
Sistem fabrikasi kili paip

Fabrikasi Spool Piping: Analisis komprehensif
Definisi: Pipa Pipa adalah bahagian pasang siap dari sistem paip, biasanya terdiri daripada paip, kelengkapan (cth., siku, Tees, pengurangan), bebibir, injap, dan komponen lain, dipasang di persekitaran terkawal (cth., Kedai fabrikasi) sebelum diangkut ke tapak pembinaan untuk pemasangan. Pendekatan modular ini menyelaraskan pelaksanaan projek, Meningkatkan kawalan kualiti, dan mengurangkan buruh di tempat, menjadikannya landasan sistem paip perindustrian moden.
Analisis ini memperluaskan konsep asas dengan menyelam lebih mendalam ke dalam proses fabrikasi, Teknologi Lanjutan, Pertimbangan Alam Sekitar, Pengoptimuman kos, dan trend industri global. Strukturnya termasuk:
- Pengenalan kepada fabrikasi kili paip
- Parameter utama dalam fabrikasi (dengan jadual)
- Analisis saintifik dan teknikal
- Bahan lanjutan dan aplikasi mereka
- Proses dan teknologi fabrikasi
- Jaminan kualiti dan piawaian industri
- Pertimbangan Alam Sekitar dan Kemapanan
- Strategi pengoptimuman kos
- Trend global dan kajian kes
- Kata kunci SEO untuk penglihatan yang dipertingkatkan
- Kesimpulan
1. Pengenalan kepada fabrikasi kili paip
Fabrikasi Spool Piping adalah proses pembuatan khusus yang melibatkan pemasangan komponen paip ke bahagian pra-kejuruteraan, atau “Spools,” yang siap untuk dipasang di kemudahan perindustrian. Kemudahan ini termasuk kilang minyak, tumbuhan kimia, loji kuasa, kemudahan rawatan air, dan unit pembuatan farmaseutikal. Pendekatan Prefabrication membolehkan fabrikasi yang tepat di bawah keadaan terkawal, meminimumkan kesilapan, mengurangkan masa pembinaan di tempat, dan meningkatkan keselamatan dengan mengehadkan kerja lapangan berbahaya.

Faedah Utama
- Jaminan Kualiti: Persekitaran terkawal memastikan kualiti kimpalan yang konsisten dan ketepatan dimensi.
- Kecekapan: Fabrikasi selari mengurangkan garis masa projek dengan membenarkan kerja di tempat dan luar tapak serentak.
- Penjimatan Kos: Meminimumkan buruh lapangan dan kerja semula, menurunkan kos projek secara keseluruhan.
- Keselamatan: Mengurangkan kimpalan di tempat dan mengangkat berat, mengurangkan risiko dalam persekitaran berbahaya.
- Skalabiliti: Kupas modular sesuai untuk projek berskala besar dengan konfigurasi paip berulang.
Cabaran
- Logistik: Mengangkut kili besar atau kompleks memerlukan peralatan dan perancangan khusus.
- Pemilihan Bahan: Komponen mesti bersesuaian dengan cecair proses, suhu, dan tekanan.
- Penyelarasan: Reka bentuk dan pengukuran yang tepat adalah kritikal untuk memastikan kili sejajar dengan sistem di tapak.
Analisis ini akan meneroka aspek -aspek ini secara terperinci, menyediakan asas saintifik untuk memahami proses fabrikasi dan aplikasinya.
2. Parameter utama dalam fabrikasi kili paip
Kejayaan fabrikasi kilat paip bergantung pada mengawal parameter kritikal yang mempengaruhi prestasi Spool, ketahanan, dan pematuhan standard industri. Berikut adalah jadual terperinci yang meringkaskan parameter ini, diikuti dengan penjelasan mengenai kepentingan mereka.
Jadual 1: Parameter utama dalam fabrikasi kili paip
| Parameter | Penerangan | Nilai/piawaian biasa | Kesan terhadap fabrikasi |
|---|---|---|---|
| Diameter Paip | Diameter nominal paip (NPS atau DN) | 1/2"Hingga 48" (NPS), DN15 hingga DN1200 | Menentukan saiz kili, berat, dan keperluan kimpalan. |
| Ketebalan Dinding | Ketebalan dinding paip (Jadual atau mm) | Sch 10, 40, 80, 160; 2-50 mm | Mempengaruhi penarafan tekanan, Kesukaran kimpalan, dan kos bahan. |
| Jenis Bahan | Bahan paip dan komponen | Keluli karbon, keluli tahan karat, keluli aloi, dll. | Impak rintangan kakisan, kekuatan, dan kebolehkimpalan. |
| Kriteria ketidaksempurnaan kimpalan | Had yang boleh diterima untuk ketidaksempurnaan kimpalan (cth., keliangan, retak) | ASME B31.3, API 1104, ISO 5817 | Memastikan integriti struktur dan pematuhan piawaian. |
| Sudut Bevel | Sudut penyediaan akhir paip untuk kimpalan | 30° -37.5 ° (Biasanya 37.5 ° untuk V-Groove) | Mempengaruhi penembusan dan kekuatan kimpalan. |
| Proses Kimpalan | Jenis kimpalan yang digunakan (cth., GTAW, SMAW, Gawn) | TIG, SAYA, Tongkat, Arka tenggelam | Menentukan kualiti kimpalan, kelajuan, dan kos. |
| Toleransi yang sesuai | Ketepatan penjajaran komponen sebelum kimpalan | ± 1-2 mm (bergantung kepada standard) | Memastikan penjajaran bersama yang betul dan meminimumkan tekanan. |
| Tekanan ujian hidrostatik | Tekanan yang digunakan semasa ujian untuk memastikan integriti | 1.5X tekanan reka bentuk (ASME B31.3) | Mengesahkan integriti kili dalam keadaan operasi. |
| Kemasan Permukaan | Rawatan permukaan (cth., acar, Passivation, salutan) | RA 0.8-3.2 μm (Untuk keluli tahan karat) | Kesan rintangan kakisan dan ciri aliran bendalir. |
| Toleransi Dimensi | Penyimpangan yang dibenarkan dalam dimensi kili | ± 3 mm untuk panjang, ± 1.5 mm untuk penjajaran | Memastikan keserasian dengan pemasangan medan. |
| Rawatan Haba | Rawatan haba pasca kimpalan (PWHT) keperluan | 600-700 ° C untuk keluli karbon (jika diperlukan) | Mengurangkan tekanan sisa dan meningkatkan ketahanan kimpalan. |
| Ujian Tidak Memusnahkan (NDT) | Kaedah untuk mengesan kecacatan (cth., RT, UT, Pt, MT) | Radiografi, Ultrasonik, Pewarna penembusan, Zarah magnet | Memastikan integriti kimpalan dan material tanpa merosakkan kili. |
| Berat Jalur | Jumlah berat kili yang direka | 10 kg hingga beberapa tan | Mempengaruhi keperluan pengangkutan dan mengangkat. |
| Elaun kakisan | Ketebalan dinding tambahan untuk mengira kakisan | 1-3 mm (Bergantung pada bahan dan persekitaran) | Memanjangkan hayat perkhidmatan dalam persekitaran yang menghakis. |
| Pengembangan Terma | Pengembangan bahan di bawah suhu operasi | 12-16 μm/m · k (bergantung kepada bahan) | Memerlukan pertimbangan reka bentuk untuk sendi pengembangan atau sokongan. |
Penjelasan Parameter Utama
- Diameter paip dan ketebalan dinding: Ketebalan diameter dan dinding menentukan keupayaan kili untuk mengendalikan tekanan dan aliran. Diameter yang lebih besar menampung kadar aliran yang lebih tinggi tetapi meningkatkan kos bahan dan fabrikasi. Ketebalan dinding, dinyatakan sebagai jadual (cth., Sch 40) atau dalam milimeter, dipilih berdasarkan penilaian tekanan dan elaun kakisan.
- Pertimbangan saintifik: Tekanan gelung (a) dalam paip dikira sebagai:
S = (P · d) / (2t)
di mana
Padalah tekanan dalaman,Dadalah diameter luar, dantadalah ketebalan dinding. Ini memastikan jet bertahan tegasan operasi. - Jenis Bahan: Bahan seperti keluli karbon, keluli tahan karat, dan keluli aloi dipilih berdasarkan cecair proses, suhu, dan keadaan persekitaran. Contohnya, Keluli tahan karat 316L digunakan dalam persekitaran yang menghakis kerana kandungan molibdenumnya, yang meningkatkan rintangan pitting.
- Pertimbangan saintifik: Sifat bahan seperti kekuatan hasil, kekonduksian terma, dan rintangan kakisan adalah kritikal. Contohnya, keluli karbon (ASTM A106) mempunyai kekuatan hasil ~ 240 MPa, Sesuai untuk aplikasi tekanan sederhana.
- Kriteria ketidaksempurnaan kimpalan: Ketidaksempurnaan kimpalan (cth., keliangan, retak) mesti mematuhi piawaian seperti ASME B31.3 atau ISO 5817 untuk memastikan integriti struktur. Ujian tidak merosakkan (NDT) Kaedah seperti radiografi (RT) dan ujian ultrasonik (UT) Mengesan kecacatan bawah tanah.
- Pertimbangan saintifik: Ketidaksempurnaan bertindak sebagai penumpu tekanan, mengurangkan kehidupan keletihan. Kriteria penerimaan memastikan kimpalan memenuhi keperluan prestasi.
- Sudut serong dan toleransi yang sesuai: Sudut serong 30 ° -37.5 ° memastikan penembusan kimpalan yang betul, manakala toleransi yang sesuai (± 1-2 mm) meminimumkan misalignment dan tekanan sisa.
- Pertimbangan saintifik: Sudut serong mempengaruhi dinamik kolam kimpalan dan zon yang terjejas haba (HAZ). Misalignment meningkatkan kepekatan tekanan, Menangguhkan kegagalan pramatang.
- Proses Kimpalan: Proses seperti kimpalan arka tungsten gas (GTAW/TIG) menawarkan ketepatan yang tinggi, Semasa kimpalan arka logam gas (GMAW/MIG) lebih cepat untuk pengeluaran volum tinggi. Kimpalan Arka Terendam (SAW) digunakan untuk paip besar diameter.
- Pertimbangan saintifik: Input haba, dikira sebagai:
Q = (Voltan · Semasa · 60) / Kelajuan kimpalan (mm/min)
mempengaruhi mikrostruktur HAZ. Input haba yang lebih rendah mengurangkan risiko penyelewengan dan retak.
- Tekanan ujian hidrostatik: Ujian hidrostatik pada tekanan reka bentuk 1.5x (Per ASME B31.3) Mengesahkan integriti Spool di bawah keadaan operasi.
- Pertimbangan saintifik: Ujian memastikan tiada kebocoran atau ubah bentuk, Mengesahkan kimpalan dan kualiti bahan.
- Kemasan permukaan dan rawatan haba: Permukaan halus selesai (cth., Ra 0.8 μm untuk keluli tahan karat) kritikal dalam aplikasi farmaseutikal untuk mencegah pertumbuhan bakteria. Rawatan haba pasca kimpalan (PWHT) Pada suhu 600-700 ° C mengurangkan tekanan sisa dalam kimpalan.
- Pertimbangan saintifik: PWHT meningkatkan ketangguhan kimpalan dengan mengubah mikrostruktur HAZ, mengurangkan risiko seperti retak kakisan tekanan.
3. Analisis saintifik dan teknikal
Fabrikasi Piping Spool Mengintegrasikan Prinsip dari Sains Bahan, Kejuruteraan Mekanikal, Dinamik Fluida, dan jaminan kualiti. Berikut adalah analisis terperinci mengenai aspek -aspek ini.
3.1 Sains Bahan
Pemilihan bahan didorong oleh keperluan operasi:
- Sifat Mekanikal: Kekuatan Hasil dan Tegangan Tentukan keupayaan kili untuk menahan tekanan dan beban luaran. Contohnya, Alloy Steel P91 (Kekuatan hasil ~ 415 MPa) digunakan dalam loji kuasa suhu tinggi.
- Rintangan Kakisan: Keluli tahan karat 316L mempunyai kadar kakisan <0.1 mm/tahun di air laut, berbanding dengan >1 mm/tahun untuk keluli karbon, menjadikannya sesuai untuk aplikasi marin.
- Sifat Terma: Bahan dengan pengembangan haba yang tinggi (cth., 16 μm/m · k untuk 316 SS) Memerlukan sendi pengembangan untuk mencegah ubah bentuk dalam sistem suhu tinggi.
Contoh pengiraan
Untuk 12 inci (304.8 mm) paip keluli karbon (ASTM A106 GR. B) dengan a 10 ketebalan dinding mm dan 50 bar (5 MPa) tekanan dalaman:
Dengan kekuatan hasil 240 MPa, faktor keselamatan adalah:
Ini mengesahkan kesesuaian paip untuk permohonan itu.
3.2 Sains kimpalan
Kimpalan sangat penting untuk integriti kili:
- Input Haba: Input haba yang berlebihan menyebabkan pertumbuhan bijirin dalam haz, mengurangkan ketangguhan. Gtaw dengan input haba yang rendah lebih disukai untuk bahan aloi tinggi.
- Ketidaksempurnaan kimpalan: Keliangan dan retak diminimumkan melalui gas perisai yang betul (cth., Argon untuk Gtaw) dan latihan pengimpal.
- Tekanan sisa: PWHT atau penyejukan terkawal mengurangkan tekanan dari pengembangan dan penguncupan terma.
3.3 Dinamik Fluida
Ciri -ciri aliran dalaman kili mempengaruhi prestasi:
- Penurunan tekanan: Dikira menggunakan persamaan Darcy-Weisbach:
Δp = f · (L / D) · (P v² / 2)
di mana
fadalah faktor geseran,Ladalah panjang paip,Dadalah diameter,ρadalah ketumpatan bendalir, danVadalah halaju. - Rejim aliran: Aliran bergelora meningkatkan penurunan tekanan dan hakisan. Permukaan licin (cth., keluli tahan karat elektropolis) mengurangkan pergolakan.
3.4 Integriti Struktur
Kupak mesti menahan tekanan dalaman, Beban luaran (cth., seismik, angin), dan pengembangan haba. Analisis Unsur Terhingga (FEA) Simulasi tekanan untuk memastikan pematuhan piawaian seperti ASME B31.3.
4. Bahan lanjutan dan aplikasi mereka
Di luar bahan standard, Bahan lanjutan semakin digunakan untuk aplikasi khusus. Berikut adalah jadual yang meringkaskan bahan biasa dan maju.
Jadual 2: Bahan untuk fabrikasi kili paip
| bahan | Standard | Aplikasi | Kelebihan | Had |
|---|---|---|---|---|
| Keluli Karbon (A106 gr. B) | ASTM A106 | Minyak dan gas, air, wap | Kos efektif, kekuatan tinggi | Terdedah kepada kakisan |
| Keluli Tahan Karat (304/316) | ASTM A312 | Kimia, Farmaseutikal, marin | Tahan kakisan, tahan lama | Kos yang lebih tinggi, Kekuatan yang lebih rendah daripada keluli karbon |
| Keluli Aloi (P91, P22) | ASTM A335 | Loji kuasa suhu tinggi | Kekuatan suhu tinggi, rintangan rayapan | Mahal, Memerlukan PWHT |
| Keluli tahan karat dupleks | ASTM A790 | Minyak dan gas luar pesisir, Persekitaran yang menghakis | Kekuatan tinggi, rintangan kakisan yang sangat baik | Kimpalan kompleks, kos tinggi |
| Inconel 625 | ASTM B444 | Kakisan yang melampau, Sistem suhu tinggi | Rintangan kakisan yang luar biasa, kekuatan tinggi | Sangat mahal, mencabar untuk mengimpal |
| titanium (Gr. 2) | ASTM B861 | Aeroangkasa, pemprosesan kimia | Ringan, tahan kakisan | Kos tinggi, ketersediaan terhad |
| HDPE | ASTM D3035 | air, Sistem kimia tekanan rendah | Tahan kakisan, fleksibel | Terhad kepada suhu dan tekanan rendah |
Pertimbangan saintifik
- kakisan: Keluli tahan karat dupleks dan Inconel 625 Menawarkan ketahanan yang unggul dalam persekitaran yang agresif seperti platform luar pesisir.
- Kestabilan Terma: Keluli aloi seperti p91 menahan rayapan pada suhu sehingga 600 ° C, Sesuai untuk loji kuasa.
- Kebolehkimpalan: Bahan aloi tinggi seperti Inconel memerlukan teknik kimpalan khusus (cth., Gtaw dengan kawalan haba yang tepat) untuk mengelakkan retak.
5. Proses dan teknologi fabrikasi
Fabrikasi kilat paip melibatkan pelbagai peringkat, Setiap memanfaatkan teknologi canggih untuk meningkatkan kecekapan dan kualiti.
5.1 Pemotongan dan beveling
- Proses: Paip dipotong hingga panjang tepat dan beveled untuk kimpalan menggunakan pemotongan plasma, Pemotongan laser, atau gergaji mekanikal.
- Peralatan: Mesin pemotongan paip CNC, Sistem beveling automatik.
- Kemajuan: Pemotongan laser menawarkan ± 0.1 mm ketepatan, mengurangkan sisa bahan dan memastikan sesuai dengan tepat.
5.2 Kimpalan
- Proses: Kaedah biasa termasuk gtaw, Gawn, dan melihat. Sistem kimpalan orbital menyediakan automatik, Kimpalan ketepatan tinggi untuk aplikasi kritikal.
- Peralatan: Pengimpal orbit, lengan kimpalan robot, TIG/MIG WELDERS.
- Kemajuan: Kimpalan robotik mengurangkan kesilapan manusia dan meningkatkan throughput, dengan pemantauan masa nyata parameter kimpalan.
5.3 Perhimpunan dan Fit-Up
- Proses: Komponen diselaraskan menggunakan jig dan pengapit untuk memastikan toleransi yang ketat.
- Peralatan: Sistem penjajaran automatik, Alat yang sesuai dengan laser.
- Kemajuan: 3D Pengimbasan memastikan penjajaran yang tepat, mengurangkan kerja semula.
5.4 Pemeriksaan dan Pengujian
- Proses: Kaedah NDT (cth., RT, UT, Pt) mengesan kecacatan, Semasa ujian hidrostatik mengesahkan integriti.
- Peralatan: Sistem X-Ray Digital, Pengesan kecacatan ultrasonik, Rig ujian tekanan.
- Kemajuan: Ujian ultrasonik bertahap (PAUT) Memberi pemetaan kecacatan terperinci, meningkatkan ketepatan pemeriksaan.
6. Jaminan kualiti dan piawaian industri
Jaminan Kualiti Memastikan kili memenuhi keperluan prestasi dan keselamatan. Piawaian utama termasuk:
- ASME B31.3: Mengawal reka bentuk paip proses, rekaan, dan ujian.
- API 1104: Standard kimpalan untuk saluran paip.
- ISO 5817: Tahap kualiti ketidaksempurnaan kimpalan.
- Piawaian Bahan ASTM/ASME: Tentukan sifat bahan (cth., A106, A312).
Langkah -langkah kawalan kualiti
- Pengesahan bahan: Sahkan sijil bahan dan lakukan spektrometri untuk analisis komposisi.
- Pemeriksaan kimpalan: Gunakan NDT untuk memastikan kimpalan memenuhi kriteria penerimaan.
- Pemeriksaan Dimensi: Sahkan dimensi kili menggunakan alat pengukuran laser.
- Ujian Tekanan: Menjalankan ujian hidrostatik atau pneumatik untuk mengesahkan kebocoran kebocoran.
- Kebolehkesanan: Mengekalkan peta kimpalan, Laporan Ujian, dan rekod bahan.
Pertimbangan saintifik: Kawalan proses statistik (SPC) memantau kadar kecacatan, memastikan kualiti yang konsisten. Contohnya, carta kawalan mengesan kekerapan ketidaksempurnaan kimpalan, mengekalkan pematuhan dengan ISO 5817.
7. Pertimbangan Alam Sekitar dan Kemapanan
Fabrikasi kilat paip mempunyai implikasi alam sekitar, terutamanya dalam penggunaan bahan, penggunaan tenaga, dan pengurusan sisa:
- Kecekapan bahan: Mengoptimumkan corak pemotongan untuk meminimumkan sekerap. Perisian bersarang CNC mengurangkan sisa bahan sebanyak 10-15%.
- Penggunaan tenaga: Sistem kimpalan dan pemotongan automatik menggunakan tenaga yang ketara. Peralatan cekap tenaga (cth., Pengimpal berasaskan inverter) mengurangkan penggunaan sehingga sehingga 20%.
- Coatings dan Rawatan: Lapisan mesra alam (cth., cat berasaskan air) mengurangkan sebatian organik yang tidak menentu (VOC) pelepasan.
- Kitar semula: Logam sekerap dari pemotongan dikitar semula, dengan kadar kitar semula keluli melebihi 90% di banyak wilayah.
- Trend kemampanan: Penggunaan polietilena berkepadatan tinggi (HDPE) untuk sistem tekanan rendah mengurangkan kesan alam sekitar disebabkan oleh ketahanan dan ketahanan kakisannya.
Pertimbangan saintifik: Penilaian kitaran hayat (LCA) Mengira kesan alam sekitar, membimbing pemilihan bahan dan proses untuk meminimumkan jejak kaki karbon.
8. Strategi pengoptimuman kos
Pengoptimuman Kos sangat penting untuk fabrikasi yang kompetitif:
- Automasi: Kimpalan Robotik dan Pemotongan CNC Mengurangkan Kos Buruh sebanyak 15-30%.
- Pembuatan Lean: Menghapuskan sisa melalui penghantaran bahan yang tepat pada masa dan aliran kerja yang dioptimumkan.
- Reka bentuk modular: Menyeragamkan reka bentuk kili untuk mengurangkan masa kejuruteraan dan kos bahan.
- Alat digital: Membina Pemodelan Maklumat (Bim) dan CAD 3D mencegah kesilapan reka bentuk, mengurangkan kos kerja semula sehingga 20%.
- Pengurusan rantaian bekalan: Sumber strategik dan membeli pukal kos bahan yang lebih rendah.
Pertimbangan saintifik: Pengaturcaraan linear mengoptimumkan kos:
di mana Cm adalah kos bahan, Cl adalah kos buruh, dan Ct adalah kos pengangkutan, tertakluk kepada kekangan seperti tarikh akhir projek dan piawaian kualiti.
9. Trend global dan kajian kes
Trend global
- Industri 4.0: Integrasi IoT dan AI di kedai fabrikasi membolehkan pemantauan masa nyata kualiti kimpalan dan kecekapan pengeluaran.
- Kelestarian: Peningkatan permintaan untuk bahan mesra alam seperti HDPE dan lapisan pelepasan rendah.
- Pengembangan luar pesisir: Pertumbuhan projek minyak dan gas luar pesisir memacu permintaan untuk kili tahan kakisan (cth., Keluli tahan karat dupleks).
- Pertumbuhan farmaseutikal: Peningkatan permintaan untuk sistem paip steril di kemudahan biopharma.
Kajian Kes 1: LNG PLANT PIPING
Gas asli cecair (Lng) Tumbuhan diperlukan 1,000 Spools untuk perkhidmatan kriogenik, Menggunakan keluli tahan karat 316L dan Inconel 625. Cabaran termasuk:
- Prestasi suhu rendah: Bahan terpaksa menahan -160 ° C.
- kakisan: Pendedahan kepada air laut memerlukan rintangan kakisan yang tinggi.
- Jadual yang ketat: Garis Masa Fabrikasi Enam Bulan.
Penyelesaian
- GTAW orbital terpakai untuk kimpalan yang tepat.
- Dilaksanakan PAUT untuk 100% Pemeriksaan kimpalan.
- Bekerja BIM untuk pengesanan pertembungan dengan sistem di tapak.
Hasilnya
Dihantar tepat pada masanya dengan kecacatan sifar semasa ujian kriogenik.
Kajian Kes 2: Kemudahan Biopharmaceutical
Tumbuhan biopharma memerlukan 316L kulat keluli tahan karat untuk sistem air steril. Keperluan termasuk:
- Kemasan Permukaan: Ra < 0.5 μm untuk mencegah pertumbuhan bakteria.
- Kebersihan: Tiada pencemaran semasa fabrikasi.
- Pematuhan: Piawaian FDA dan GMP.
Penyelesaian
- Kimpalan orbital automatik yang digunakan dengan perisai argon.
- Dilakukan dengan electropolishing dan passivation.
- Dijalankan 100% Ujian RT dan hidrostatik.
Hasilnya
Spools memenuhi keperluan pengawalseliaan yang ketat, memastikan operasi selamat.
10. Kata kunci SEO untuk penglihatan yang dipertingkatkan
Untuk mengoptimumkan kandungan untuk enjin carian, Kata kunci berikut mensasarkan niat carian yang berkaitan:
- Kata kunci utama:
- Fabrikasi Spool Piping
- Pembuatan Pipe Spool
- Sistem Piping Prefabricated
- Perhimpunan paip industri
- Pengeluaran Pipe Spool
- Kata kunci teknikal:
- Piawaian kimpalan paip
- NDT untuk sistem paip
- Ujian hidrostatik untuk kili
- ASME B31.3 Fabrikasi Pipa
- Kriteria ketidaksempurnaan kimpalan
- Kata kunci bahan:
- Jeram paip keluli tahan karat
- Fabrikasi paip keluli karbon
- Inconel Pipe Spools
- Paip keluli tahan karat dupleks
- Pembuatan kili paip HDPE
- Kata kunci industri:
- Sistem paip minyak dan gas
- Fabrikasi paip petrokimia
- Penyelesaian paip farmaseutikal
- Fabrikasi kilat loji kuasa
- Sistem paip loji LNG
- Proses kata kunci:
- Teknologi pemotongan paip CNC
- Kimpalan orbit untuk paip
- Kaedah beveling paip
- Fabrikasi kilat automatik
- Toleransi Fit-up Piping
- Kata kunci ekor panjang:
- Cara Membuat Pipa Pipa Untuk Minyak dan Gas
- Amalan terbaik untuk fabrikasi kilat keluli tahan karat
- Mengoptimumkan kecekapan pengeluaran kili paip
- Fabrikasi kili paip untuk loji farmaseutikal
- Teknik kimpalan lanjutan untuk kili paip
- Kata kunci kelestarian:
- Fabrikasi paip mesra alam
- Pembuatan kili paip lestari
- Salutan paip pelepasan rendah
- Bahan paip yang boleh dikitar semula
Strategi SEO
- Di halaman: Menggabungkan kata kunci dalam tajuk, Deskripsi Meta, teks alt untuk jadual, Dan sepanjang kandungan.
- Pemasaran Kandungan: Terbitkan catatan blog atau whitepaper mengenai aspek tertentu (cth., "Kimpalan orbit dalam fabrikasi kilat paip").
- Backlink: Bekerjasama dengan penerbitan industri untuk dihubungkan dengan kandungan.
- SEO tempatan: Termasuk istilah khusus wilayah (cth., "Fabrikasi Spool Paip USA") untuk pasaran yang disasarkan.
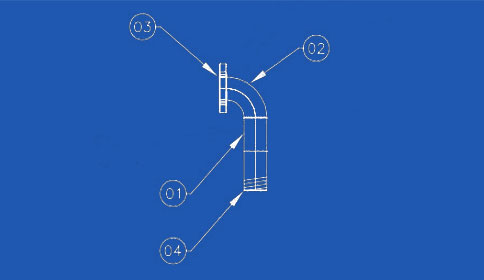 |
①pipe, 3″ SCH 80 ②elbow 90 ° rad 3″ SCH 80,Bw ③flange, RFSO, 3″ 150# ④6″ LG puting, SCH 80, Bw |
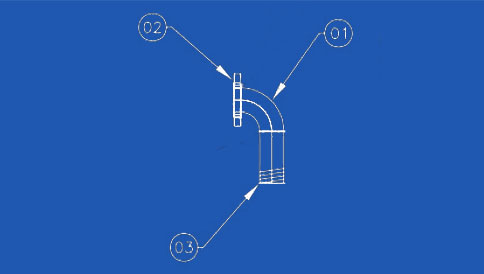 |
①elbow 90 ° rad 3″ SCH 80,Bw ②flange, RFSO, 3″ 150# ③9″ LG puting, SCH 80, Bw |
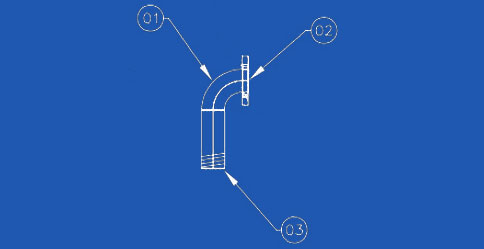 |
①elbow 90 ° rad 3″ SCH 80,Bw ②flange, RFSO, 3″ 150# ③7 1/2″ LG puting, SCH 80, Bw |
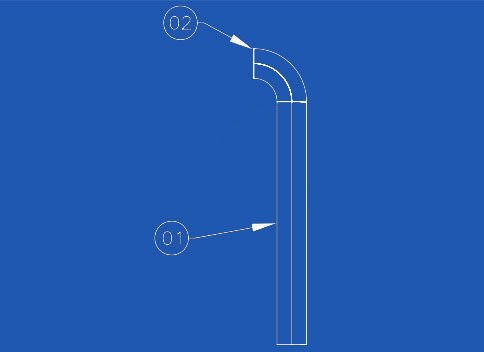 |
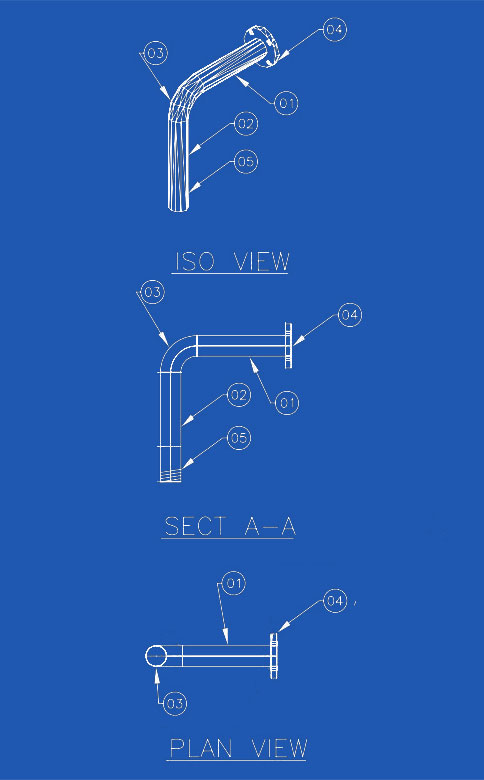
①pipe, 3″ SCH 80 ②elbow 90 ° rad 3″ SCH 80,Bw |
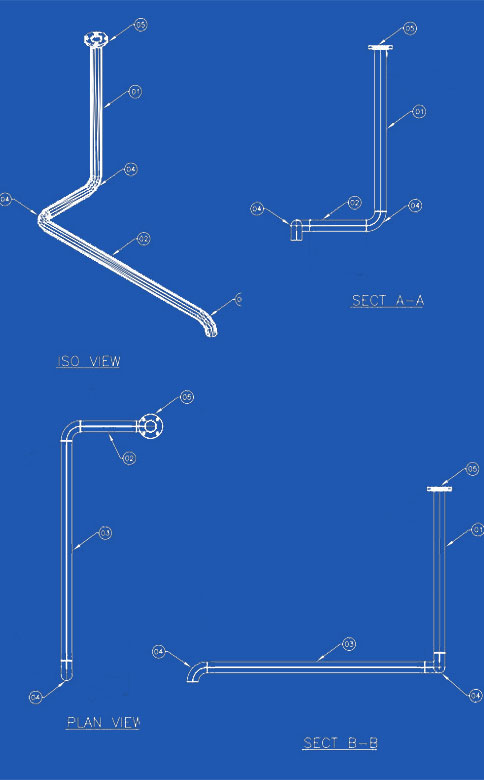 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③pipe, 3″ SCH 80 ④elbow 90 ° rad 3″ SCH 80,Bw ⑤flange, RFSO, 3″ 150# |
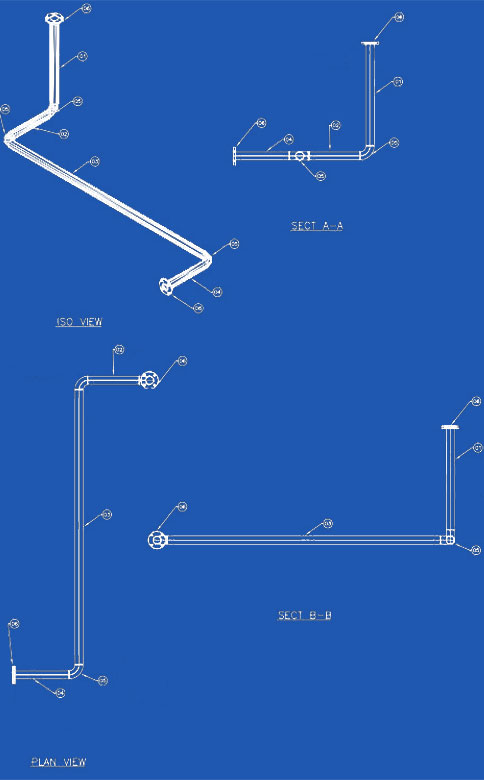 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③pipe, 3″ SCH 80 ④pipe, 3″ SCH 80 ⑤elbow 90 ° rad 3″ SCH 80,Bw ⑥flange, RFSO, 3″ 150# |
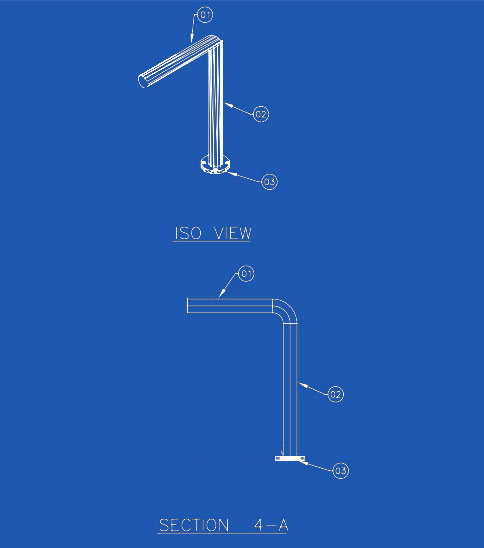 |
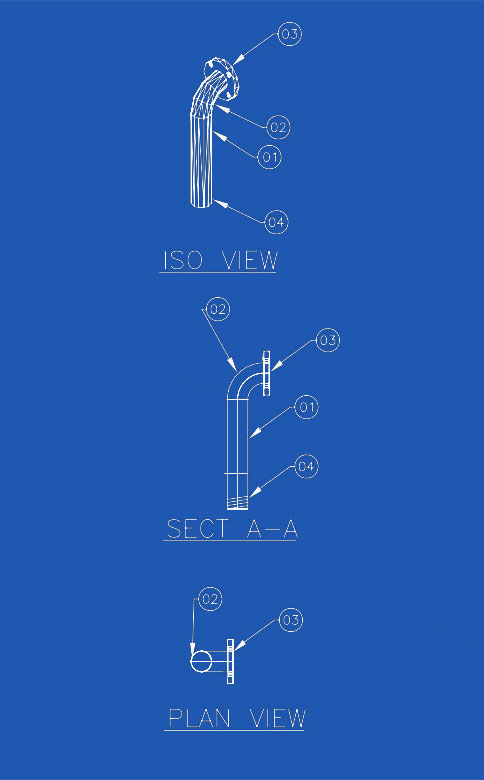
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③flange, RFSO, 3″ 150# |
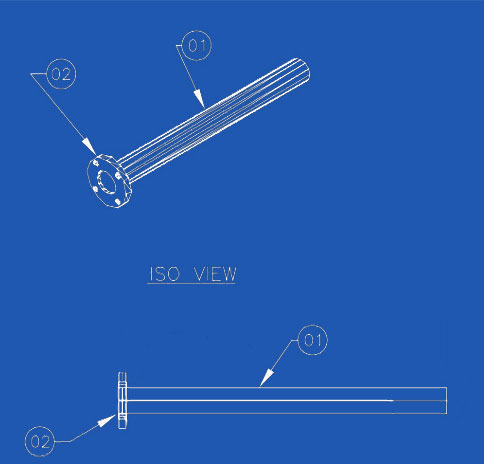 |
①pipe, 3″ SCH 80 ②flange, RFSO, 3″ 150# |
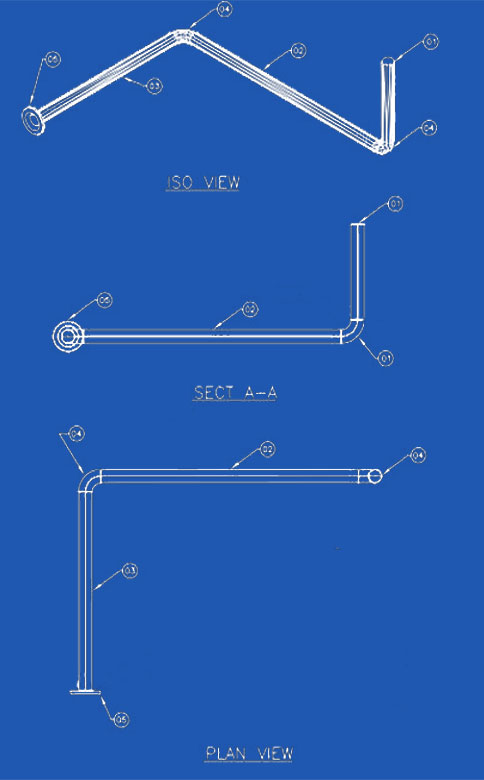 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③pipe, 3″ SCH 80 ④elbow 90 ° rad 3″ SCH 80,Bw ⑤flange, RFSO, 3″ 150# |
 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③elbow 90 ° rad 3″ SCH 80,Bw ④flange, RFSO, 3″ 150# ⑤6″ LG puting, 3″ SCH 80, Bw |
 |
①pipe, 3″ SCH 80 ②elbow 90 ° rad 3″ SCH 80,Bw ③flange, RFSO, 3″ 150# ④6″ LG puting, 3″ SCH 80, Bw |
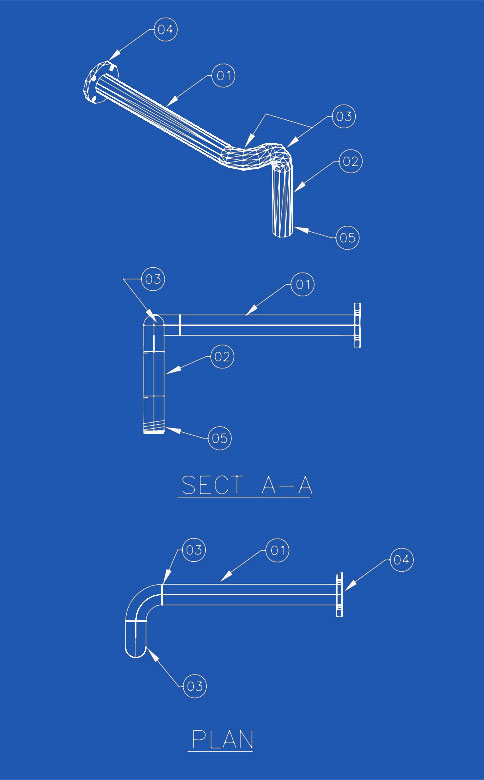 |
①pipe, 3″ SCH 80 ②pipe, 3″ SCH 80 ③elbow 90 ° rad 3″ SCH 80,Bw ④flange, RFSO, 3″ 150# ⑤6″ LG puting, 3″ SCH 80, Bw |

Kelengkapan paip digunakan dalam sistem paip untuk menyambungkan bahagian lurus paip atau tiub, untuk menampung saiz atau bentuk yang berbeza, dan untuk tujuan lain seperti mengawal selia (atau mengukur) aliran cecair. Kelengkapan ini digunakan dalam sistem paip untuk mengawal pemindahan air, sisa gas atau cecair dalam paip atau sistem paip di persekitaran domestik atau komersial. Kelengkapan (Terutama jenis yang tidak biasa) memerlukan wang, masa, bahan dan alat untuk dipasang dan merupakan bahagian penting dalam sistem paip dan paip. Kelengkapan paip biasa terutamanya termasuk: bebibir, siku, gandingan, Kesatuan, Spools, pengurangan, bushings, Tees, Tees penyelewengan, salib, topi, palam, Barbs dan injap. Walaupun injap adalah kelengkapan secara teknikal, Mereka biasanya dibincangkan secara berasingan.

Badan pemasangan paip biasanya diperbuat daripada bahan asas yang sama dengan paip atau tiub yang disambungkan: Tembaga, keluli, PVC, CPVC atau ABS. Sebarang bahan yang dibenarkan oleh paip, kesihatan atau kod bangunan (mengikut mana yang berkenaan) boleh digunakan, tetapi ia mesti serasi dengan bahan lain dalam sistem, cecair yang disalurkan, dan suhu dan tekanan di dalam (dan luar) sistem. Kelengkapan tembaga atau gangsa di atas kuprum Biasa dalam sistem paip dan paip. Ketahanan api, rintangan kejutan, kekuatan mekanikal, anti-kecurian dan faktor lain juga mempengaruhi pilihan bahan untuk kelengkapan paip.

Bahan Keluli Tahan Karat ASME / ASTM SA / A403 SA / A 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304/304L, 316/316L, DARI 1.4301, DIN1.4306, DARI 1.4401, DARI 1.4404 Dimensi ANSI B16.9, ANSI B16.28, MSS-SP-43 Jenis A, MSS-SP-43 Jenis B, HE B2312, JIS B2313 Jadual Ketebalan 5S, 10S, 20S, S10, S20, S30, STD, 40S, S40, S60, XS, 80S, S80, S100, S120, S140, S160, XXS dan lain-lain.

Kelengkapan silang membolehkan percabangan paip, membolehkan pengagihan air atau cecair lain ke pelbagai lekapan atau kawasan. Mereka biasanya digunakan dalam sistem bekalan air, sistem pengairan, dan sistem pemanasan.

Pengurang sepusat digunakan di mana kerja paip dipasang secara menegak dan di bahagian pelepasan pam. Pengurang eksentrik lebih kerap digunakan apabila kerja paip diletakkan di atas rak paip. Kerana bahagian yang rata, menjajarkan dan memasang paip dengan selamat ke rak adalah lebih mudah.

Butt Weld Cap Kami adalah pengeluar butt weld cap dan membekalkan semua jadual dalam jenis bahan seperti keluli karbon, keluli tahan karat, keluli aloi. Zizi menghasilkan penutup paip di ASME, DARI, JIS dan piawaian lain yang diperlukan. Penutup paip adalah salah satu kelengkapan paip yang biasa digunakan untuk menghentikan bendalir dengan menutup di hujung paip. Ia boleh didapati dalam jenis kimpalan punggung, jenis kimpalan soket dan jenis berulir, dan topi buttweld lebih popular memandangkan prestasi yang baik, sambungan yang stabil dan julat pemilihan dimensi yang besar.
