
Система изготовления катушек

Трубопроводная катушка: Комплексный анализ
Определение: Трубная катушка - это сборная часть системы трубопровода, обычно состоит из труб, арматура (например, локти, тройники, редукторы), фланцы, клапаны, и другие компоненты, собрано в контролируемой среде (например, Магазин изготовления) Перед перевозкой на строительную площадку для установки. Этот модульный подход оптимизирует выполнение проекта, Увеличение контроля качества, и снижает труд на месте, Сделать его краеугольным камнем современных систем промышленных трубопроводов.
Этот анализ расширяется на основополагающей концепции, погружаясь глубже в процесс изготовления, передовые технологии, Экологические соображения, Оптимизация затрат, и мировые тенденции отрасли. Структура включает в себя:
- Введение в изготовление катушек трубопровода
- Ключевые параметры в изготовлении (с таблицами)
- Научный и технический анализ
- Передовые материалы и их применение
- Процессы изготовления и технологии
- Обеспечение качества и отраслевые стандарты
- Соображения окружающей среды и устойчивости
- Стратегии оптимизации затрат
- Глобальные тенденции и тематические исследования
- Ключевые слова SEO для улучшенной видимости
- Заключение
1. Введение в изготовление катушек трубопровода
Производство катушки трубопровода-это специализированный производственный процесс, который включает в себя сборку компонентов трубопроводов в предварительно инженерные секции, или “катушки,” которые готовы к установке на промышленных объектах. Эти объекты включают нефтеперерабатывающие заводы, химические растения, электростанции, водоочистные сооружения, и фармацевтические производственные подразделения. Подход к изготовлению допускает точное изготовление в контролируемых условиях, минимизация ошибок, Сокращение времени строительства на месте, и повышение безопасности, ограничивая опасные полевые работы.

Ключевые преимущества
- Гарантия качества: Контролируемые среды обеспечивают постоянное качество сварки и точность размеров.
- Эффективность: Параллельное изготовление уменьшает временные рамки проекта, позволяя одновременной работе на месте и за пределами площадки.
- Экономия средств: Минимизирует полевые труды и переработку, Снижение общих затрат на проект.
- Безопасность: Уменьшает сварку на месте и тяжелую работу, смягчение рисков в опасных условиях.
- Масштабируемость: Модульные катушки идеально подходят для крупномасштабных проектов с повторяющимися конфигурациями трубопроводов.
Проблемы
- Логистика: Транспортировка больших или сложных катушек требует специализированного оборудования и планирования.
- Выбор материала: Компоненты должны быть совместимы с процессовыми жидкостями, температура, и давление.
- Координация: Точный дизайн и измерение имеют решающее значение для обеспечения совместимости катушек с системами на месте.
Этот анализ подробно изучит эти аспекты, Предоставление научной основы для понимания процесса изготовления и его применения.
2. Ключевые параметры при изготовлении катушек трубопровода
Успех изготовления катушки трубопровода зависит от контроля критических параметров, которые влияют на производительность катушки, долговечность, и соблюдение отраслевых стандартов. Ниже приведена подробная таблица, суммирующая эти параметры, с последующими объяснениями их значения.
Стол 1: Ключевые параметры при изготовлении катушек трубопровода
| Параметр | Описание | Типичные значения/стандарты | Влияние на изготовление |
|---|---|---|---|
| Диаметр трубы | Номинальный диаметр трубы (NPS или DN) | 1/2"До 48" (НПС), DN15 до DN1200 | Определяет размер катушки, масса, и требования к сварке. |
| Толщина стены | Толщина стенки трубы (Расписание или мм) | Щ 10, 40, 80, 160; 2–50 мм | Влияет на рейтинг давления, Сложность сварки, и материальные затраты. |
| Тип материала | Материал трубы и компонентов | Углеродистая сталь, нержавеющая сталь, легированная сталь, и т. д.. | Воздействует на коррозионную стойкость, сила, и свариваемость. |
| Критерии несовершенства сварного шва | Приемлемые ограничения для недостатков сварки (например, пористость, трещины) | ASME B31.3, API 1104, ИСО 5817 | Обеспечивает структурную целостность и соблюдение стандартов. |
| Угол скоси | Угол подготовки к концу трубы для сварки | 30° –37,5 ° (Обычно 37,5 ° для V-Groove) | Влияет на проникновение сварки и силу. |
| Процесс сварки | Тип используемой сварки (например, GTAW, СМАВ, Голн) | ТИГ, МНЕ, Палка, Погруженная дуга | Определяет качество сварки, скорость, и стоимость. |
| Устойчивость к приспособлению | Точность выравнивания компонентов перед сваркой | ± 1–2 мм (в зависимости от стандарта) | Обеспечивает правильное выравнивание сустава и минимизирует стрессы. |
| Гидростатическое испытательное давление | Давление, оказываемое во время тестирования, чтобы обеспечить целостность | 1.5X Дизайн давление (ASME B31.3) | Проверяет целостность катушки в условиях эксплуатации. |
| Поверхностная обработка | Обработка поверхности (например, маринованный, пассивация, покрытие) | RA 0,8-3,2 мкм (Для нержавеющей стали) | Влияет на коррозионную устойчивость и характеристики потока жидкости. |
| Размерная толерантность | Допустимое отклонение в размерах катушек | ± 3 мм для длины, ± 1,5 мм для выравнивания | Обеспечивает совместимость с установкой полевой. |
| Термическая обработка | Посгипная термообработка (ПВТ) требования | 600–700 ° C для углеродистой стали (если требуется) | Снижает остаточные напряжения и повышает долговечность сварки. |
| Неразрушающий контроль (неразрушающий контроль) | Методы обнаружения дефектов (например, РТ, ЮТ, Пт, МТ) | Рентгенография, Ультразвуковой, Краситель пенетрант, Магнитная частица | Обеспечивает сварку и целостность материала без повреждения катушки. |
| Вес катушки | Общий вес изготовленной катушки | 10 кг до нескольких тонн | Затрагивает требования к транспортировке и подъему. |
| Пособие на коррозию | Дополнительная толщина стенки для учета коррозии | 1–3 мм (в зависимости от материала и окружающей среды) | Продолжает срок службы в коррозийных средах. |
| Тепловое расширение | Расширение материала при рабочих температурах | 12–16 мкм/м · к (Материал-зависимый) | Требуются соображения проектирования для расширения суставов или поддержки. |
Объяснение ключевых параметров
- Диаметр трубы и толщина стенки: Диаметр и толщина стенки диктуют способность катушки для обработки давления и потока. Большие диаметры содержат более высокие показатели потока, но увеличивают затраты на материал и изготовление. Толщина стенки, выражается как график (например, Щ 40) или в миллиметрах, выбирается на основе рейтингов давления и коррозионных пособий.
- Научное рассмотрение: Обручный стресс (а) в трубе рассчитывается как:
S = (P · D.) / (2t)
где
Pвнутреннее давление,Dэто внешний диаметр, иtтолщина стены. Это гарантирует, что катушка выдерживает операционные напряжения. - Тип материала: Материалы, такие как углеродистая сталь, нержавеющая сталь, и сплавная сталь выбирается на основе жидкости процесса, температура, и условия окружающей среды. Например, Стильница из нержавеющей стали 316L используется в коррозионных средах из -за содержания молибденама, который усиливает сопротивление ячейки.
- Научное рассмотрение: Свойства материала, такие как прочность урожая, теплопроводность, и коррозионное сопротивление имеет решающее значение. Например, углеродистая сталь (АСТМ А106) имеет силу доходности ~ 240 МПа, Подходит для приложений умеренного давления.
- Критерии несовершенства сварного шва: Несовершенство сварного шва (например, пористость, трещины) должны соответствовать стандартам, таким как ASME B31.3 или ISO 5817 Для обеспечения структурной целостности. Неразрушающее тестирование (неразрушающий контроль) методы, такие как рентгенография (РТ) и ультразвуковое тестирование (ЮТ) Обнаружение подземных дефектов.
- Научное рассмотрение: Несовершенство действуют как концентраторы стресса, Снижение усталости жизни. Критерии принятия гарантировать, что сварные услуги соответствуют требованиям производительности.
- Угол кония и устойчивость: Угол скоси 30–37,5 ° обеспечивает правильное проникновение сварного шва, в то время как допуски приспособленности (± 1–2 мм) минимизировать смещение и остаточные стрессы.
- Научное рассмотрение: Угол скостного угла влияет на динамику бассейна сварки и затронутую тепловую зону (ЗТВ). Размещение увеличивает концентрации стресса, риск преждевременной неудачи.
- Процесс сварки: Такие процессы, как газовая вольфрамовая дуговая сварка (GTAW/TIG) предложить высокую точность, В то время как газовая металлическая сварка (GMAW/MIG) быстрее для производства больших объемов. Сварка под флюсом (ПИЛА) используется для труб больших диаметров.
- Научное рассмотрение: Тепловой вход, рассчитывается как:
Q = (Напряжение · ток · 60) / Скорость сварки (мм/мин)
влияет на микроструктуру HAC. Более низкий тепловой вход снижает риск искажений и растрескивания.
- Гидростатическое испытательное давление: Гидростатическое испытание при проектном давлении 1,5x (за ASME B31.3) Проверяет целостность катушки в условиях эксплуатации.
- Научное рассмотрение: Тестирование обеспечивает никаких утечек или деформаций, проверка сварного шва и качества материала.
- Поверхностная отделка и термообработка: Гладкая поверхность отделка (например, Раствор 0.8 мкм для нержавеющей стали) имеют решающее значение в фармацевтических применениях для предотвращения роста бактерий. Посгипная термообработка (ПВТ) при 600–700 ° C снижает остаточные напряжения в сварных швах.
- Научное рассмотрение: PWHT улучшает жесткость сварки, изменяя микроструктуру HAZ, снижение рисков, таких как растрескивание коррозии стресса.
3. Научный и технический анализ
Производство трубопроводов интегрирует принципы из материаловедения, машиностроение, Жидкая динамика, и обеспечение качества. Ниже приведен подробный анализ этих аспектов.
3.1 Материаловая наука
Выбор материала обусловлен эксплуатационными требованиями:
- Механические свойства: Уход и прочность на растяжение определяют способность катушки выдерживать давление и внешние нагрузки. Например, Сплав Сталь P91 (Сила урожая ~ 415 МПа) используется на высокотемпературных электростанциях.
- Коррозионная стойкость: Нержавеющая сталь 316L имеет скорость коррозии <0.1 Мм/год в морской воде, по сравнению с >1 мм/год для углеродистой стали, сделать его идеальным для морских применений.
- Термические свойства: Материалы с высоким тепловым расширением (например, 16 мкм/м · к для 316 SS) Требовать расширения суставов для предотвращения деформации в высокотемпературных системах.
Пример расчета
Для 12-дюймового (304.8 мм) Углеродная стальная труба (ASTM A106 гр. Б) с 10 ММ толщина стены и 50 бар (5 МПа) внутреннее давление:
С силой урожая 240 МПа, Коэффициент безопасности:
Это подтверждает пригодность трубы для применения.
3.2 Сварная наука
Сварка имеет решающее значение для целостности катушки:
- Тепловложение: Чрезмерный тепловой вход вызывает рост зерна в HAZ, уменьшение прочности. GTAW с низким тепловым входом является предпочтительным для высокополучающих материалов.
- Несовершенство сварного шва: Пористость и трещины сводят к минимуму с помощью надлежащего экранирующего газа (например, Аргон для GTAW) и обучение сварщика.
- Остаточные стрессы: PWHT или контролируемое охлаждение смягчает напряжения от термического расширения и сокращения.
3.3 Жидкая динамика
Характеристики внутреннего потока катушки влияют на производительность:
- Капля давления: Рассчитано с использованием уравнения Дарси-Вайсбаха:
Δp = f · (л / Д) · (P V² / 2)
где
fэто коэффициент трения,LДлина трубы,Dдиаметр,ρплотность жидкости, иVСкорость. - Режим потока: Турбулентный поток увеличивает падение давления и эрозию. Плавные поверхности (например, Электрополированная нержавеющая сталь) уменьшить турбулентность.
3.4 Структурная целостность
Катушки должны противостоять внутреннему давлению, внешние нагрузки (например, сейсмический, ветер), и тепловое расширение. Конечно-элементный анализ (ВЭД) Совместно имитирует стресс, чтобы обеспечить соответствие стандартам, таким как ASME B31.3.
4. Передовые материалы и их применение
За пределами стандартных материалов, Усовершенствованные материалы все чаще используются для специализированных применений. Ниже приведена таблица, обобщающая общие и передовые материалы.
Стол 2: Материалы для изготовления катушек
| Материал | Стандартный | Приложения | Преимущества | Ограничения |
|---|---|---|---|---|
| Углеродистая сталь (A106 гр. Б) | АСТМ А106 | Нефть и газ, вода, пар | Экономически эффективный, высокая прочность | Восприимчиво к коррозии |
| Нержавеющая сталь (304/316) | АСТМ А312 | Химическая, фармацевтический, морской | Коррозионностойкий, долговечный | Более высокая стоимость, более низкая прочность, чем углеродистая сталь |
| Легированная сталь (P91, P22) | АСТМ А335 | Высокотемпературные электростанции | Высокотемпературная сила, сопротивление ползучести | Дорогой, Требуется PWHT |
| Дуплексная нержавеющая сталь | АСТМ А790 | Оффшорная нефть и газ, коррозионная среда | Высокая прочность, отличная устойчивость к коррозии | Сложная сварка, высокая стоимость |
| Инконель 625 | АСТМ Б444 | Экстремальная коррозия, высокотемпературные системы | Исключительная коррозионная стойкость, высокая прочность | Очень дорого, бросает вызов сварке |
| Титан (Гр. 2) | ASTM B861 | Аэрокосмическая промышленность, химическая обработка | Легкий вес, коррозионная устойчивость | Высокая стоимость, ограниченная доступность |
| ПНД | ASTM D3035 | Вода, Химические системы низкого давления | Коррозионностойкий, гибкий | Ограничено низкими температурами и давлением |
Научные соображения
- Коррозия: Дуплексная нержавеющая сталь и неудобство 625 Предлагаем превосходное сопротивление в агрессивных условиях, таких как оффшорные платформы.
- Термическая стабильность: Сплавовые стали, такие как P91, сопротивляйтесь ползучести при температуре до 600 ° C, Идеально подходит для электростанций.
- Свариваемость: Высокополученные материалы, такие как Inconel, требуют специализированных методов сварки (например, GTAW с точным тепловым контролем) Чтобы избежать трещин.
5. Процессы изготовления и технологии
Производство катушки трубопровода включает в себя несколько этапов, Каждый использует передовые технологии для повышения эффективности и качества.
5.1 Резка и скос
- Процесс: Трубы разрезаны до точной длины и скошены для сварки с помощью плазменной резки, лазерная резка, или механические пилы.
- Оборудование: Машины для резки труб с ЧПУ, Автоматизированные системы скоси.
- Достижения: Лазерная резка обеспечивает ± 0,1 мм точность, сокращение материалов отходов и обеспечение точного подъема.
5.2 Сварка
- Процесс: Общие методы включают GTAW, Голн, и видел. Орбитальные сварочные системы обеспечивают автоматизированные, Высокие сварные швы для критических приложений.
- Оборудование: Орбитальные сварщики, Роботизированные сварки, TIG/MIG WELDERS.
- Достижения: Роботизированная сварка уменьшает человеческую ошибку и увеличивает пропускную способность, с мониторингом параметров сварки в режиме реального времени.
5.3 Сборка и приспособление
- Процесс: Компоненты выровняются с использованием прицелов и зажимов, чтобы обеспечить плотные допуски.
- Оборудование: Автоматизированные системы выравнивания, Лазерные инструменты подгонки.
- Достижения: 3D сканирование обеспечивает точное выравнивание, сокращение переделки.
5.4 Проверка и тестирование
- Процесс: Методы NDT (например, РТ, ЮТ, Пт) Обнаружение дефектов, в то время как гидростатическое тестирование проверяет целостность.
- Оборудование: Цифровые рентгеновские системы, Ультразвуковые детекторы недостатков, Под давлением установки.
- Достижения: Ультразвуковое тестирование с фазированной аразированием (Контакт) Обеспечивает подробное отображение дефектов, Улучшение точности проверки.
6. Обеспечение качества и отраслевые стандарты
Обеспечение качества гарантирует, что катушки соответствуют требованиям производительности и безопасности. Ключевые стандарты включают в себя:
- ASME B31.3: Управлять процессом проектирования трубопроводов, изготовление, и тестирование.
- API 1104: Сварки стандартов трубопроводов.
- ИСО 5817: Уровни качества несовершенства сварной сварной сварной железы.
- ASTM/ASME Материальные стандарты: Укажите свойства материала (например, A106, А312).
Меры контроля качества
- Проверка материала: Подтвердите сертификаты материала и выполните спектрометрию для анализа композиции.
- Сварная проверка: Используйте NDT для обеспечения сварных швов..
- Проверка размеров: Проверьте размеры катушек с использованием инструментов измерения лазера.
- Испытание давлением: Провести гидростатические или пневматические тесты, чтобы подтвердить утечку протекания.
- Прослеживаемость: Поддерживать карты сварки, Отчеты тестирования, и материальные записи.
Научное рассмотрение: Статистический управление процессом (Спк) Мониторирует показатели дефектов, обеспечение стабильного качества. Например, Управляющие диаграммы отслеживают частоту несовершенства сварки, поддержание соответствия ISO 5817.
7. Соображения окружающей среды и устойчивости
Производство трубопроводов имеет экологические последствия, особенно в использовании материала, потребление энергии, и управление отходами:
- Эффективность материала: Оптимизировать схемы резки, чтобы минимизировать лом. Программное обеспечение для гнездования ЧПУ уменьшает отходы материала на 10–15%.
- Использование энергии: Автоматизированные сварки и резки системы потребляют значительную энергию. Энергоэффективное оборудование (например, сварщики на основе инвертора) уменьшает потребление до 20%.
- Покрытия и обработки: Экологически чистые покрытия (например, Краски на водной основе) уменьшить летучие органические соединения (ЛОС) выбросы.
- Переработка: Металл отрезки от резки переработана, с превышающими стали стали сталь 90% во многих регионах.
- Тенденции устойчивости: Использование полиэтилена высокой плотности (ПНД) Для систем низкого давления снижает воздействие на окружающую среду из-за его устойчивости и коррозионной устойчивости.
Научное рассмотрение: Оценка жизненного цикла (LCA) количественно воздействие на окружающую среду, Направляющий материал и выбор процессов, чтобы минимизировать углеродные следы.
8. Стратегии оптимизации затрат
Оптимизация затрат имеет решающее значение для конкурентного изготовления:
- Автоматизация: Роботизированная сварка и сокращение ЧПУ снижают затраты на рабочую силу на 15–30%.
- Lean Manufacturing: Устранение отходов за счет доставки материалов и оптимизированных рабочих процессов..
- Модульный дизайн: Стандартизировать проекты катушек для сокращения технического времени и затрат на материалы.
- Цифровые инструменты: Построение информации моделирования (Бимм) и 3D CAD предотвращают ошибки проектирования, сокращение затрат на переработку на до конца 20%.
- Управление цепочками поставок: Стратегический источник и объемные покупки более низкие затраты на материалы.
Научное рассмотрение: Линейное программирование оптимизирует затраты:
где Cm это стоимость материала, Cl это стоимость труда, и Ct это стоимость транспорта, С учетом таких ограничений, как сроки проекта и стандарты качества.
9. Глобальные тенденции и тематические исследования
Глобальные тенденции
- Промышленность 4.0: Интеграция IoT и AI в магазины изготовления обеспечивает мониторинг качества сварки и эффективности производства сварной промышленности в режиме реального времени.
- Устойчивое развитие: Увеличение спроса на экологически чистые материалы, такие как HDPE и низкоэмиссионные покрытия.
- Оффшорное расширение: Рост в оффшорных проектах нефти и газа приводит к тому, что спрос на коррозионные катушки (например, Дуплексная нержавеющая сталь).
- Фармацевтический рост: Растущий спрос на стерильные системы трубопроводов в объектах биофармы.
Тематическое исследование 1: СПГ завода трубопровода
Сжиженный природный газ (СПГ) Требуется растение 1,000 катушки для криогенного обслуживания, Использование нержавеющей стали 316L и Inconel 625. Проблемы включены:
- Низкотемпературная производительность: Материалы должны были противостоять -160 ° C.
- Коррозия: Воздействие морской воды требовало высокой коррозионной стойкости.
- Плотный график: Шестимесячная временная шкала изготовления.
Решение
- Используемый орбитальный GTAW для точных сварных швов.
- Реализовано Paut для 100% Сварная проверка.
- Используется BIM для обнаружения столкновений с помощью систем на месте.
Исход
Доставляется вовремя с нулевыми дефектами во время криогенного тестирования.
Тематическое исследование 2: Биофармацевтическая среда
Завод биофармы нуждался в 316L -катушках из нержавеющей стали для стерильной системы водоснабжения. Требования включены:
- Поверхностная обработка: Раствор < 0.5 мкм для предотвращения роста бактерий.
- Чистота: Нет загрязнения во время изготовления.
- Согласие: Стандарты FDA и GMP.
Решение
- Используется автоматизированная орбитальная сварка с защитой аргона.
- Выполнил электрополирование и пассивацию.
- Проведенный 100% RT и гидростатические испытания.
Исход
Катушки отвечали строгим нормативным требованиям, обеспечение безопасной работы.
10. Ключевые слова SEO для улучшенной видимости
Чтобы оптимизировать контент для поисковых систем, Следующие ключевые слова нацелены на соответствующие намерения поиска:
- Основные ключевые слова:
- Трубопроводная катушка
- Производство труб
- Сборные системы трубопроводов
- Промышленная сборка трубопроводов
- Производство трубной катушки
- Технические ключевые слова:
- Стандарты сварки труб
- NDT для систем трубопровода
- Гидростатические испытания на катушки
- ASME B31.3 изготовление трубопроводов
- Критерии несовершенства сварного шва
- Ключевые слова материала:
- Труба из нержавеющей стали
- Изготовление трубопроводов из углеродной стали
- Uncel -трубные катушки
- Дуплексная трубопровода из нержавеющей стали
- Производство катушки труб HDPE
- Отраслевые ключевые слова:
- Системы нефти и газопроводов
- Нефтехимическое изготовление труб
- Фармацевтические растворы трубопроводов
- Изготовление катушки электростанции
- Системы трубопроводов LNG
- Обрабатывать ключевые слова:
- Технология резки труб с ЧПУ
- Орбитальная сварка для трубопроводов
- Спонирование трубы
- Автоматизированное изготовление катушек
- Полезом допусков трубопровода
- Ключевые слова длинных хвостов:
- Как изготовить катушки для трубопроводов для нефти и газа
- Лучшие практики для изготовления катушек из нержавеющей стали
- Оптимизация эффективности производства трубной катушки
- Производство катушки для фармацевтических растений
- Усовершенствованные сварки методов для катушек труб
- Ключевые слова устойчивости:
- Экологичное изготовление трубопроводов
- Устойчивая трубная катушка Производство
- Низкоэмиссионные трубопроводы
- Утилизируемые материалы трубопровода
SEO стратегия
- На странице: Включить ключевые слова в заголовки, Мета описания, Альтевой текст для таблиц, И на протяжении всего контента.
- Контент -маркетинг: Опубликовать сообщения в блоге или белые рабочие места по конкретным аспектам (например, «Орбитальная сварка в изготовлении катушки труб» »).
- Обратные ссылки: Сотрудничать с отраслевыми публикациями, чтобы связать контент.
- Местный SEO: Включите, специфичные для региона термины (например, «Производство трубной катушки США») для целевых рынков.
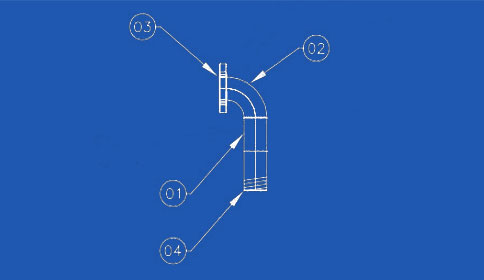 |
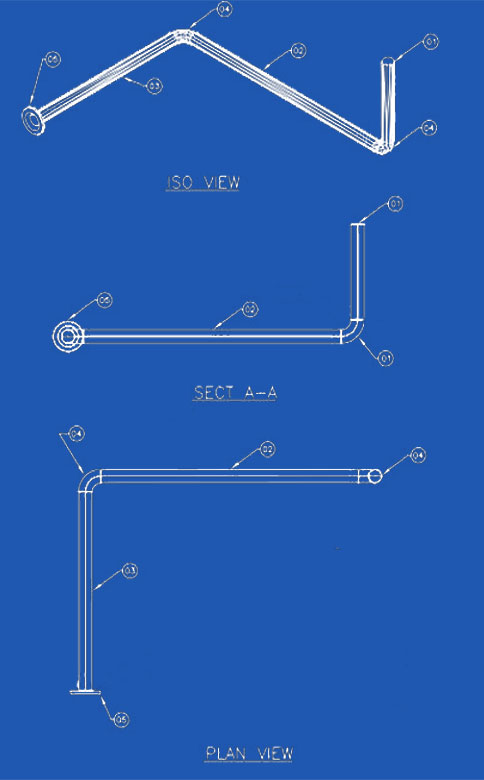
①pipe, 3″ СЧ 80 ②elbow 90 ° рад 3″ СЧ 80,Черный ③flange, Rfso, 3″ 150# ④6″ LG сосок, СЧ 80, Черный |
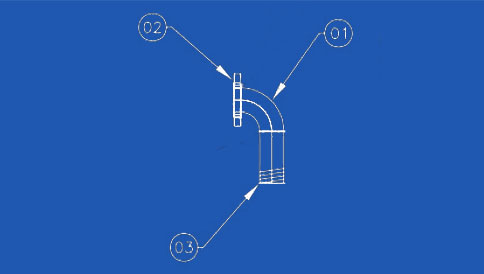 |
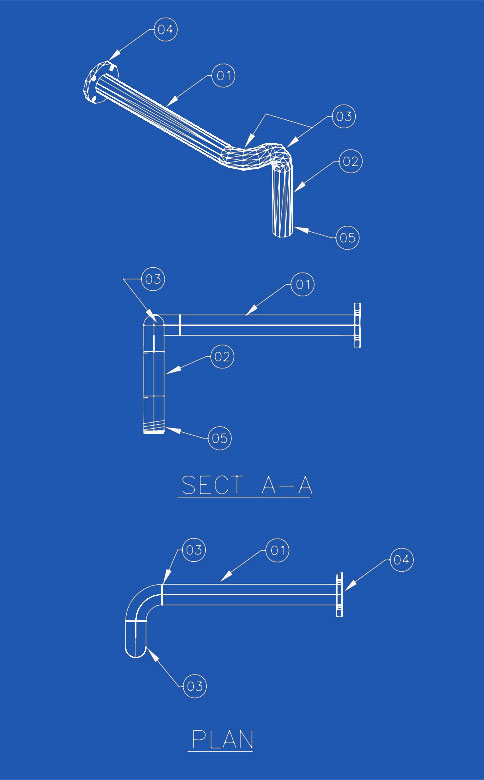
①elbow 90 ° рад 3″ СЧ 80,Черный ②flange, Rfso, 3″ 150# ③9″ LG сосок, СЧ 80, Черный |
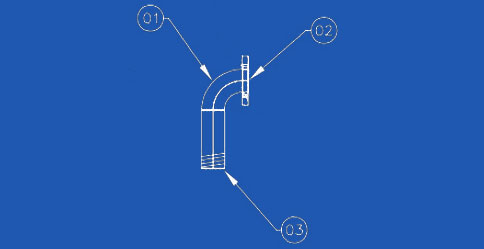 |
①elbow 90 ° рад 3″ СЧ 80,Черный ②flange, Rfso, 3″ 150# ③7 1/2″ LG сосок, СЧ 80, Черный |
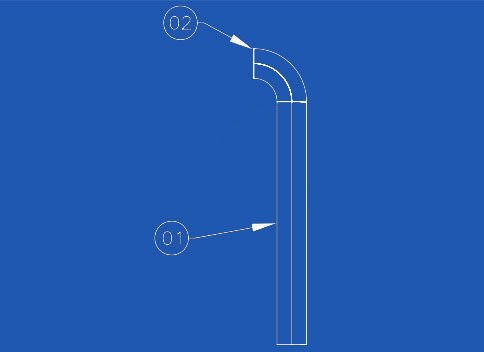 |
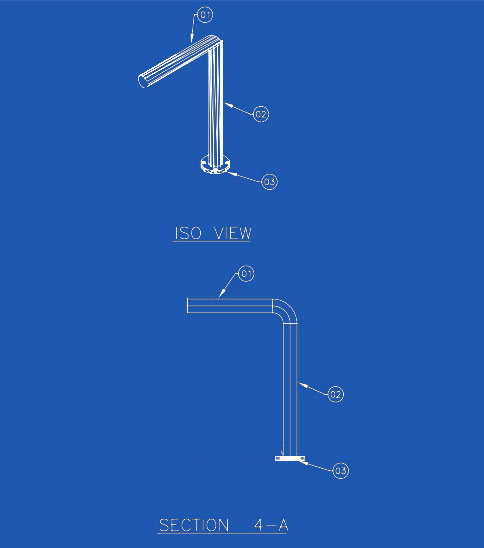
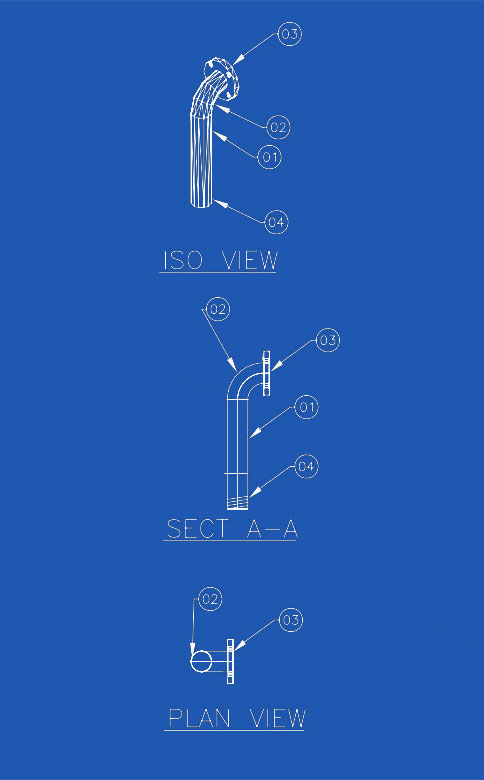
①pipe, 3″ СЧ 80 ②elbow 90 ° рад 3″ СЧ 80,Черный |
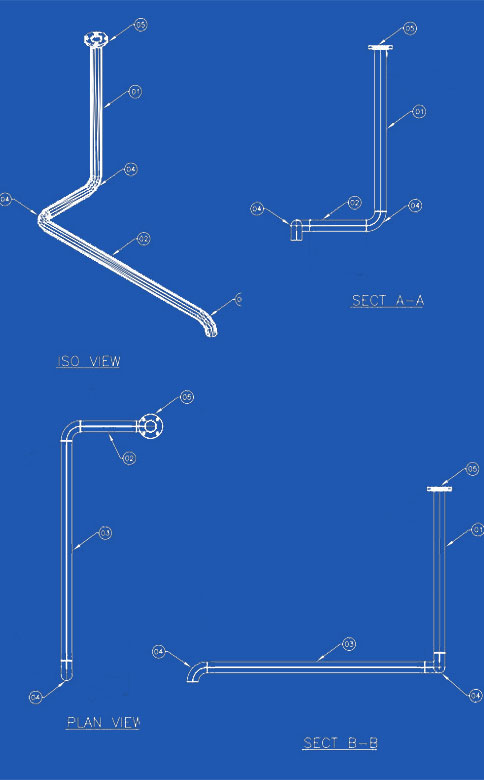 |
①pipe, 3″ СЧ 80 ②pipe, 3″ СЧ 80 ③pipe, 3″ СЧ 80 ④elbow 90 ° рад 3″ СЧ 80,Черный ⑤flange, Rfso, 3″ 150# |
 |
①pipe, 3″ СЧ 80 ②pipe, 3″ СЧ 80 ③pipe, 3″ СЧ 80 ④pipe, 3″ СЧ 80 ⑤elbow 90 ° рад 3″ СЧ 80,Черный ⑥flange, Rfso, 3″ 150# |
 |
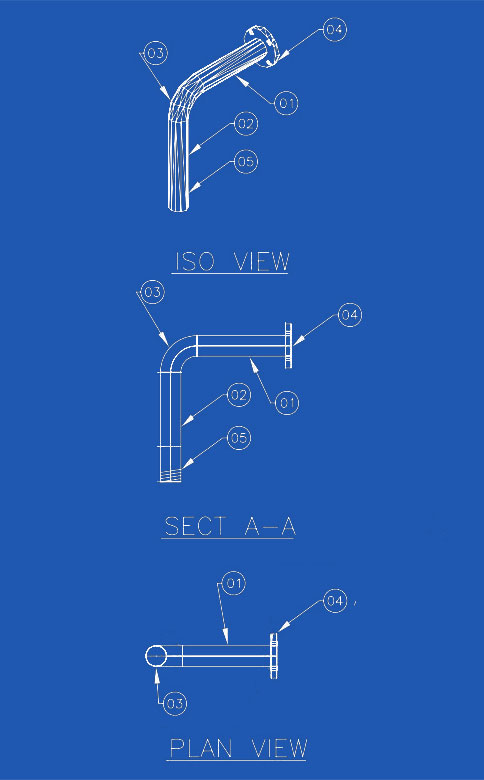
①pipe, 3″ СЧ 80 ②pipe, 3″ СЧ 80 ③flange, Rfso, 3″ 150# |
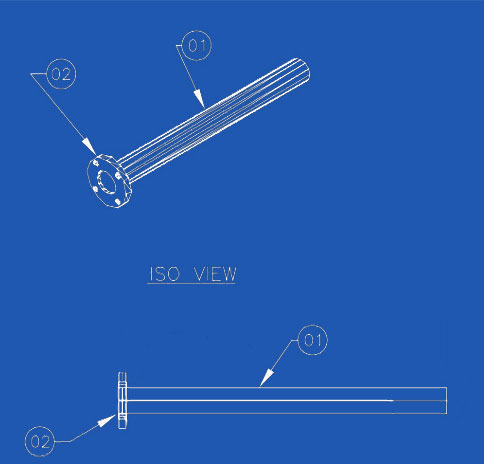 |
①pipe, 3″ СЧ 80 ②flange, Rfso, 3″ 150# |
 |
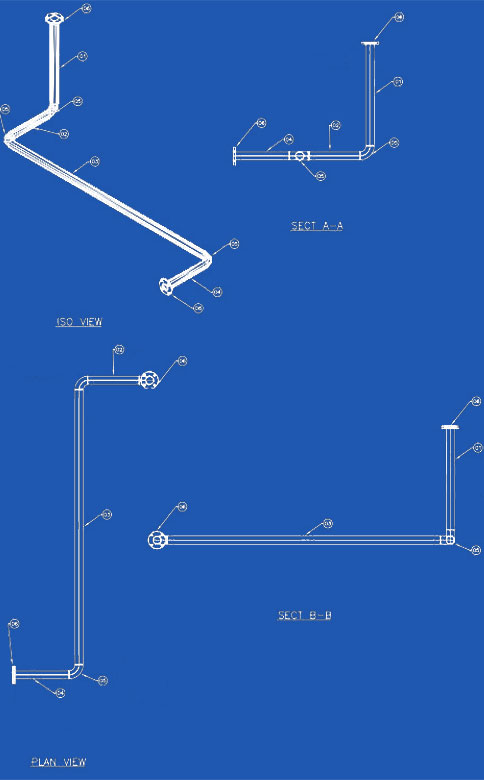
①pipe, 3″ СЧ 80 ②pipe, 3″ СЧ 80 ③pipe, 3″ СЧ 80 ④elbow 90 ° рад 3″ СЧ 80,Черный ⑤flange, Rfso, 3″ 150# |
 |
①pipe, 3″ СЧ 80 ②pipe, 3″ СЧ 80 ③elbow 90 ° рад 3″ СЧ 80,Черный ④flange, Rfso, 3″ 150# ⑤6″ LG сосок, 3″ СЧ 80, Черный |
 |
①pipe, 3″ СЧ 80 ②elbow 90 ° рад 3″ СЧ 80,Черный ③flange, Rfso, 3″ 150# ④6″ LG сосок, 3″ СЧ 80, Черный |
 |
①pipe, 3″ СЧ 80 ②pipe, 3″ СЧ 80 ③elbow 90 ° рад 3″ СЧ 80,Черный ④flange, Rfso, 3″ 150# ⑤6″ LG сосок, 3″ СЧ 80, Черный |

Трубопроводная арматура используется в водопроводных системах для соединения прямых участков трубы или трубок., для размещения различных размеров или форм, и для других целей, таких как регулирование (или измерение) поток жидкости. Эти фитинги используются в водопроводных системах для контроля перекачки воды., газовые или жидкие отходы в трубах или водопроводных системах в жилых или коммерческих помещениях.. Фитинги (особенно редкие виды) требуют денег, время, материалы и инструменты для установки и являются важной частью сантехники и сантехнических систем.. Обычная трубопроводная арматура в основном включает в себя: фланец, локти, муфты, профсоюзы, катушки, редукторы, втулки, тройники, отводные тройники, кресты, кепки, пробки, зазубрины и клапаны. Хотя клапаны технически являются арматурой., они обычно обсуждаются отдельно.

Корпуса трубопроводных фитингов обычно изготавливаются из того же основного материала, что и трубы, к которым они подключаются.: медь, сталь, ПВХ, ХПВХ или АБС. Любой материал, разрешенный сантехникой, санитарные или строительные нормы (в зависимости от обстоятельств) может быть использован, но он должен быть совместим с другими материалами в системе, жидкость, транспортируемая, и температура и давление внутри (и снаружи) система. Латунные или бронзовые фитинги поверх меди. Распространены в сантехнике и водопроводных системах.. Огнестойкость, ударопрочность, механическая прочность, противоугонные и другие факторы также влияют на выбор материала для трубопроводной арматуры.

Материал Нержавеющая сталь ASME / АСТМ СА / А403 СА / А 774 WP-S, WP-W, WP-WX, 304, 304л, 316, 316л, 304/304л, 316/316л, ОТ 1.4301, DIN1.4306, ОТ 1.4401, ОТ 1.4404 Размер ANSI B16.9, АНСИ Б16.28, МСС-СП-43 Тип А, МСС-СП-43 Тип Б, ОН B2312, Таблица толщины JIS B2313 5S, 10С, 20С, С10, С20, С30, СТД, 40С, С40, S60, XS, 80С, S80, С100, С120, С140, С160, XXS и т. д..

Крестовины позволяют разветвлять трубы., обеспечение распределения воды или других жидкостей по различным приспособлениям или областям. Они широко используются в системах водоснабжения., ирригационные системы, и системы отопления.

Концентрические переходники используются там, где трубопроводы проложены вертикально и на напорной стороне насосов.. Эксцентриковые переходники чаще используются при прокладке трубопроводов на трубной эстакаде.. Из-за плоской стороны, выравнивание и надежное крепление труб к стойке стало проще.

Мы являемся производителем колпачков для стыковой сварки и поставляем все виды материалов, таких как углеродистая сталь., нержавеющая сталь, легированная сталь. Zizi производит заглушки для труб в ASME, ОТ, JIS и другие необходимые стандарты. Заглушка для трубы — одна из наиболее часто используемых фитингов для остановки жидкости путем закрытия конца трубы.. Доступен в исполнении со стыковой сваркой., Тип сварного шва и резьбовой тип, и крышка с стыковой сваркой более популярна из-за хороших характеристик., стабильное соединение и большой диапазон выбора размеров.
