
ท่อ API 5L X60M 3PE LSAW (PSL21,psl2)

สุดยอดของวิศวกรรมท่อ: ท่อ API 5L X60M PSL2 3PE LSAW ของ Abtersteel
การก่อสร้างที่ทันสมัย, โครงสร้างพื้นฐานด้านพลังงานขนาดใหญ่ต้องการวัสดุที่แสดงถึงการบรรจบกันของโลหะวิทยาขั้นสูง, การประกันคุณภาพอย่างเข้มงวด, และวิทยาศาสตร์การกัดกร่อนที่ได้รับการพิสูจน์แล้ว. Abtersteel นำเสนอ API 5L X60M PSL2 Longitudinal Submerged Arc Welded (แอลเอสเอ) ท่อ, ป้องกันด้วยโพลีเอทิลีนสามชั้น (3วิชาพลศึกษา) ระบบการเคลือบ, มิใช่เป็นเพียงส่วนประกอบเท่านั้น; เป็นโซลูชันทางวิศวกรรมแบบครบวงจรที่ปรับแต่งมาเพื่อรองรับแรงดันสูงที่มีความต้องการสูงสุด, โครงการส่งสัญญาณความเร็วสูงในสภาพแวดล้อมที่ไม่เป็นมิตรและท้าทายทางภูมิศาสตร์. เกรดท่อนี้แสดงถึงความมุ่งมั่นต่อความสมบูรณ์ของโครงสร้างและอายุการใช้งานที่ยืนยาวในระดับสูงสุด, ทำให้มั่นใจได้ว่าการส่งผ่านไฮโดรคาร์บอนที่สำคัญ, ตัวกลางในการดักจับคาร์บอน, หรือของเหลวความร้อนใต้พิภพขั้นสูงสามารถดำเนินการได้โดยมีความเสี่ยงต่ำสุดที่จะเกิดความล้มเหลวในการกักเก็บหรือการเสื่อมสภาพในการปฏิบัติงานในระยะยาว. จุดมุ่งเน้นของเราคือการเพิ่มประสิทธิภาพความแข็งแกร่งที่ไม่สามารถต่อรองได้, ความแข็งแกร่ง, และความทนทาน, ทั้งหมดได้รับการรับรองภายใต้ข้อกำหนดที่เข้มงวด, ข้อกำหนดที่ได้รับการยอมรับทั่วโลกซึ่งกำหนดโดย American Petroleum Institute (เอพีไอ) สำหรับระดับคุณสมบัติผลิตภัณฑ์ 2 (psl2).
1. อาณัติความซื่อสัตย์สูง: การกำหนด API 5L X60M PSL2
ระบบการตั้งชื่อ API 5L X60M PSL2 เป็นลายนิ้วมือทางเทคนิคของวัสดุที่ออกแบบมาเพื่อให้ทนต่อความเครียดในการทำงานและสิ่งแวดล้อมที่ไม่ธรรมดา, ก้าวไปไกลกว่าการวัดความแข็งแรงของผลผลิตอย่างง่าย ๆ ไปสู่ขอบเขตที่สำคัญของกลไกการแตกหักและการป้องกันความล้มเหลว. การกำหนดดังกล่าวได้สรุปชุดข้อกำหนดด้านการผลิตและการทดสอบขั้นสูงที่ทำให้ผลิตภัณฑ์นี้เป็นสินทรัพย์ระดับพรีเมียมสำหรับการใช้งานไปป์ไลน์ที่สำคัญ.
ข้อได้เปรียบทางโลหะวิทยาของ X60M
ที่ “X60” การจำแนกประเภทโดยพื้นฐานบ่งชี้ถึงความแข็งแกร่งของผลผลิตที่ระบุขั้นต่ำของ $60,000 \text{ psi}$ ($414 \text{ MPa}$). ความแข็งแรงสูงนี้ช่วยให้นักออกแบบท่อใช้ความหนาของผนังที่บางกว่าเกรดที่ต่ำกว่า (เช่น, X42 หรือ X52) ในขณะที่ยังคงรักษาความสามารถในการรับแรงตึงของห่วงที่ต้องการ, ส่งผลให้ประหยัดต้นทุนวัสดุได้อย่างมากและลดน้ำหนักท่อ, ซึ่งช่วยลดค่าใช้จ่ายในการขนส่งและติดตั้งได้อย่างมาก. อย่างไรก็ตาม, การได้รับความแข็งแรงสูงจะต้องไม่กระทบต่อความสามารถของวัสดุในการต้านทานการแตกหักแบบเปราะ, โดยเฉพาะอย่างยิ่งในการให้บริการที่อุณหภูมิต่ำหรือภายใต้การโหลดแบบไดนามิก. นี่คือลักษณะที่กำหนด, ที่ “ม” คำต่อท้าย, เข้าสู่สมการทางเทคนิค. ที่ “ม” หมายถึงเหล็กที่ผลิตโดยกระบวนการควบคุมด้วยความร้อนเชิงกล (ทีเอ็มซีพี), หรือควบคุมการกลิ้ง. กระบวนการที่ซับซ้อนนี้ควบคุมอุณหภูมิการกลิ้งและพารามิเตอร์การเปลี่ยนรูปในระหว่างการผลิตแผ่นเหล็กเพื่อปรับปรุงโครงสร้างจุลภาค โดยควบคุมลักษณะทางสัณฐานวิทยาของเฟสเฟอร์ไรต์และเพิร์ลไลต์โดยเฉพาะ และเพื่อให้ได้ผลลัพธ์ที่ละเอียด, ขนาดเกรนสม่ำเสมอ. ผลลัพธ์ของ TMCP คือแผ่นเหล็กที่มีความแข็งแกร่งที่เหนือกว่า ในขณะเดียวกันก็มีความเหนียวรอยบากที่อุณหภูมิต่ำที่ยอดเยี่ยมและความสามารถในการเชื่อมที่เพิ่มขึ้นอย่างมาก, คุณสมบัติที่มักไม่เหมือนกันในเหล็กแปรรูปทั่วไป. การอุทิศของ Abtersteel ให้กับ X60M ช่วยให้มั่นใจได้ว่าความสมบูรณ์ของโครงสร้างของตัวท่อ LSAW สุดท้ายนั้นตั้งอยู่บนพื้นฐานขั้นสูงนี้, โลหะวิทยาที่ทนต่อความเครียด.
ข้อกำหนดที่ไม่สามารถต่อรองได้ของ PSL2
ความต้องการที่เข้มงวดที่สุดสำหรับผลิตภัณฑ์นี้ถูกกำหนดโดยการกำหนด PSL2. ข้อกำหนดระดับนี้ยกระดับท่อจากบริการทั่วไปไปสู่การรับรอง, ผลิตภัณฑ์ที่มีความสมบูรณ์สูงเหมาะสำหรับการใช้งานที่ไม่เป็นมิตรหรือมีความเสี่ยงสูง, เช่นบริการเปรี้ยว, การส่งก๊าซธรรมชาติแรงดันสูง, หรือท่อส่งน้ำมันที่ตัดผ่านพื้นที่ที่เกิดแผ่นดินไหว. PSL2 กำหนดชุดข้อกำหนดที่ไม่สามารถต่อรองได้ซึ่งเข้มงวดกว่าข้อกำหนดสำหรับ PSL1 อย่างมาก:
-
บังคับ Charpy V-Notch (CVN) การทดสอบ: สำหรับ PSL2, การทดสอบความทนทานของ CVN ไม่ใช่ทางเลือก; จำเป็นต้องตรวจสอบความต้านทานของวัสดุต่อการเริ่มต้นและการแพร่กระจายของการแตกหักแบบเปราะ. ซึ่งเกี่ยวข้องกับการทดสอบตัวอย่างที่อุณหภูมิบริการขั้นต่ำที่ระบุเพื่อให้แน่ใจว่าวัสดุดูดซับพลังงานในปริมาณขั้นต่ำที่ต้องการ (มักวัดเป็นจูลส์), จึงให้การรับประกันเชิงปริมาณต่อการแพร่กระจายของรอยแตกร้าวอย่างรวดเร็ว (เช่น, ในท่อส่งก๊าซแรงดันสูง).
-
องค์ประกอบทางเคมีที่เข้มงวดยิ่งขึ้น: ข้อกำหนด PSL2 กำหนดข้อจำกัดที่เข้มงวดมากขึ้นเกี่ยวกับองค์ประกอบการผสม, โดยเฉพาะค่าเทียบเท่าคาร์บอน ($\text{CE}$) และฟอสฟอรัส ($\text{P}$) และซัลเฟอร์ ($\text{S}$) เนื้อหา. ต่ำกว่า $\text{CE}$ เป็นสิ่งสำคัญในการรับประกันความสามารถในการเชื่อมภาคสนาม, ลดความเสี่ยงของการแตกร้าวด้วยความเย็นระหว่างการเชื่อมในงานก่อสร้าง. ต่ำกว่า $\text{S}$ เนื้อหามีความสำคัญอย่างยิ่งต่อแอปพลิเคชันบริการที่มีรสเปรี้ยว, เนื่องจากสารประกอบซัลเฟอร์สามารถทำปฏิกิริยากับไฮโดรเจนที่เกิดจากการกัดกร่อนได้, นำไปสู่การแตกร้าวที่เกิดจากไฮโดรเจน (hic) และการแตกร้าวที่เกิดจากไฮโดรเจนที่เน้นความเครียด (ที่นั่น). Abtersteel ปฏิบัติตามขีดจำกัดสิ่งเจือปนที่ลดลงเหล่านี้อย่างเคร่งครัด, มักจะเกินข้อกำหนดขั้นต่ำ, เป็นการพิสูจน์ถึงความมุ่งมั่นของเราในการสร้างความทนทานของไปป์ไลน์ในสื่อเชิงรุก.
-
การทดสอบแบบไม่ทำลายภาคบังคับ (NDT): ความยาวท่อ PSL2 ทั้งหมดอยู่ภายใต้ NDT ที่ครอบคลุม, รวมถึงการทดสอบอัลตราโซนิก (ยูทาห์) และการทดสอบด้วยภาพรังสีที่อาจเกิดขึ้น (RT) ของรอยเชื่อม, เพื่อให้แน่ใจว่าไม่มีข้อบกพร่องภายในหรือพื้นผิวที่เป็นอันตรายอย่างสมบูรณ์, เช่นความพรุน, ขาดฟิวชั่น, หรือสิ่งเจือปน, รับประกันความสม่ำเสมอของโครงสร้างของการเชื่อม LSAW.
การบรรจบกันของโลหะวิทยา X60M และการรับประกัน PSL2 เป็นการยืนยันว่าท่อของ Abtersteel ไม่ได้ผลิตเพียงเพื่อให้มีความแข็งแกร่งเท่านั้น, แต่จะยากอย่างที่คาดเดาได้, ทนต่อสารเคมี, และไม่มีมิติที่ไร้ที่ติภายใต้เงื่อนไขการบริการที่ท้าทายที่สุด.
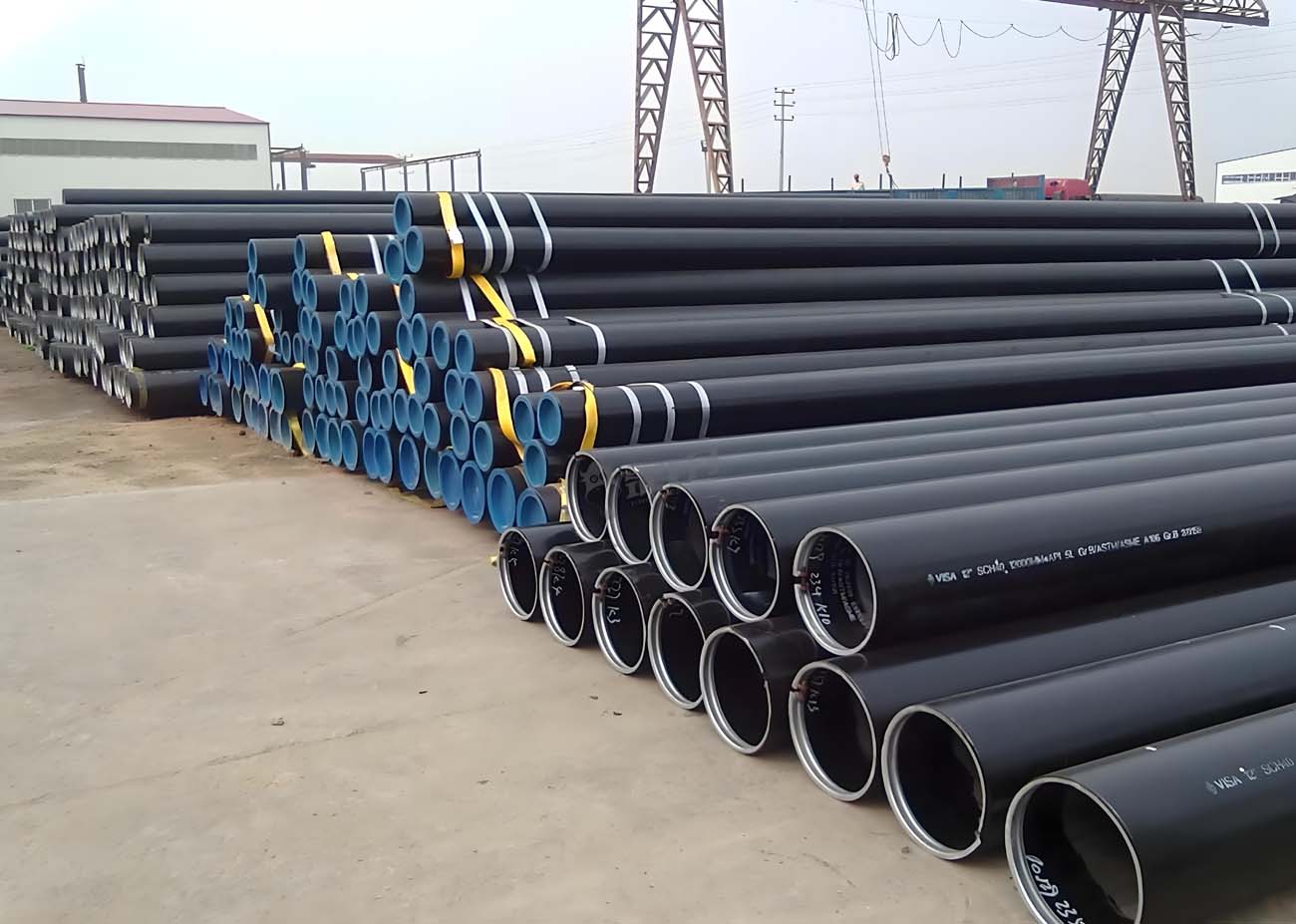
2. วิทยาศาสตร์การประดิษฐ์: เทคโนโลยี LSAW และการควบคุมมิติ
การเปลี่ยนแปลงทางกายภาพของเพลต X60M PSL2 ที่มีความแข็งแรงสูงให้เป็นท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ทำได้โดยการเชื่อมส่วนโค้งใต้น้ำตามยาว (แอลเอสเอ) กระบวนการ. LSAW เป็นวิธีการที่อุตสาหกรรมต้องการในการผลิตท่อที่มีความหนาและเส้นผ่านศูนย์กลางของผนังที่เกินขีดจำกัดในทางปฏิบัติของการเชื่อมความต้านทานไฟฟ้าแบบไม่มีรอยต่อหรือความถี่สูง (HFERW) ท่อ, ทำให้เป็นตัวเลือกที่จำเป็นสำหรับงานขนาดใหญ่, ส่วนท่อแรงดันสูง.
หลักการเชื่อมอาร์คแบบจมอยู่ใต้น้ำ
กระบวนการ LSAW เกี่ยวข้องกับการขึ้นรูปแผ่นเหล็กเย็นให้เป็นรูปทรงทรงกระบอกหรือเกือบทรงกระบอก, โดยที่ขอบตามยาวถูกกดเข้าด้วยกัน, แล้วจึงเชื่อมตะเข็บนี้โดยใช้เทคนิคการเชื่อมแบบ Submerged Arc Welding. เทคนิคนี้ใช้อิเล็กโทรดตั้งแต่หนึ่งตัวขึ้นไปที่สะสมโลหะตัวเติม ในขณะที่ทั้งส่วนโค้งและสระเชื่อมหลอมเหลวได้รับการปกป้องด้วยแผ่นเม็ดเล็กๆ, การไหลของฟิวส์. ประโยชน์ทางเทคนิคของวิธี Submerged Arc นั้นลึกซึ้ง:
-
คุณภาพโลหะเชื่อม: ฟลักซ์ที่ปกคลุมส่วนโค้งทำให้กระบวนการเชื่อมมีความเสถียรและสะอาดอย่างยิ่ง, ปกป้องสระเชื่อมจากสารปนเปื้อนในชั้นบรรยากาศ (ออกซิเจนและไนโตรเจน), ซึ่งส่งผลให้โลหะเชื่อมมีความสมบูรณ์สูง มีความพรุนต่ำ และการควบคุมสารเคมีที่แม่นยำ. ความสามารถในการใช้อิเล็กโทรดหลายอันทำให้มีอัตราการสะสมสูงและลึก, การเชื่อมแบบเจาะเต็มซึ่งครอบคลุมความหนาทั้งหมดของผนังท่อ, ตรวจสอบให้แน่ใจว่ารอยเชื่อมมีโครงสร้างเทียบเท่ากับโลหะแม่.
-
ความสามารถในการความหนาของผนัง: ต่างจากการเชื่อมแบบเกลียวหรือวิธี HFERW, LSAW เหมาะอย่างยิ่งสำหรับผนังที่มีความหนามาก ซึ่งมักจะเกินนั้น $25 \text{ mm}$— ความจำเป็นสำหรับท่อ X60M PSL2 ที่ใช้ในสถานีคอมเพรสเซอร์, ข้ามแม่น้ำ, หรือกลุ่มเมืองที่มีความเสี่ยงสูงซึ่งต้องการความหนาสูงสุดของปัจจัยการออกแบบ.
ความแม่นยำเชิงมิติเพื่อความน่าเชื่อถือของภาคสนาม
สำหรับท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่, ความแม่นยำของมิติเป็นสิ่งสำคัญอย่างยิ่งต่อการก่อสร้างที่มีประสิทธิภาพและปลอดภัย. ค่าความคลาดเคลื่อนที่เข้มงวดที่จำเป็นสำหรับท่อ PSL2 ของ Abtersteel ได้รับการดูแลผ่านกระบวนการขึ้นรูปและสอบเทียบที่ซับซ้อน:
-
รูปไข่และความตรง: ควบคุมการตกไข่ของท่ออย่างเข้มงวด (ความแตกต่างระหว่างเส้นผ่านศูนย์กลางภายนอกสูงสุดและต่ำสุด) และความตรงเป็นสิ่งสำคัญสำหรับการเชื่อมสนามที่เชื่อถือได้. การตกไข่ไม่ดีจะทำให้ข้อต่อกระชับขึ้น, ต้องใช้แรงมากเกินไปหรือบดด้วยมือ, ซึ่งสามารถลดทอนรูปทรงของปลายท่อได้. ท่อของ Abtersteel ผ่านกระบวนการขยายเย็นหรือกระบวนการสอบเทียบหลังการเชื่อม เพื่อให้มั่นใจถึงความสม่ำเสมอของมิติที่เหมาะสมที่สุดตลอดความยาวทั้งหมด, อำนวยความสะดวกอย่างรวดเร็ว, การเชื่อมอัตโนมัติในสนาม.
-
สิ้นสุดการเตรียมการ (บาก): ปลายท่อได้รับการตัดเฉือนอย่างแม่นยำตามโปรไฟล์มุมเอียงที่ต้องการ (เช่น, $30^{\circ}$ มุมกับก $1.6 \text{ mm}$ ใบหน้าราก) โดยใช้อุปกรณ์ซีเอ็นซี. การเตรียมส่วนปลายที่แม่นยำนี้ช่วยให้มั่นใจได้ว่าผู้รับเหมาท่อสามารถบรรลุการผ่านรูตที่สมบูรณ์แบบและการเจาะแนวเชื่อมที่สม่ำเสมอในระหว่างการก่อสร้าง, ซึ่งจำเป็นสำหรับการปฏิบัติตามข้อกำหนด NDT ที่เข้มงวดของไปป์ไลน์ที่เสร็จสมบูรณ์.
การผสมผสานระหว่างโลหะวิทยา X60M, รอยเชื่อม LSAW ที่มีความเที่ยงตรงสูง, และการควบคุมมิติที่แม่นยำทำให้ท่อมีโครงสร้างที่แข็งแกร่ง, สินทรัพย์พร้อมเชื่อม.
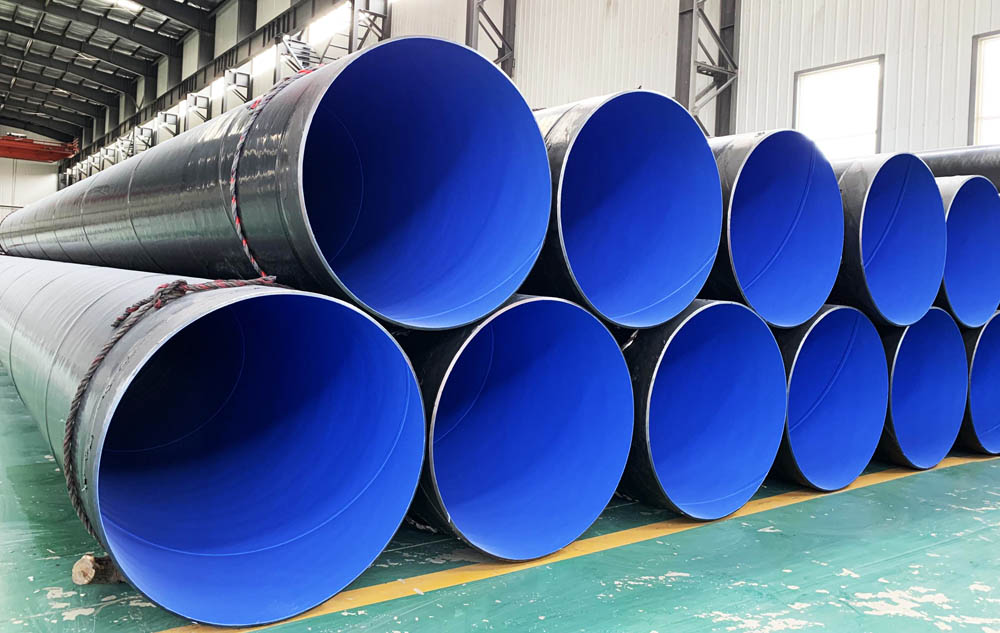
3. ผู้พิทักษ์แห่งความทนทาน: 3วิศวกรรมการเคลือบ PE และการกัดกร่อน
แม้แต่ท่อที่มีความสมบูรณ์ทางโลหะวิทยาและโครงสร้างสูงสุดก็ยังพังก่อนเวลาอันควรหากไม่มีการป้องกันภายนอกที่แข็งแกร่งต่อภัยคุกคามที่ร้ายกาจของการกัดกร่อน. ท่อ X60M PSL2 LSAW ของ Abtersteel มาพร้อมกับโพลีเอทิลีนสามชั้นชั้นนำของอุตสาหกรรม (3วิชาพลศึกษา) ระบบการเคลือบ, ซึ่งเป็นมาตรฐานที่ได้รับการยอมรับทั่วโลกในการต้านทานการกัดกร่อนในระยะยาวและการป้องกันทางกลในท่อฝังหรือใต้น้ำ.
กายวิภาคของระบบ 3PE
ระบบ 3PE ไม่ใช่ชั้นเดียว, แต่เป็นการผสมผสานระหว่างวัสดุสามชนิดที่แตกต่างกัน, แต่ละคนมีบทบาทสำคัญในการป้องกันความเสื่อมโทรมของสิ่งแวดล้อม:
-
อีพ็อกซี่บอนด์ฟิวชั่น (เอฟบีอี) ไพรเมอร์ (ชั้น 1): นำไปใช้โดยตรงกับการขัดทำลาย, พื้นผิวเหล็กร้อน. FBE เป็นผงเทอร์โมเซตโพลีเมอร์ที่ยึดเกาะทางเคมีกับเหล็ก. หน้าที่หลักของมันคือ เป็นตัวกั้นทางเคมีและความต้านทานการแยกตัวของแคโทดที่ยอดเยี่ยม ซึ่งเป็นการวัดความสามารถของสารเคลือบในการต้านทานการแยกตัวจากพื้นผิวท่อภายใต้อิทธิพลของระบบป้องกันแคโทด, ซึ่งเป็นสิ่งสำคัญในการป้องกันการกัดกร่อนของรอยแยก.
-
กาวโคพอลิเมอร์ (ชั้น 2): ชั้นที่สองนี้เป็นโคโพลีเมอร์เรซินที่ทำหน้าที่เป็นสะพานเชื่อมทางเคมีและกายภาพระหว่าง FBE และชั้นโพลีเอทิลีนด้านนอกสุด. ช่วยให้มั่นใจได้ว่าโพลีเอทิลีนจะเกาะติดกับอีพอกซีอย่างเหนียวแน่น, ป้องกันการหลุดร่อนและรักษาโครงสร้างบูรณาการของระบบการเคลือบ.
-
โพลีเอทิลีน (วิชาพลศึกษา) เสื้อคลุม (ชั้น 3): หนาขนาดนี้, ชั้นนอกที่แข็งแกร่งให้การปกป้องทางกลและความเป็นฉนวน. โพลีเอทิลีนทนทานต่อความเสียหายจากแรงกระแทกจากการหยิบจับ, ดัด, และการทดแทน, และมีความต้านทานไฟฟ้าสูงทำหน้าที่เป็นเกราะป้องกันหลัก, ป้องกันกระแสน้ำลงดินและจำกัดการสัมผัสของท่อต่อดินและจุลินทรีย์ที่มีฤทธิ์กัดกร่อน.
การประกันคุณภาพระบบการเคลือบ
มั่นใจในประสิทธิภาพของระบบ 3PE ด้วยการควบคุมคุณภาพอย่างต่อเนื่อง (การควบคุมคุณภาพ) ระหว่างขั้นตอนการเคลือบ:
-
การเตรียมพื้นผิว: ต้องเตรียมพื้นผิวเหล็กให้เป็นโลหะสีขาวเกือบหมด (บน 2.5) โดยการยิงระเบิด, และต้องควบคุมอุณหภูมิก่อนการให้ความร้อนอย่างแม่นยำเพื่อให้แน่ใจว่าการกระตุ้น FBE และพันธะเคมีเหมาะสม.
-
ความหนาของการเคลือบและการทดสอบวันหยุด: ความหนาของชั้นเคลือบขั้นสุดท้ายจะได้รับการตรวจสอบอย่างเข้มงวดเพื่อให้ตรงตามข้อกำหนด (โดยทั่วไป $2.5 \text{ mm}$ ถึง $3.5 \text{ mm}$). ท่อเคลือบทุกเมตรเดียวจะต้องผ่านการทดสอบในช่วงวันหยุด โดยผ่านหัววัดไฟฟ้าแรงสูงเหนือพื้นผิวเพื่อตรวจจับรูเข็มหรือช่องว่าง. การละเมิดใด ๆ ในการเคลือบ, เรียกว่า 'วันหยุด',’ จะถูกระบุและซ่อมแซมทันทีก่อนจัดส่ง, รับประกันความสมบูรณ์ของสิ่งกีดขวางอิเล็กทริก.
กลไกการป้องกันหลายชั้นนี้ช่วยให้แน่ใจว่าแกนเหล็ก X60M PSL2 ถูกแยกออกจากสภาพแวดล้อมที่มีฤทธิ์กัดกร่อนอย่างสมบูรณ์, ช่วยให้ท่อสามารถตอบสนองความต้องการด้านการออกแบบได้แม้ในสถานที่ให้บริการที่มีความเข้มงวดสูงหรือห่างไกล.
4. มูลค่าวงจรชีวิตและการประกันแบบบูรณาการ
ท่อ API 5L X60M PSL2 3PE LSAW ของ Abtersteel แสดงถึงความเสี่ยงต่ำ, การลงทุนที่ให้ผลตอบแทนสูงแก่ผู้ประกอบการท่อ. การนำเสนอมูลค่ารวมไม่ได้มาจากคุณลักษณะทางเทคนิคเฉพาะบุคคลเท่านั้น แต่ยังมาจากระบบการรับประกันแบบบูรณาการที่เชื่อมโยงคุณลักษณะเหล่านั้นไว้ด้วยกัน, ลดต้นทุนตลอดอายุการใช้งานและเพิ่มความปลอดภัยในการปฏิบัติงานให้สูงสุด.
ความมุ่งมั่นต่อ PSL2 กำหนดให้สามารถตรวจสอบย้อนกลับได้อย่างสมบูรณ์, การตรวจสอบ NDT, และการทดสอบความทนทานที่รับประกันประสิทธิภาพที่คาดการณ์ได้ภายใต้เงื่อนไขที่กำหนด. ความสามารถในการคาดการณ์นี้แปลโดยตรงเป็นค่าความปลอดภัยที่ลดลงซึ่งจำเป็นในการวางแผนการปฏิบัติงาน และลดความน่าจะเป็นของความล้มเหลว ซึ่งเป็นเหตุการณ์ที่มีค่าใช้จ่ายสูงที่สุดในการปฏิบัติงานไปป์ไลน์ใดๆ. ความทนทานที่ได้จากการเคลือบ 3PE ช่วยลดต้นทุนการบำรุงรักษาในระยะยาวที่เกี่ยวข้องกับการควบคุมการกัดกร่อนและความต้องการของระบบป้องกันแคโทดได้อย่างมาก. ในที่สุด, ท่อ X60M PSL2 LSAW, ผลิตและเคลือบโดย Abtersteel, คือหลักประกันพื้นฐานของความปลอดภัย, เชื่อถือได้, และการถ่ายโอนทรัพยากรพลังงานทั่วโลกอย่างมีประสิทธิภาพ.
ท่อ Abtersteel API 5L X60M PSL2 3PE LSAW: ข้อมูลจำเพาะทางเทคนิค
ตารางต่อไปนี้ให้รายละเอียดเกี่ยวกับข้อกำหนดและข้อกำหนดที่เข้มงวดซึ่งยึดถือในการผลิตผลิตภัณฑ์ไปป์ไลน์ที่มีความซื่อสัตย์สูงของ Abtersteel.
| หมวดหมู่ | รายละเอียดข้อมูลจำเพาะ |
| วัสดุ | เอพีไอ 5L X60M (TMCP/เหล็กแผ่นรีดควบคุม) |
| ระดับผลิตภัณฑ์ | psl2 (ระดับข้อมูลจำเพาะของผลิตภัณฑ์ 2, อาณัติ CVN, NDT, และเคมีที่เข้มข้นยิ่งขึ้น) |
| วิธีการผลิต | แอลเอสเอ (รอยเชื่อมอาร์คจมอยู่ใต้น้ำตามยาว) |
| การเคลือบภายนอก | 3วิชาพลศึกษา (โพลีเอทิลีนสามชั้น: เอฟบีอี + กาว + วิชาพลศึกษา) |
| ขนาด (ทั่วไป) | เส้นผ่านศูนย์กลางภายนอก: 406.4 มม (16″) ขึ้นไป 1422 มม (56″) |
| ความหนาของผนัง | 8.0 มม (0.315″) ขึ้นไป 40.0 มม (1.575″) |
| การปฏิบัติตามมาตรฐานและข้อกำหนดเฉพาะ | รายละเอียด |
| มาตรฐานหลัก | ข้อมูลจำเพาะ API 5L (46th หรือฉบับล่าสุด) |
| ข้อกำหนดเสริม | ไอเอสโอ 3183 (เทียบเท่ามาตรฐานสากล) |
| มาตรฐานการเชื่อม | รหัสหม้อไอน้ำและภาชนะรับความดัน ASME ส่วนที่ 9 |
| มาตรฐานการเคลือบ | จาก 30670 / ไอเอสโอ 21809-1 / ซีเอสเอ Z245.21 (ระบุไว้โดยทั่วไป) |
| การรับรอง | ใบรับรองการทดสอบโรงงาน (MTC) 3.1 หรือ 3.2 (โดยบุคคลที่สาม) |
| องค์ประกอบทางเคมี (น้ำหนักสูงสุด %) – psl2 | ข้อกำหนด X60M |
| คาร์บอน (ค) | $0.20$ |
| แมงกานีส (มน) | $1.70$ |
| ฟอสฟอรัส (ป) | $0.025$ |
| กำมะถัน (ส) | $0.015$ |
| ซิลิคอน (และ) | $0.45$ |
| เทียบเท่าคาร์บอน (ซีอี) | $\leq 0.43$ (โดยทั่วไปจะลดลงด้วย TMCP) |
| วาเนเดียม (วี) + ไนโอเบียม (ไม่มี) + ไทเทเนียม (ของ) | $\leq 0.15$ |
| ข้อกำหนดทางกลและแรงดึง | API 5L X60M PSL2 |
| ความแข็งแรงของผลผลิตขั้นต่ำ ($\text{R}_{\text{eH}}$) | $414 \text{ MPa}$ ($60,000 \text{ psi}$) |
| ความต้านทานแรงดึงขั้นต่ำ ($\text{R}_{\text{m}}$) | $517 \text{ MPa}$ ($75,000 \text{ psi}$) |
| ความแข็งแรงของผลผลิตสูงสุด | $565 \text{ MPa}$ ($82,000 \text{ psi}$) |
| การยืดตัว (ก) | $\text{Min}$ $18\%$ (ขึ้นอยู่กับความหนาของผนัง/ความยาวเกจ) |
| ความแข็งแรงของรอยเชื่อม | ต้องตรงกันหรือเกินค่าความต้านทานแรงดึงขั้นต่ำที่ระบุของตัวท่อ |
| ข้อกำหนดในการอบชุบด้วยความร้อน | สถานะ X60M PSL2 |
| ตัวท่อ | การประมวลผลที่ควบคุมด้วยความร้อนเชิงกล (ทีเอ็มซีพี) หรือแบบรีดควบคุม (พวกเขา’ ความต้องการ) |
| วัตถุประสงค์ของ TMCP | เพิ่มความแข็งแกร่งและความเหนียวผ่านการปรับแต่งโครงสร้างจุลภาค |
| การรักษาความร้อนหลังการเชื่อม (สวท) | โดยทั่วไปไม่จำเป็นสำหรับ LSAW มาตรฐาน. ผู้ซื้ออาจระบุสำหรับบริการที่เปรี้ยวหรือสภาพแวดล้อมการใช้งานเฉพาะ. |
| สรุปแอปพลิเคชันและคุณสมบัติ | ประโยชน์ทางเทคนิค |
| การสมัครหลัก | การส่งก๊าซธรรมชาติแรงดันสูง, น้ำมันดิบ, และผลิตภัณฑ์สำเร็จรูป |
| คุณสมบัติที่สำคัญ PSL2 | มีความเหนียวสูงบังคับ (ผ่านการทดสอบ CVN) สำหรับการจับกุมการแตกหัก |
| คุณสมบัติที่สำคัญของ X60M | ความแข็งแรงสูงช่วยให้การออกแบบผนังบางลง, ลดต้นทุนและน้ำหนัก |
| คุณสมบัติที่สำคัญของ LSAW | เหมาะสำหรับเส้นผ่านศูนย์กลางขนาดใหญ่และผนังหนา; การเชื่อมตามยาวมีความสมบูรณ์สูง |
| 3คุณสมบัติหลักของ PE | ป้องกันการกัดกร่อนจากภายนอกถึงสามเท่า, ทนต่อแรงกระแทกทางกลได้ดีเยี่ยม |
| ความทนทานของตารางความหนา (อิงตาม API 5L) | ช่วงความอดทน |
| ความหนาของผนังท่อ (ที) | $-\text{12.5}\%$ ของ $\text{t}$ (เชิงลบ) |
| ความหนาของผนังท่อ (ที) | $+\text{15.0}\%$ ของ $\text{t}$ (เชิงบวก, $\leq 2.5 \text{ mm}$ สูงสุด) |
| บันทึก | ความคลาดเคลื่อนที่เข้มงวดได้รับการดูแลเพื่อการติดตั้งภาคสนามและความสมบูรณ์ของการทดสอบอุทกสถิต. |
เบ้าหลอมความซื่อสัตย์: การทดสอบการทำลายล้างและการประกันกลไกการแตกหักภาคบังคับ
การประเมินทางเทคนิคอย่างต่อเนื่องของท่อ API 5L X60M PSL2 ของ Abtersteel, ความมุ่งมั่นในระดับข้อกำหนดผลิตภัณฑ์ 2 (psl2) กำหนดให้มีการทดสอบทางกลแบบทำลายล้างที่เข้มงวด ซึ่งนอกเหนือไปจากการยืนยันแรงดึงแบบธรรมดา. การทดสอบเหล่านี้ก่อให้เกิดความสมบูรณ์ของไปป์ไลน์, ให้การรับประกันเชิงปริมาณว่าการประมวลผลที่ควบคุมด้วยความร้อนเชิงกลขั้นสูง (ทีเอ็มซีพี) โลหะวิทยาได้ผลผลิตที่สามารถต้านทานการแตกหักแบบเปราะได้, โดยเฉพาะในภาวะที่มีความเครียดสูง, อุณหภูมิต่ำ, หรือสภาพแวดล้อมการบริการแบบไดนามิก. การพึ่งพาข้อมูลกลศาสตร์การแตกหักที่ตรวจสอบได้นี้, แทนที่จะถือว่าคุณสมบัติของวัสดุ, เป็นตัวสร้างความแตกต่างหลักที่ปรับตำแหน่งระดับพรีเมียมของวัสดุ PSL2 ในการวางแผนโครงสร้างพื้นฐานที่สำคัญ.
1. ชาร์ปี วี-น็อตช์ (CVN) การทดสอบ: การวัดความเข้มแข็ง
Charpy V-Notch (CVN) การทดสอบแรงกระแทกเป็นการตรวจสอบเชิงทำลายที่สำคัญที่สุดเพียงครั้งเดียวที่กำหนดโดย PSL2, ทำหน้าที่เป็นตัวระบุปริมาณขั้นสุดท้ายของความเหนียวบากของวัสดุท่อ—ความสามารถในการดูดซับพลังงานแบบพลาสติกก่อนที่จะแตกหักเมื่อมีข้อบกพร่องแหลมคม. การทดสอบนี้มีความสำคัญเนื่องจากท่อส่งก๊าซแรงดันสูง, โดยเฉพาะ, ต้องการความเหนียวของวัสดุเพียงพอที่จะยับยั้งการแตกร้าวที่เปราะแพร่กระจายก่อนที่จะสามารถทะลุเส้นรอบวงท่อและทำให้เกิดการแตกร้าวอย่างรุนแรงตลอดความยาวของเส้น.
วิธีการนี้มีความเฉพาะเจาะจงและไม่สามารถต่อรองได้: เล็ก, ชิ้นงานที่นำมาจากตัวท่อด้วยเครื่องจักรอย่างแม่นยำ (และมักเป็นเขตได้รับผลกระทบจากความร้อน, หรือ HAZ, ของตะเข็บ LSAW) ถูกแช่เย็นจนถึงอุณหภูมิการออกแบบขั้นต่ำที่กำหนด, ซึ่งมักมีความสัมพันธ์กับอุณหภูมิการให้บริการที่เย็นที่สุดที่คาดการณ์ไว้ของท่อ (เช่น, $0^{\circ}\text{C}$ หรือ $-20^{\circ}\text{C}$). จากนั้นจึงกระแทกชิ้นงานทดสอบด้วยค้อนลูกตุ้มที่สอบเทียบแล้ว และพลังงานที่ดูดซับระหว่างความล้มเหลวจะถูกบันทึกเป็นจูลส์ (หรือฟุต-ปอนด์). สำหรับ X60M PSL2, API 5L ไม่เพียงแต่กำหนดค่าการดูดซับพลังงานเฉลี่ยขั้นต่ำสำหรับทั้งตัวท่อและตะเข็บเชื่อมเท่านั้น, แต่ยังรวมถึงค่าการขยายตัวด้านข้างขั้นต่ำและลักษณะการแตกหักด้วยแรงเฉือนเพื่อแยกแยะระหว่างโหมดความล้มเหลวแบบเหนียวและแบบเปราะ. เหล็ก TMCP ของ Abtersteel ได้รับการปรับให้เหมาะสมเป็นพิเศษเพื่อเพิ่มโครงสร้างจุลภาคที่มีเนื้อละเอียดสูงสุด, ทำให้มั่นใจว่าผลลัพธ์ CVN เกินค่าพลังงานขั้นต่ำอย่างสม่ำเสมอ, จึงให้ความมั่นใจที่ตรวจสอบได้ต่อการแพร่กระจายของรอยแตกที่เปราะ, โหมดความล้มเหลวซึ่งเป็นที่ยอมรับในระดับสากลในระบบแรงดันสูงสมัยใหม่. โปรโตคอลการทดสอบนี้ช่วยให้แน่ใจว่าความแข็งแกร่งโดยธรรมชาติของเกรด X60 สอดคล้องกับความยืดหยุ่นแบบไดนามิกที่ต้องการ.
2. การทดสอบความแข็งภาคบังคับและความพร้อมในการให้บริการที่มีรสเปรี้ยว
แม้ว่าจะไม่ได้ระบุไว้อย่างชัดเจนสำหรับทุกๆ แอปพลิเคชัน PSL2, ข้อกำหนดสำหรับส่วนของไปป์ไลน์ที่กำหนดไว้สำหรับบริการเปรี้ยว (ท่อส่งสารไฮโดรคาร์บอนที่มีความเข้มข้นของไฮโดรเจนซัลไฟด์สูง, $\text{H}_2\text{S}$) กำหนดข้อจำกัดทางเทคนิคทันทีและสำคัญซึ่งกำหนดให้ต้องทดสอบความแข็งอย่างพิถีพิถัน. $\text{H}_2\text{S}$ สามารถนำไปสู่การแคร็กที่เกิดจากไฮโดรเจนได้ (hic) หรือการแคร็กความเครียดของซัลไฟด์ (สสส), ทั้งสองอย่างนี้ได้รับการส่งเสริมแบบทวีคูณเมื่อความแข็งของเหล็กเกินเกณฑ์ที่กำหนด.
psl2, ด้วยการควบคุมสารเคมีที่เข้มงวด (เทียบเท่ากำมะถันและคาร์บอนต่ำ), วางตำแหน่งท่อ X60M โดยเนื้อแท้สำหรับการใช้งานบริการที่มีรสเปรี้ยว, แต่การยืนยันขั้นสุดท้ายอยู่ที่การทดสอบความแข็งของ Vickers หรือ Rockwell. ความแข็งสูงสุดที่ยอมรับได้มักถูกกำหนดไว้ที่ $248 \text{ HV}$ (ความแข็งของวิคเกอร์) เพื่อบรรเทาความอ่อนแอต่อ SSC. นี่เป็นสิ่งสำคัญอย่างยิ่งในเขตได้รับผลกระทบจากความร้อน (ฮาซ) ของตะเข็บ LSAW, เนื่องจากการเย็นลงอย่างรวดเร็วใกล้กับรอยเชื่อมบางครั้งอาจนำไปสู่การแข็งตัวเฉพาะที่. ระเบียบวิธีควบคุมคุณภาพของ Abtersteel ประกอบด้วยการเคลื่อนที่ผ่านความแข็งอย่างเป็นระบบทั่วรอยเชื่อม LSAW และ HAZ, ตรวจสอบให้แน่ใจว่ารอยเชื่อมทั้งหมดรักษาโปรไฟล์ความแข็งไว้ต่ำกว่าขีดจำกัดขีดจำกัด, รับประกันความต้านทานต่อกลไกการแตกร้าวของสิ่งแวดล้อม. การใส่ใจต่อคุณสมบัติของวัสดุเฉพาะจุดในพื้นที่โครงสร้างที่สำคัญที่สุด—รอยเชื่อม—เป็นคุณลักษณะที่กำหนดของการผลิตท่อที่มีความสมบูรณ์สูงอย่างแท้จริง.
ความจำเป็นที่ไม่ทำลายล้าง: NDT สำหรับการประกันการเชื่อมและตัวถัง
การรับประกันที่ได้รับจากการทดสอบแบบทำลายนั้นยึดตามกลุ่มตัวอย่าง; เป็นการยืนยันความสมบูรณ์ที่เป็นไปได้ของวัสดุ. บทพิสูจน์คุณภาพขั้นสุดท้าย, อย่างไรก็ตาม, อาศัยการทดสอบแบบไม่ทำลาย (NDT), ซึ่งถูกนำไปใช้กับทุก ๆ มิลลิเมตรของความยาวท่อที่ผลิตอย่างเป็นระบบ. สำหรับ PSL2, จำเป็นต้องมี NDT และเกณฑ์การยอมรับจะเข้มงวดกว่า PSL1 อย่างมาก. การตรวจสอบอย่างครอบคลุมนี้ช่วยให้แน่ใจว่าไม่มีข้อบกพร่องที่เป็นอันตราย, การรวม, หรือความไม่ต่อเนื่องซึ่งอาจเกิดขึ้นระหว่างการรีดแผ่นหรือกระบวนการเชื่อม LSAW ยังคงซ่อนอยู่ภายในผนังท่อ.
1. การทดสอบอัลตราโซนิก (ยูทาห์) ของรอยเชื่อม
การทดสอบอัลตราโซนิกอัตโนมัติ (ยูทาห์) เป็นวิธีหลักที่ใช้ในการตรวจสอบความสมบูรณ์ของตะเข็บ LSAW ทั้งหมด. UT เกี่ยวข้องกับการแพร่กระจายคลื่นเสียงความถี่สูงผ่านวัสดุและวิเคราะห์เสียงสะท้อนที่สะท้อน. ความไม่ต่อเนื่องภายในใดๆ (เช่นขาดการหลอมรวม, ความพรุน, หรือการรวมตะกรัน) จะสะท้อนพลังงานเสียง, ส่งสัญญาณตำแหน่งและขนาดของข้อบกพร่อง.
สำหรับ X60M PSL2, เกณฑ์การยอมรับข้อบกพร่องที่ UT ตรวจพบนั้นเข้มงวดเป็นพิเศษ, มักต้องมีการซ่อมแซมหรือปฏิเสธข้อต่อท่อที่มีข้อบกพร่องเล็กกว่าที่ยอมรับได้ในท่อที่มีข้อกำหนดต่ำกว่ามาก. ระบบได้รับการออกแบบมาไม่เพียงเพื่อตรวจจับข้อบกพร่องร้ายแรงเท่านั้น, แต่เพื่อทำแผนที่แม้แต่ข้อบกพร่องภายในเล็กๆ น้อยๆ ที่อาจแพร่กระจายภายใต้ความเครียดแบบวนรอบที่โหลดตลอดอายุของไปป์ไลน์. นอกจากนี้, หัววัด UT เฉพาะใช้ในการตรวจสอบพื้นที่ส่วนปลายของท่อ ซึ่งเป็นโซนวิกฤติที่จะวางรอยเชื่อมเส้นรอบวงสนาม เพื่อให้แน่ใจว่าขอบปราศจากการเคลือบหรือการรวมตัวที่อาจส่งผลต่อรอยเชื่อมในการก่อสร้างขั้นสุดท้าย.
2. การทดสอบด้วยรังสี (RT) และการทดสอบอุทกสถิต
การทดสอบด้วยรังสี (RT), โดยใช้รังสีเอกซ์หรือรังสีแกมมา, ให้บันทึกภาพคุณภาพการเชื่อมภายในอย่างถาวร. ในขณะที่ UT จะมีประสิทธิภาพสูงในการตรวจจับข้อบกพร่องในระนาบ, RT มักถูกใช้เป็นเทคนิคเสริม, โดยเฉพาะที่จุดเริ่มต้นและจุดสิ้นสุดของความยาวท่อแต่ละท่อ, เพื่อตรวจสอบความเป็นเนื้อเดียวกันของโครงสร้างของรอยเชื่อม และตรวจจับข้อบกพร่องเชิงปริมาตร เช่น รูก๊าซขนาดใหญ่หรือกลุ่มสิ่งเจือปน. การใช้ทั้ง UT และ RT ช่วยให้มั่นใจถึงความสามารถในการตรวจจับสูงสุดต่อข้อบกพร่องประเภทต่างๆ, ความซ้ำซ้อนที่จำเป็นสำหรับมาตรฐาน PSL2.
สุดท้าย, การทดสอบทางกายภาพสัมบูรณ์ที่ใช้กับท่อที่เสร็จแล้วคือการทดสอบอุทกสถิต. ความยาวท่อแต่ละท่อจะถูกปิดผนึกและอัดแรงดันน้ำภายในให้อยู่ในระดับที่มักจะเกิดขึ้น $90\%$ ถึง $100\%$ ของกำลังรับผลผลิตขั้นต่ำที่ระบุ (สมีส์) ของเหล็ก X60M ตามระยะเวลาการถือครองที่กำหนด. การทดสอบนี้ทำหน้าที่สำคัญสองประการ:
-
การทดสอบการพิสูจน์: เป็นการพิสูจน์ว่าโครงสร้างท่อและตะเข็บ LSAW สามารถทนต่อแรงเค้นของห่วงสูงสุดที่คาดไว้ได้โดยไม่เกิดการแตกร้าว, เป็นการยืนยันขั้นสุดท้ายถึงความสมบูรณ์ของการกักเก็บแรงดัน.
-
การขยายตัวตามปริมาตร: การทดสอบนี้กำหนดให้วัสดุมีระดับความเค้นที่สามารถกระตุ้นการขยายตัวของพลาสติกที่วัดได้, ทำหน้าที่เป็นตัวกรองคุณภาพอย่างมีประสิทธิภาพโดยขยายข้อบกพร่องเล็กๆ น้อยๆ ที่อาจแพร่กระจายในภายหลังอย่างถาวรภายใต้แรงกดดันในการทำงานปกติ. ท่อใดๆ ที่รั่วหรือล้มเหลวในระหว่างกระบวนการนี้จะถูกปฏิเสธทันที, รับประกันว่ามีเพียงส่วนประกอบที่มีโครงสร้างแข็งแรงเท่านั้นที่จะออกจากพื้นโรงงาน.
ประตูคุณภาพขั้นสุดท้าย: การตรวจสอบการเคลือบและความพร้อมภาคสนาม
แม้ว่าจะได้รับการพิสูจน์ความสมบูรณ์ทางโลหะและโครงสร้างแล้วก็ตาม, ความทนทานในระยะยาวของผลิตภัณฑ์ขึ้นอยู่กับการตรวจสอบคุณภาพขั้นสุดท้ายของสารเคลือบป้องกันการกัดกร่อน 3PE และการเตรียมการอย่างพิถีพิถันในการขนส่ง.
1. 3การรับประกันการยึดเกาะของ PE และการทดสอบช่วงวันหยุด
การเคลือบ 3PE จะต้องได้รับการตรวจสอบขั้นสุดท้ายเพื่อให้มั่นใจถึงประสิทธิภาพในการเป็นเกราะป้องกันการกัดกร่อน:
-
การตรวจจับวันหยุด: การสแกนการเคลือบทุก ๆ เซนติเมตรด้วยเซ็นเซอร์ไฟฟ้าแรงสูง, ตามที่ระบุไว้ก่อนหน้านี้. เกณฑ์การยอมรับคือการไม่มี 'วันหยุด' โดยเด็ดขาด’ (รูเข็มหรือความไม่ต่อเนื่องของการเคลือบ) ที่อาจทำให้เหล็กสัมผัสกับสิ่งแวดล้อมและทำให้เกิดการกัดกร่อนได้. การทดสอบนี้รับประกันเกราะป้องกันอิเล็กทริกที่สมบูรณ์แบบ.
-
การทดสอบการยึดเกาะของเปลือก: ตัวอย่างของท่อเคลือบได้รับการทดสอบเพื่อให้แน่ใจว่าชั้นโพลีเอทิลีนยังคงรักษาความแข็งแรงพันธะทางกลที่ต้องการกับไพรเมอร์ FBE ที่อยู่ด้านล่างผ่านชั้นกาว. การทดสอบนี้ยืนยันว่าสารเคลือบจะไม่หลุดลอกเนื่องจากการหยิบจับหรือแรงเค้นของดินระหว่างการติดตั้ง, รักษาความสมบูรณ์ทางกลและอิเล็กทริกตลอดอายุการใช้งาน.
2. การปิดฝาท้ายและการสร้างทู่ขั้นสุดท้าย
การป้องกันการกัดกร่อนของท่อหมายถึงมาตรการที่จะชะลอตัวลงหรือป้องกันการกัดกร่อนและการเสื่อมสภาพของท่อภายใต้การกระทำทางเคมีหรือเคมีไฟฟ้าของสื่อภายในและภายนอกหรือกิจกรรมการเผาผลาญของจุลินทรีย์. เหตุใดท่อเหล็กที่ไร้รอยต่อจึงต้องต่อต้านการแก้ปัญหา? ท่อเหล็กไร้รอยต่อเป็นท่อเหล็กระดับสูง. ต่อมา, วัตถุดิบเป็นเหล็ก, ซึ่งจะเป็นสนิม, ซึ่งจะส่งผลกระทบต่ออายุการใช้งานในท่อ. ดังนั้น, การต่อต้านการแข็งตัวของท่อเหล็กที่ไร้รอยต่อก็เป็นกระบวนการที่ต้องทำก่อนการก่อสร้างท่อส่ง. สำหรับท่อเหล็กไร้รอยต่อส่วนใหญ่จะใช้สำหรับ anticorrosion 3PE หรือ anticorrosion tar ถ่านหินอีพอกซี.

ท่อเชื่อมอาร์คที่จมอยู่ใต้น้ำตามยาวแบ่งออกเป็น UOE, อาร์บีอี, ท่อเหล็ก JCOE ตามวิธีการขึ้นรูปที่แตกต่างกัน. ท่อเหล็กเชื่อมความถี่สูงตามยาวมีลักษณะของกระบวนการที่ค่อนข้างง่ายและการผลิตต่อเนื่องที่รวดเร็ว, และมีการใช้กันอย่างแพร่หลายในการก่อสร้างทางแพ่ง,ปิโตรเคมี, อุตสาหกรรมเบาและภาคส่วนอื่นๆ. ส่วนใหญ่ใช้เพื่อขนส่งของเหลวความดันต่ำหรือสร้างเป็นส่วนประกอบทางวิศวกรรมต่างๆ และผลิตภัณฑ์อุตสาหกรรมเบา.
เอพีไอ 5 ลิตร: ข้อมูลจำเพาะและความคลาดเคลื่อนของท่อเหล็ก API 5L ระบุมาตรฐานสำหรับท่อเหล็กไร้ตะเข็บและแบบเชื่อมที่ใช้ในระบบขนส่งทางท่อในอุตสาหกรรมปิโตรเลียมและก๊าซธรรมชาติ.
ท่อเหล็ก LSAW, ไม่ว่าจะผลิตผ่าน UOE, เจซีโออี (กดดัด), หรือ เจซีโออี (การดัดม้วน) วิธีการ, เป็นส่วนสำคัญของการใช้งานในอุตสาหกรรมต่างๆ เนื่องจากมีความแข็งแรงสูง, ความแม่นยำของมิติ, และการปฏิบัติตามมาตรฐานสากลมากมาย. แต่ละกระบวนการผลิตมีข้อดีเฉพาะตัว, ทำให้ท่อเหล่านี้เหมาะสำหรับการขนส่งของเหลวและก๊าซ, ตลอดจนใช้ในโครงการโครงสร้างและวิศวกรรม.

ท่อ DSAW เป็นตัวเลือกที่ยอดเยี่ยมสำหรับการใช้งานที่มีความต้องการสูงเนื่องจากความแม่นยำในการผลิต, ความแข็งแกร่ง, และความคล่องตัว. ไม่ว่าจะเชื่อมตรงหรือเกลียว, ท่อเหล่านี้ตรงตามมาตรฐานอุตสาหกรรมที่เข้มงวดและเป็นโซลูชั่นที่เชื่อถือได้สำหรับการขนส่งของเหลวและก๊าซภายใต้แรงดันสูง.

ท่อเหล็ก ASTM A53 LSAW เป็นตัวเลือกที่เชื่อถือได้สำหรับงานอุตสาหกรรมต่างๆ เนื่องจากมีความแข็งแรง, ความทนทาน, และกระบวนการผลิตคุณภาพสูง. ไม่ว่าจะใช้ในการขนส่งของเหลว, โครงการโครงสร้าง, หรือระบบเครื่องกล, ท่อเหล่านี้ให้ประสิทธิภาพที่ยอดเยี่ยมและความน่าเชื่อถือในระยะยาว.
