเพิ่มประสิทธิภาพต้นทุน
การเพิ่มประสิทธิภาพต้นทุนเป็นสิ่งสำคัญสำหรับการผลิตการแข่งขัน:
- ระบบอัตโนมัติ: การเชื่อมหุ่นยนต์และการตัด CNC ลดต้นทุนแรงงานลง 15–30%.
- การผลิตแบบลีน: กำจัดของเสียผ่านการส่งมอบวัสดุที่ทันเวลาและเวิร์กโฟลว์ที่ดีที่สุด.
- การออกแบบแบบแยกส่วน: สร้างมาตรฐานการออกแบบสปูลเพื่อลดเวลาทางวิศวกรรมและต้นทุนวัสดุ.
- เครื่องมือดิจิตอล: การสร้างแบบจำลองข้อมูลการสร้าง (บิม) และ 3D CAD ป้องกันข้อผิดพลาดในการออกแบบ, ลดต้นทุนการทำซ้ำได้มากถึง 20%.
- การจัดการซัพพลายเชน: การจัดหาเชิงกลยุทธ์และการซื้อต้นทุนวัสดุที่ต่ำลง.
การพิจารณาทางวิทยาศาสตร์: การเขียนโปรแกรมเชิงเส้นเพิ่มค่าใช้จ่าย:
ที่ไหน Cm เป็นค่าใช้จ่ายวัสดุ, Cl เป็นค่าใช้จ่ายแรงงาน, และ Ct เป็นค่าขนส่งหรือไม่, ขึ้นอยู่กับข้อ จำกัด เช่นกำหนดเวลาโครงการและมาตรฐานคุณภาพ.
9. แนวโน้มและกรณีศึกษาทั่วโลก
แนวโน้มระดับโลก
- อุตสาหกรรม 4.0: การบูรณาการ IoT และ AI ในร้านค้าการผลิตช่วยให้สามารถตรวจสอบคุณภาพการเชื่อมและประสิทธิภาพการผลิตแบบเรียลไทม์.
- ความยั่งยืน: ความต้องการที่เพิ่มขึ้นสำหรับวัสดุที่เป็นมิตรกับสิ่งแวดล้อมเช่น HDPE และการเคลือบต่ำ.
- การขยายตัวนอกชายฝั่ง: การเติบโตของโครงการน้ำมันและก๊าซนอกชายฝั่งเป็นอุปสงค์สำหรับสปูลที่ทนต่อการกัดกร่อน (เช่น, สแตนเลสเพล็กซ์).
- การเจริญเติบโตของเภสัชกรรม: ความต้องการที่เพิ่มขึ้นสำหรับระบบท่อที่ผ่านการฆ่าเชื้อในโรงงานชีวภาพ.
กรณีศึกษา 1: ท่อพืช LNG
ก๊าซธรรมชาติเหลว (lng) จำเป็นต้องใช้พืช 1,000 สปูลสำหรับบริการแช่แข็ง, การใช้สแตนเลส 316L และ Inconel 625. รวมความท้าทาย:
- ประสิทธิภาพอุณหภูมิต่ำ: วัสดุต้องทนต่อ -160 ° C.
- การกัดกร่อน: การสัมผัสกับน้ำทะเลจำเป็นต้องมีความต้านทานการกัดกร่อนสูง.
- ตารางเวลาที่แน่น: ระยะเวลาการผลิตหกเดือน.
สารละลาย
- GTAW ที่ใช้วงโคจรสำหรับรอยเชื่อมที่แม่นยำ.
- ดำเนินการ PAUT สำหรับ 100% การตรวจสอบเชื่อม.
- ใช้ BIM สำหรับการตรวจจับการปะทะกับระบบในสถานที่.
ผล
ส่งตรงเวลาที่มีข้อบกพร่องเป็นศูนย์ระหว่างการทดสอบแช่แข็ง.
กรณีศึกษา 2: สิ่งอำนวยความสะดวกทางชีวเวชภัณฑ์
โรงงาน biopharma ต้องการสปูลสตีลสแตนเลส 316L สำหรับระบบน้ำที่ผ่านการฆ่าเชื้อ. รวมถึงข้อกำหนด:
- พื้นผิวเสร็จสิ้น: RA < 0.5 µm เพื่อป้องกันการเจริญเติบโตของแบคทีเรีย.
- ความสะอาด: ไม่มีการปนเปื้อนในระหว่างการผลิต.
- การปฏิบัติตาม: มาตรฐาน FDA และ GMP.
สารละลาย
- การเชื่อมวงโคจรอัตโนมัติที่ใช้แล้วด้วยการป้องกันอาร์กอน.
- ดำเนินการด้วยไฟฟ้าและ passivation.
- ดำเนินการ 100% การทดสอบ RT และ hydrostatic.
ผล
สปูลเป็นไปตามข้อกำหนดด้านกฎระเบียบที่เข้มงวด, สร้างความมั่นใจในการดำเนินงานที่ปลอดภัย.
10. คำหลัก SEO สำหรับการมองเห็นที่เพิ่มขึ้น
เพื่อเพิ่มประสิทธิภาพเนื้อหาสำหรับเครื่องมือค้นหา, คำหลักต่อไปนี้กำหนดเป้าหมายความตั้งใจในการค้นหาที่เกี่ยวข้อง:
- คำหลักหลัก:
- การผลิตสปูล
- การผลิตสปูลท่อ
- ระบบท่อสำเร็จรูป
- การประกอบท่ออุตสาหกรรม
- การผลิตท่อ
- คำหลักทางเทคนิค:
- มาตรฐานการเชื่อมท่อ
- NDT สำหรับระบบท่อ
- การทดสอบแบบไฮโดรสแตติกสำหรับสปูล
- ASME B31.3 การผลิตท่อ
- เกณฑ์การเชื่อมความไม่สมบูรณ์
- คำหลักวัสดุ:
- ท่อสแตนเลสสตีล
- การผลิตท่อเหล็กคาร์บอน
- สปูลท่อไม่ได้
- ท่อสแตนเลสเพล็กซ์
- การผลิตสปูลท่อ HDPE
- คำหลักในอุตสาหกรรม:
- ระบบท่อน้ำมันและก๊าซ
- การผลิตท่อปิโตรเคมี
- โซลูชั่นการใช้ท่อยา
- การผลิตสปูลโรงไฟฟ้า
- ระบบท่อโรงงาน LNG
- ประมวลผลคำหลัก:
- เทคโนโลยีการตัดท่อ CNC
- การเชื่อมวงโคจรสำหรับท่อ
- วิธีการเอียงท่อ
- การผลิตสปูลอัตโนมัติ
- ความคลาดเคลื่อนของการพอดี
- คำหลักหางยาว:
- วิธีการประดิษฐ์ท่อพูลสำหรับน้ำมันและก๊าซ
- แนวทางปฏิบัติที่ดีที่สุดสำหรับการผลิตสแตนเลสสตีล
- การเพิ่มประสิทธิภาพประสิทธิภาพการผลิตสปูลท่อ
- การผลิตสปูลแบบท่อสำหรับโรงงานเภสัชกรรม
- เทคนิคการเชื่อมขั้นสูงสำหรับสปูลท่อ
- คำหลักความยั่งยืน:
- การผลิตท่อที่เป็นมิตรกับสิ่งแวดล้อม
- การผลิตสปูลท่อที่ยั่งยืน
- การเคลือบท่อส่งก๊าซต่ำ
- วัสดุท่อรีไซเคิล
กลยุทธ์ SEO
- ในหน้า: รวมคำหลักในหัวข้อ, คำอธิบายเมตา, ข้อความ alt สำหรับตาราง, และตลอดเนื้อหา.
- การตลาดเนื้อหา: เผยแพร่โพสต์บล็อกหรือ Whitepapers ในแง่มุมเฉพาะ (เช่น, “ การเชื่อมวงโคจรในการผลิตสปูลท่อ”).
- ลิงก์ย้อนกลับ: ร่วมมือกับสิ่งพิมพ์อุตสาหกรรมเพื่อเชื่อมโยงไปยังเนื้อหา.
- SEO ท้องถิ่น: รวมข้อกำหนดเฉพาะภูมิภาค (เช่น, “ การผลิตท่อสปูลในสหรัฐอเมริกา”) สำหรับตลาดเป้าหมาย.
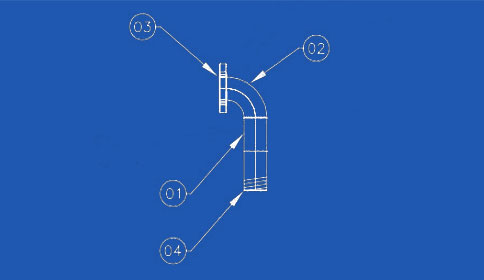 |
①, 3″ สช 80 ②ELBOW 90 ° RAD 3″ สช 80,BW ③ฟลาเลียน, RFSO, 3″ 150# ④6″ LG หัวนม, สช 80, BW |
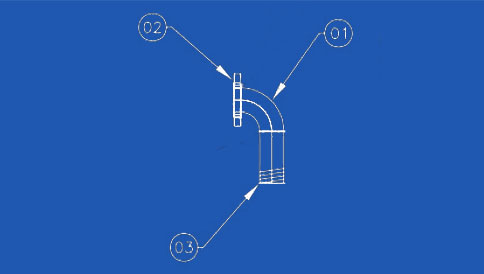 |
①ELBOW 90 ° RAD 3″ สช 80,BW ②ฟลาเลียน, RFSO, 3″ 150# ③9″ LG หัวนม, สช 80, BW |
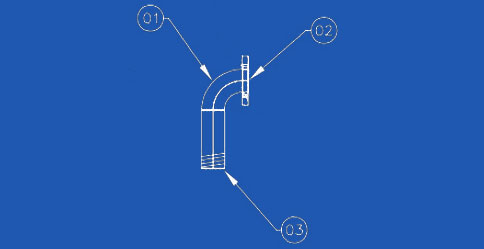 |
①ELBOW 90 ° RAD 3″ สช 80,BW ②ฟลาเลียน, RFSO, 3″ 150# ③7 1/2″ LG หัวนม, สช 80, BW |
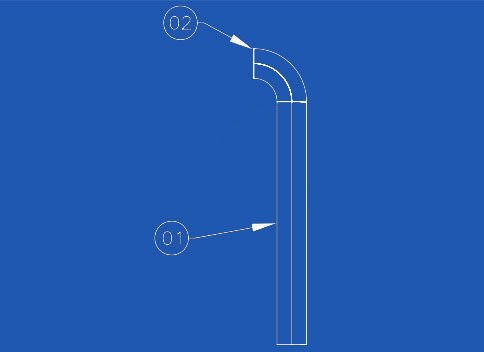 |
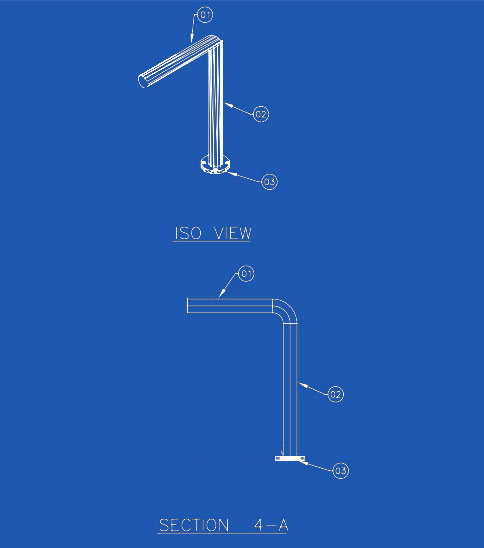
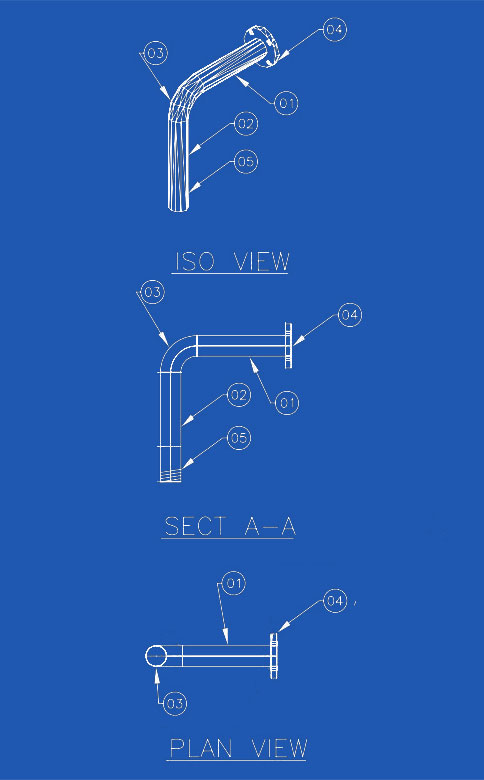
①, 3″ สช 80 ②ELBOW 90 ° RAD 3″ สช 80,BW |
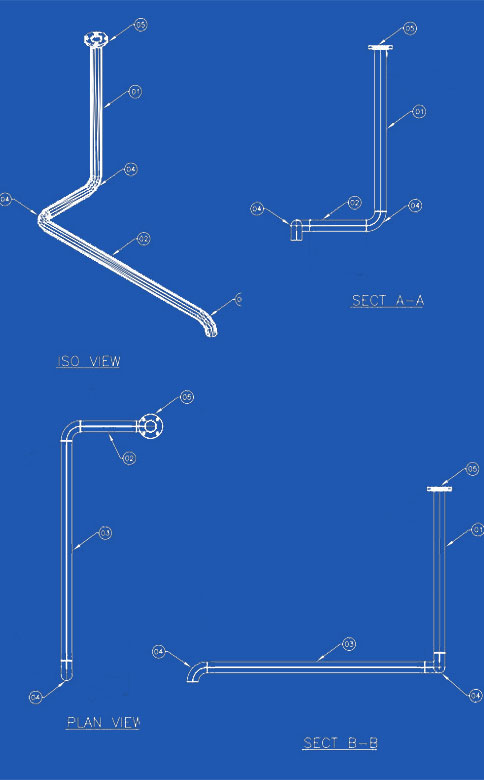 |
①, 3″ สช 80 ②, 3″ สช 80 ③, 3″ สช 80 ④ELBOW 90 ° RAD 3″ สช 80,BW ⑤ฟลาเลียน, RFSO, 3″ 150# |
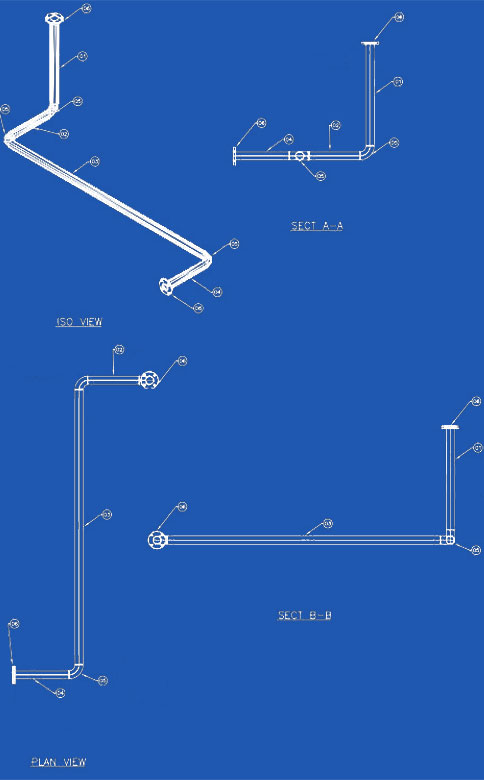 |
①, 3″ สช 80 ②, 3″ สช 80 ③, 3″ สช 80 ④, 3″ สช 80 ⑤ELBOW 90 ° RAD 3″ สช 80,BW ⑥ฟลาเลียน, RFSO, 3″ 150# |
 |
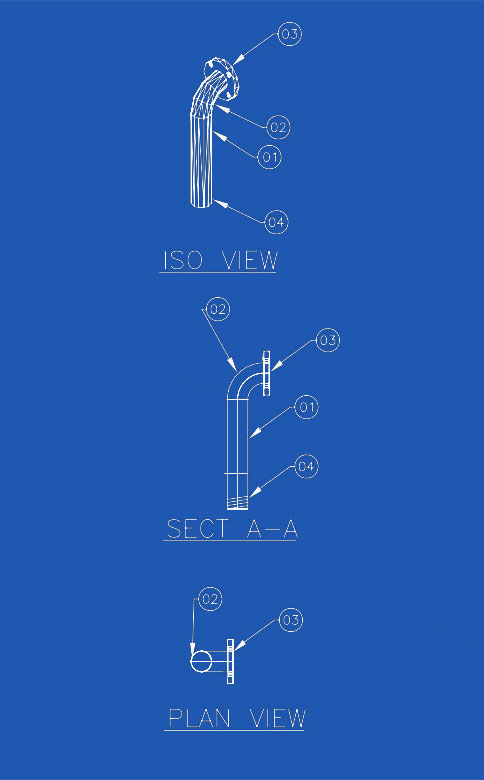
①, 3″ สช 80 ②, 3″ สช 80 ③ฟลาเลียน, RFSO, 3″ 150# |
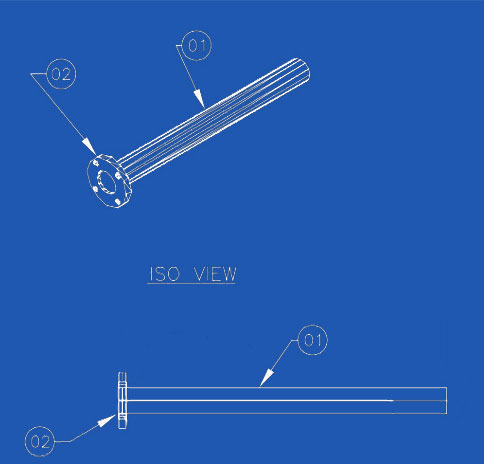 |
①, 3″ สช 80 ②ฟลาเลียน, RFSO, 3″ 150# |
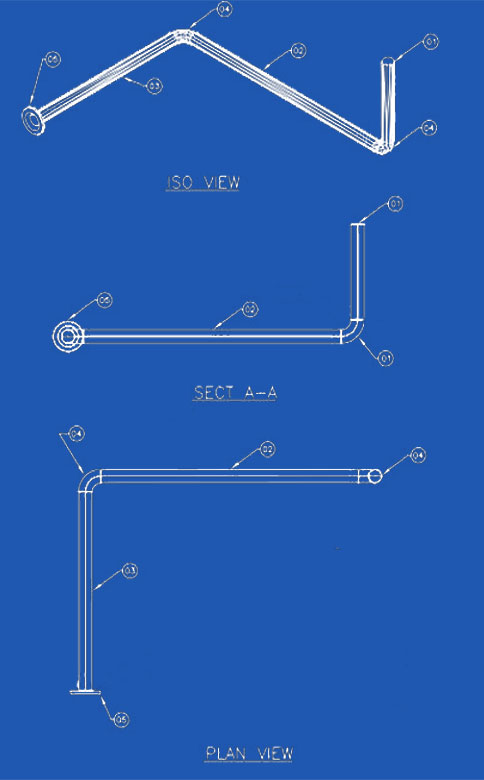 |
①, 3″ สช 80 ②, 3″ สช 80 ③, 3″ สช 80 ④ELBOW 90 ° RAD 3″ สช 80,BW ⑤ฟลาเลียน, RFSO, 3″ 150# |
 |
①, 3″ สช 80 ②, 3″ สช 80 ③ELBOW 90 ° RAD 3″ สช 80,BW ④ฟลาเลียน, RFSO, 3″ 150# ⑤6″ LG หัวนม, 3″ สช 80, BW |
 |
①, 3″ สช 80 ②ELBOW 90 ° RAD 3″ สช 80,BW ③ฟลาเลียน, RFSO, 3″ 150# ④6″ LG หัวนม, 3″ สช 80, BW |
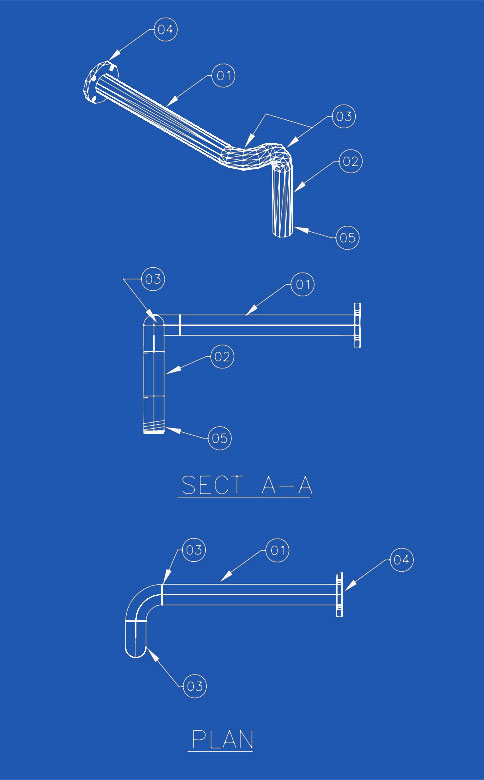 |
①, 3″ สช 80 ②, 3″ สช 80 ③ELBOW 90 ° RAD 3″ สช 80,BW ④ฟลาเลียน, RFSO, 3″ 150# ⑤6″ LG หัวนม, 3″ สช 80, BW |

อุปกรณ์ท่อถูกใช้ในระบบประปาเพื่อเชื่อมต่อส่วนตรงของท่อหรือท่อ, เพื่อรองรับขนาดหรือรูปร่างที่แตกต่างกัน, และเพื่อวัตถุประสงค์อื่น ๆ เช่นการควบคุม (หรือวัด) การไหลของของไหล. อุปกรณ์เหล่านี้ใช้ในระบบประปาเพื่อควบคุมการถ่ายโอนน้ำ, ก๊าซหรือขยะของเหลวภายในท่อหรือระบบประปาในสภาพแวดล้อมในประเทศหรือเชิงพาณิชย์. ฟิตติ้ง (โดยเฉพาะอย่างยิ่งประเภทที่ผิดปกติ) ต้องการเงิน, เวลา, วัสดุและเครื่องมือในการติดตั้งและเป็นส่วนสำคัญของระบบประปาและระบบประปา. อุปกรณ์ท่อทั่วไปส่วนใหญ่รวมถึง: หน้าแปลน, ข้อศอก, ข้อต่อ, สหภาพ, สปูล, ลดลง, บูช, เสื้อยืด, Tiverter Tees, ไม้กางเขน, หมวกแก๊ป, ปลั๊ก, หนามและวาล์ว. แม้ว่าวาล์วจะเป็นอุปกรณ์ทางเทคนิค, พวกเขามักจะกล่าวถึงแยกกัน.

ตัวข้อต่อท่อมักจะทำจากวัสดุฐานเดียวกับท่อหรือท่อที่เชื่อมต่ออยู่: ทองแดง, เหล็ก, พีวีซี, CPVC หรือ ABS. วัสดุใด ๆ ที่ได้รับอนุญาตจากการประปา, สุขภาพหรือรหัสอาคาร (ตามความเหมาะสม) อาจจะถูกนำมาใช้, แต่ต้องเข้ากันได้กับวัสดุอื่นในระบบ, ของเหลวที่ถูกลำเลียง, และอุณหภูมิและความดันภายใน (และภายนอก) ระบบ. ข้อต่อทองเหลืองหรือทองแดงเหนือทองแดง ทั่วไปในระบบประปาและประปา. ทนไฟ, ความต้านทานแรงกระแทก, ความแข็งแรงทางกล, การป้องกันการโจรกรรมและปัจจัยอื่น ๆ ก็ส่งผลต่อการเลือกใช้วัสดุสำหรับข้อต่อท่อด้วย.

วัสดุ สแตนเลส ASME / ASTM SA / A403 เอสเอ / ก 774 ดับบลิว-เอส, WP-W, WP-WX, 304, 304ล, 316, 316ล, 304/304ล, 316/316ล, จาก 1.4301, ดิน1.4306, จาก 1.4401, จาก 1.4404 ขนาด ANSI B16.9, ANSI B16.28, MSS-SP-43 ชนิด เอ, MSS-SP-43 แบบบี, เขา B2312, JIS B2313 ตารางความหนา 5S, 10ส, 20ส, S10, S20, S30, โรคติดต่อทางเพศสัมพันธ์, 40ส, S40, S60, เอ็กซ์เอส, 80ส, S80, เอส100, เอส120, S140, เอส160, XXS และอื่นๆ.

ข้อต่อแบบไขว้ช่วยให้สามารถแยกท่อได้, ทำให้สามารถกระจายน้ำหรือของเหลวอื่น ๆ ไปยังอุปกรณ์หรือพื้นที่ต่างๆ. มักใช้ในระบบประปา, ระบบชลประทาน, และระบบทำความร้อน.

ตัวลดแบบรวมศูนย์จะใช้เมื่อติดตั้งท่อในแนวตั้งและที่ด้านระบายของปั๊ม. ตัวลดประหลาดมักใช้มากขึ้นเมื่อวางท่อบนชั้นวางท่อ. เพราะด้านแบน, การจัดตำแหน่งและยึดท่อเข้ากับชั้นวางอย่างแน่นหนานั้นง่ายกว่า.

หมวกเชื่อมชน เราเป็นผู้ผลิตหมวกเชื่อมชน และจัดหากำหนดการทั้งหมดในชนิดของวัสดุเช่นเหล็กกล้าคาร์บอน, สแตนเลส, โลหะผสมเหล็ก. Zizi ผลิตฝาท่อใน ASME, จาก, JIS และมาตรฐานที่จำเป็นอื่นๆ. ฝาท่อเป็นหนึ่งในข้อต่อท่อที่ใช้กันทั่วไปสำหรับหยุดของเหลวโดยปิดที่ปลายท่อ. มีจำหน่ายแบบเชื่อมชน, ชนิดเชื่อมซ็อกเก็ตและชนิดเกลียว, และฝาชนเป็นที่นิยมมากขึ้นเมื่อพิจารณาจากประสิทธิภาพที่ดี, การเชื่อมต่อที่เสถียรและช่วงการเลือกขนาดที่ใหญ่.
