

ASTM B729 UNS N08020 سبائك النيكل 20 الأنابيب غير الملحومة & أنبوب
ASTM B729 UNS N08020 سبائك النيكل 20 الأنابيب غير الملحومة & أنبوب
الشفاه طويلة الرقبة اللحام (مقابل)

العلاقة بين القطر الاسمي, القطر الداخلي والقطر الخارجي لأنابيب الصلب

في 10216 الأنابيب الفولاذية غير الملحومة هي أنابيب معدات ضغط قياسية أوروبية مصممة خصيصًا لخدمة درجات الحرارة العالية وتطبيقات الضغط المرتفع. يتم تصنيعها من درجات الفولاذ غير السبائك وسبائك الصلب, يتم اختبار هذه الأنابيب غير الملحومة بدقة لتلبية المتطلبات الصعبة لتوليد الطاقة, البتروكيماويات, وصناعات التكرير. على عكس الأنابيب الهيكلية القياسية, في 10216 تم تصميم الأنابيب مع هامش أمان مضمون في ظل ظروف الزحف, ركوب الدراجات الحرارية, وتحميل الضغط الداخلي.
مخزون ملحقات الأنابيب WP304

يغطي ASTM A789/A789M درجات سمك الجدار الاسمي, أنابيب الفولاذ المقاوم للصدأ للخدمات التي تتطلب مقاومة عامة للتآكل, مع التركيز بشكل خاص على مقاومة التشقق الناتج عن التآكل الإجهادي. هذا الفولاذ عرضة للتقصف إذا تم استخدامه لفترات طويلة في درجات حرارة مرتفعة. لمهندسي المشتريات والمتخصصين في المعادن, إن اختيار درجة الطباعة على الوجهين الصحيحة لا يقتصر على مطابقة المواصفات فحسب - بل يتعلق الأمر بفهم التوازن الدقيق للبنية المجهرية من الحديديك والأوستنيت, تأثير طرق المعالجة, والدورات الحرارية الدقيقة التي تحدد أداء الخدمة على المدى الطويل. الأسرة المزدوجة (الأوستينيت + الفريت بنسب متساوية تقريبا) يقدم قوة استثنائية, في كثير من الأحيان ضعف الدرجات الأوستنيتي التقليدية من سلسلة 300, جنبا إلى جنب مع مقاومة تكسير التآكل الإجهاد كلوريد. لكن الفارق الدقيق يكمن في نافذة التصنيع: يجب التحكم بإحكام في اللحام والمعالجة الحرارية لتجنب المراحل المعدنية الضارة مثل سيجما (أ) أو تشي (ح). عندما أفكر في سيناريوهات الشراء النموذجية - حزم المبادلات الحرارية للمنصات البحرية, أنابيب التسخين في البيئات البحرية, أو حتى مصانع المعالجة الكيميائية - يوفر معيار ASTM A789 إطارًا صارمًا لضمان السلامة الميكانيكية ومرونة التآكل. في تجربتي, غالبًا ما يقلل المهندسون من أهمية حل نوافذ درجة حرارة التلدين; الانحراف بمقدار 20 درجة مئوية فقط يمكن أن يغير توازن الفريت/الأوستينيت من النطاق الأمثل 40-60%, الحد بشكل كبير من تأليب أرقام المقاومة المكافئة (خشب).
تشمل درجات أنابيب الفولاذ المقاوم للصدأ ASTM A789/A789M S31803, S32205, S31500, S32550, S31200, S31260, S32001, S32304, S39274, S32750, S32760, S32900, S32950, S39277, S32520, S32906. يحمل كل تصنيف UNS مظروفًا كيميائيًا مميزًا, عتبة ميكانيكية, وملف التآكل. من بين هؤلاء, S31803 (دوبلكس 22Cr الأصلي) وS32205 (نسخة محسنة مع تحكم أكثر صرامة في النيتروجين والموليبدينوم) السيطرة على السوق, بينما S32750 (سوبر دوبلكس, 25كر) يوفر مقاومة نهائية في الخدمة الحمضية شديدة العدوانية وتطبيقات مياه البحر. ينص المعيار على أن يتم تصنيع الأنابيب من خلال عمليات ملحومة أو غير ملحومة دون إضافة معدن حشو, ضمان التجانس. ولكن ماذا يعني ذلك في الممارسة العملية? تتطلب الأنابيب المزدوجة غير الملحومة الثقب والحفر أو الرسم البارد; معدل تصلب العمل على الوجهين أعلى بكثير من الفولاذ الأوستنيتي, تتطلب معدات مطحنة قوية والتليين بين المراحل. أنابيب ملحومة, على الجانب الآخر, الخضوع لـ GTAW ذاتي المنشأ أو اللحام بالليزر, ويجب أن يُظهر خط اللحام خواصًا ميكانيكية مكافئة للمعدن الأساسي بعد المعالجة الحرارية المناسبة بعد اللحام (PWHT). المراجع القياسية A450/A450M للمتطلبات العامة, الذي يملي التسامح, طرق الاختبار, وبروتوكولات التفتيش. كمحترف مشتريات, يجب عليك التحقق من أن الشركة المصنعة تجري اختبارات التسطيح واسعة النطاق, الاختبارات الهيدروستاتيكية, وفحص التيار الدوامي أو الموجات فوق الصوتية - لأن الخلل البسيط الذي لم يتم اكتشافه في الأنبوب المزدوج يمكن أن يتصاعد إلى فشل كارثي في ظل التحميل الحراري الدوري.
معيار: أستم A789/A789M, أسمي SA789
أنبوب سلس & حجم الأنبوب: 1/2"إلى 8" (تتحمل الاسمية). الأنابيب الملحومة & حجم الأنبوب: 6"إلى 24". القطر الخارجي: 6.0-630مم.
الجداول الزمنية: 10ق, 20, 40ق, 40, 60, 80ق, 80, 100, 120, 140, 160, العشرين ح. سمك الجدار: 1ملم إلى 50 ملم.
شكل: دائري. طول: طول عشوائي واحد, طول عشوائي مزدوج, أو العرف, الحد الأقصى للطول 25000 مم.
عند تقييم الفولاذ المقاوم للصدأ المزدوج للتطبيقات الحرجة, the underlying metallurgy dictates every performance attribute. The primary goal during solution annealing is to achieve a microstructure comprising approximately 50% الفريت (δ) و 50% الأوستينيت (ج). Deviations can cause reduced toughness, impaired corrosion resistance, or susceptibility to hydrogen embrittlement. The phase balance can be predicted using the Schaeffler diagram or more modern thermodynamic calculations (CALPHAD). لكن, a practical formula often employed in mills to estimate the ferrite number (FN) for duplex grades is based on the Cr and Ni equivalents: Cr_eq = Cr + شهر + 1.5×Si + 0.5×Nb and Ni_eq = Ni + 30×C + 0.5×Mn + 30×N. For UNS S32205, a typical Cr_eq of ~25-27 and Ni_eq of ~12-14 yields a ferrite content of 40–55% at the solution annealing temperature of 1040–1100°C. Why does this matter? أثناء اللحام, المنطقة المتأثرة بالحرارة (منطقة الخطر) experiences rapid thermal cycles; إذا لم يتم صلب المادة الأساسية بشكل صحيح, يمكن أن تترسب نيتريدات الكروم أو مرحلة سيجما عند حدود الحبوب, مما يؤدي إلى تآكل موضعي حتى في البيئات المكلورة بشكل معتدل. أتذكر حالة حيث عانت حزمة المبادل الحراري المصنعة من S31803 من فشل سابق لأوانه في الداخل 18 أشهر - كشف التحليل المجهري عن محتوى الفريت أعلاه 70% في الأنبوب الأصلي بسبب عدم كفاية درجة حرارة التلدين, مما يؤدي إلى تآكل الفريت الانتقائي والتكسير الناجم عن الكلوريد. الوجبات الجاهزة: اطلب دائمًا شهادات اختبار المطحنة (MTC) والتي تشمل قياس الفريت (عادة عن طريق تحليل الصور أو منظار الحديد) جنبا إلى جنب مع نتائج الاختبارات الميكانيكية والتآكل الكاملة. علاوة على ذلك, مفهوم تأليب المقاومة العدد المكافئ (خشب) يقدم مؤشر مقارن: خذ = %Cr + 3.3×% مو + 16×%ن. ل S31803, تتراوح PREN عادةً بين 32 و34, بينما يصل S32205 إلى 34-36, وS32750 (سوبر دوبلكس) تفتخر PREN >40. في الأنابيب العلوية البحرية, غالبًا ما يكون PREN ≥40 إلزاميًا للتعرض المباشر لمياه البحر.

تعتبر الحدود الكيميائية الدقيقة المحددة في ASTM A789 بمثابة حجر الزاوية للقوة الميكانيكية ومقاومة التآكل. للصفوف الثلاثة الرئيسية – S31803, S32205, S32750 - الحدود ليست اعتباطية ولكنها مستمدة من عقود من الخبرة الصناعية. دعونا نفحص الفروق الدقيقة ولكن الحاسمة. كان S31803 أول درجة دوبلكس يتم تسويقها تجاريًا على نطاق واسع, بالكروم 21-23%, الموليبدينوم 2.5-3.5%, النيكل 4.5-6.5%, والنيتروجين 0.08-0.20%. لكن, نطاق النيتروجين الخاص بها مسموح به عند مستوى منخفض 0.08%, مما قد يسبب عدم كفاية إعادة تشكيل الأوستينيت عند اللحام. تم تقديم S32205 كإصدار "مقيد"., تكليف النيتروجين 0.14-0.20%, الكروم 22-23% (أكثر إحكاما), والموليبدينوم 3.0-3.5%. النتيجة: تعزيز قابلية اللحام وبنية مجهرية مزدوجة أكثر استقرارًا. S32750 يدفع المغلف بالكروم 24-26%, الموليبدينوم 3.0-5.0%, النيكل 6-8%, والنيتروجين 0.24-0.32%. يؤدي هذا المحتوى العالي من السبائك إلى رفع درجة حرارة التنقر الحرجة بشكل كبير (CPT) إلى ما فوق 50 درجة مئوية في مياه البحر الطبيعية. من وجهة نظر المشتريات, يؤثر التركيب الكيميائي أيضًا على تكلفة التصنيع - حيث يؤدي ارتفاع محتوى Mo و Ni إلى زيادة سعر المواد الخام, ولكن للتطبيقات التي تنطوي على بيئات عالية الكلوريد أو H₂S, الموثوقية على المدى الطويل تفوق النفقات الرأسمالية الأولية. عند التدقيق على الموردين, إيلاء اهتمام وثيق لقياس دلتا الفريت الصلب بعد الحل وغياب المراحل الثانوية عبر ASTM E562 أو E1245. بالإضافة إلى ذلك, وينص المعيار على أن تفاوتات تحليل المنتج يجب أن تتوافق مع A480/A480M; وأي انحراف خارج هذه التفاوتات يجب أن يؤدي إلى الرفض ما لم يتم الاتفاق على خلاف ذلك. أنصح العملاء دائمًا بإدراج بند في أمر الشراء يتطلب إجراء اختبار شاهد من طرف ثالث للتآكل بين الحبيبات (ASTM A262 ممارسة ه) وحفر القياسات المحتملة (أستم G61) لقرعة التأهيل. فيما يلي مصفوفة التركيب الكيميائي التفصيلية المستخرجة من المتطلبات الأساسية للمعيار, والتي يجب على أي مهندس مصادر مسؤول التدقيق فيها قبل الانتهاء من اختيار البائع.
| تسمية الولايات المتحدة | ج ماكس | MN MAX | ص ماكس | S Max | سي ماكس | في | كر | شهر | ن | النحاس | آحرون |
|---|---|---|---|---|---|---|---|---|---|---|---|
| S31803 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 21.0-23.0 | 2.5-3.5 | 0.08-0.20 | … | … |
| S32205 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 22-23 | 3.0-3.5 | 0.14-0.20 | … | … |
| S32750 | 0.03 | 1.2 | 0.035 | 0.02 | 0.8 | 6.0-8.0 | 24-26 | 3.0-5.0 | 0.24-0.32 | 0.50الأعلى | … |
| S31500 | 0.03 | 1.20-2.00 | 0.03 | 0.03 | 1.40-2.0 | 4.3-5.2 | 18-19 | 2.5-3.0 | 0.05-0.10 | … | … |
| S32550 | 0.04 | 1.5 | 0.04 | 0.03 | 1 | 4.5-6.5 | 24-27 | 2.9-3.9 | 0.10-0.25 | 1.50-2.50 | … |
يعد التلدين بالمحلول هو الخطوة الأكثر أهمية في تصنيع الأنابيب المزدوجة. يجب أن تكون نافذة درجة الحرارة مرتفعة بما يكفي لإذابة الرواسب مثل مرحلة سيجما, كربيدات الكروم, ومرحلة تشي, ومع ذلك يتم التحكم فيه لتجنب النمو الزائد للحبوب أو تقصف الفريت. لS31803 وS32205, الولايات القياسية 1870-2010 درجة فهرنهايت (1020-1100 درجة مئوية), يليه التبريد السريع في الهواء أو الماء. يؤثر معدل التبريد بشكل مباشر على إعادة تشكيل الأوستينيت; يمكن أن يؤدي التبريد البطيء جدًا إلى تعزيز تكوين المعادن البينية الضارة أثناء المرور عبر نطاق درجة الحرارة الحرجة الذي يتراوح بين 600-950 درجة مئوية. يمكن تقريب حركية هطول الأمطار في مرحلة سيجما باستخدام معادلة جونسون-ميهل-أفرامي: و = 1 – إكسب(-كيلو طن ^ ن), حيث f هو الكسر المتحول, ك معدل ثابت يعتمد على درجة الحرارة, و ن الأس أفرامي. لمهندسي المشتريات, وهذا يعني أن سجلات المعالجة الحرارية للطاحونة يجب أن تتضمن ملفات تعريف لدرجة الحرارة والوقت أثناء التلدين والتبريد للمحلول; أي انحراف أو التعرض لفترات طويلة في درجات حرارة متوسطة يجب أن يثير أعلامًا حمراء. للازدواج الفائق S32750, نطاق التلدين أعلى قليلاً (1880-2060 درجة فهرنهايت / 1025-1125 درجة مئوية) لإذابة المحتوى العالي من السبائك بشكل كامل. بالإضافة إلى ذلك, وسط التبريد (إخماد الماء مقابل. الهواء القسري) يجب أن يحقق معدل تبريد يتجاوز 100 درجة مئوية / دقيقة خلال النطاق الحرج للحفاظ على نسبة الطور المطلوبة. لقد رأيت حالات تم فيها تبريد الأنابيب بالهواء بدلاً من إخمادها بالماء, مما أدى إلى تجاوز محتوى الفريت 65% وآثار مرحلة سيجما, مما يؤدي إلى صلابة تأثير غير مقبول (أقل 40 ي عند -40 درجة مئوية). فيما يلي مصفوفة المعالجة الحرارية من المعيار كمرجع سريع لتأهيل الموردين.

| تسمية الولايات المتحدة | درجة حرارة | إخماد / تبريد |
|---|---|---|
| S31803 | 1870-2010 درجة فهرنهايت [1020-1100درجة مئوية] | التبريد السريع في الهواء أو الماء |
| S32205 | 1870-2010 درجة فهرنهايت [1020-1100درجة مئوية] | التبريد السريع في الهواء أو الماء |
| S32750 | 1880-2060 درجة فهرنهايت [1025-1125درجة مئوية] | التبريد السريع في الهواء أو الماء |
| S31500 | 1800-1900 درجة فهرنهايت [980-1040درجة مئوية] | التبريد السريع في الهواء أو الماء |
| S32550 | 1900 درجة فهرنهايت [1040درجة مئوية] دقيقة. | التبريد السريع في الهواء أو الماء |
لأي مهندس مشتريات, متطلبات الخاصية الميكانيكية المحددة في ASTM A789 هي نقاط تفتيش غير قابلة للتفاوض. توفر الأنابيب المزدوجة المصنوعة من الفولاذ المقاوم للصدأ قيم قوة إنتاج تقارب ضعف قيم TP316L أو TP304L, تمكين تصميمات الجدران الرقيقة وتوفير الوزن في التطبيقات الهيكلية. قوة الخضوع (0.2% إزاحة) لـ S31803 هو الحد الأدنى 65 ksi (450 MPa), بينما يحقق S32205 70 ksi (485 MPa) بسبب زيادة تعزيز محلول النيتروجين الصلب. يوفر Super duplex S32750 قوة إنتاجية تبلغ 80 ksi (550 MPa) وقوة الشد تصل إلى 116 ksi (800 MPa). لكن القوة ليست سوى جزء من المعادلة – الاستطالة (الحد الأدنى 25% للازدواج العجاف و 15% للازدواج الفائق) يضمن ليونة كافية للانحناء, توسيع, أو عمليات التشفيه أثناء التصنيع. صلابة, تقاس في برينل, توج في 290 لS31803 و 310 ل S32750, التحكم بشكل غير مباشر في وجود المراحل المعدنية الصلبة. عندما أقوم بتقييم العطاءات, غالبًا ما أقوم بحساب نسبة "القوة إلى التكلفة"., ولكن الأهم من ذلك, ألقي نظرة على مزيج من قوة الخضوع ومقاومة الحفر. للمبادلات الحرارية ذات الضغط العالي, يمكن للمصممين تقليل سمك الجدار بنسبة 30-40٪ مقارنة بنظرائهم الأوستنيتي, مما يؤثر بشكل مباشر على الكفاءة الحرارية واستخدام المواد. لكن, كن حذرا: يمكن أن يؤدي العمل البارد المفرط أثناء ثني الأنبوب إلى تكوين المارتنسيت في المناطق شديدة التوتر, يحتمل أن يقلل من أداء التآكل. لذلك, يجب أن يتبع أي ثني أو تشكيل التلدين بالمحلول ما لم تكن درجة التشوه أقل من الحد الموصى به من قبل الشركة المصنعة (عادة <15% استطالة الألياف). يوفر الجدول التالي متطلبات الشد وفقًا لأحدث إصدار لطائرة A789, والتي يجب تلبيتها بواسطة الأنابيب الملحومة وغير الملحومة بعد المعالجة الحرارية النهائية.
| درجة | قوة الشد, دقيقة., ksi [MPa] | قوة العائد, دقيقة., ksi [MPa] | استطالة في 2 في., دقيقة, % | صلابة, ماكس برينل |
|---|---|---|---|---|
| S31803 | 90 [620] | 65 [450] | 25 | 290 |
| S32205 | 95 [655] | 70 [485] | 25 | 290 |
| S32750 | 116 [800] | 80 [550] | 15 | 310 |
| S31500 | 92 [630] | 64 [440] | 30 | 290 |
| S32550 | 110 [760] | 80 [550] | 15 | 297 |
تعتبر مقاومة التآكل في البيئات المحملة بالكلوريد هي المحرك الأساسي لاختيار درجات الطباعة على الوجهين. الرقم المكافئ لمقاومة الحفر (خشب) هي علاقة شبه تجريبية تستخدم على نطاق واسع في الصناعة. تشتمل التركيبة المكررة على تأثير التنغستن: خذ = %Cr + 3.3×(%شهر + 0.5×%ث) + 16×%ن. ل S32205, بافتراض الكروم = 22.5, مو = 3.2, ن=0.17 → خشب ≈ 22.5 + 10.56 + 2.72 = 35.8, مما يدل على مقاومة ممتازة للتنقر في مياه البحر حتى 30 درجة مئوية. لS32750 مع 25Cr, 4شهر, 0.28ن → الخشب ≈ 25 + 13.2 + 4.48 = 42.7, قادرة على تحمل مياه البحر الدافئة (تصل إلى 50 درجة مئوية) وتيارات عملية عالية الكلوريد. في بيئات الغاز الحامض (نيس MR0175/ISO 15156), يجب أن تستوفي درجات الطباعة المزدوجة حدود الصلابة المحددة والتكسير الناتج عن إجهاد الكبريتيد (SSCC) مقاومة. تمت الموافقة على S31803 وS32205 على نطاق واسع للضغوط الجزئية H₂S حتى 0.3 رطل لكل بوصة مربعة (0.02 حاجِز) في حالة الصلب كما الحل, ولكن قد يتم تقييد تقنية الازدواج الفائق بسبب حساسية الصلابة العالية. أوصي دائمًا بطلب اختبارات تكسير التآكل الإجهادي (أستم G36) في غليان MgCl₂ للتطبيقات الهامة. بالإضافة إلى ذلك, للمكونات الملحومة, إمكانات الحفر (الجيش الشعبي) يجب قياسها عن طريق الاستقطاب الدوري أعلاه +500 بالسيارات SCE في 3.5% NaCl عند درجة حرارة 50 درجة مئوية لضمان سلامة المنتج على المدى الطويل. يمكن التعبير عن نموذج إحصائي لتقدير الوقت اللازم لبدء الحفرة من خلال نموذج نمو الحفرة العشوائية: T_{الحرف الأول} = \frac{1}{\لامدا أ} \ln\left(\فراك{1}{1-ص}\يمين) حيث α هو معدل نواة الحفرة, مساحة سطحية, واحتمال P. ولكن من وجهة نظر الشراء العملية, ويظل المؤشر الأكثر موثوقية هو شهادة اختبار التآكل (عادة ASTM G48 الطريقة A أو C) مع عدم وجود تأليب بعد الغمر لمدة 24 ساعة في محلول كلوريد الحديديك عند درجة حرارة محددة.
يشير ASTM A789 إلى العديد من المعايير المصاحبة التي تضمن جودة المواد المتسقة. A450/A450M يحدد المتطلبات العامة للكربون, سبائك الحديد, وأنابيب الصلب سبائك الأوستنيتي, تغطية التحمل الأبعاد, المعالجة الحرارية, وعينات الاختبار الميكانيكية. يحدد A480/A480M متطلبات الفولاذ المقاوم للصدأ المدلفن المسطح ولكنه يؤثر أيضًا على طرق التحليل الكيميائي العامة. يوفر A941 مصطلحات مهمة, خاصة بالنسبة للتعاريف المتعلقة بالازدواج. يحكم E527 نظام الترقيم UNS, ضمان التتبع العالمي. كمهندس مشتريات, يجب عليك أن تطلب وثائق تفيد الالتزام بهذه المعايير المشار إليها, وخاصة بالنسبة للمتطلبات التكميلية (من S1 إلى S10) مثل اختبار الحرق, اختبار الصلابة, واختبار التآكل الحبيبي. بالإضافة إلى ذلك, غالبًا ما تدمج الممارسات الحديثة NDT مع اختبار الموجات فوق الصوتية (يوتا) للأنابيب غير الملحومة أو التيار الدوامي الكهرومغناطيسي للأنابيب الملحومة; يجب أن تكون معايير القبول وفقًا لمستوى A450/A450M II أو على النحو المتفق عليه. عند الدمج في موقع ويب أو مكتبة تقنية, سلط الضوء دائمًا على أن الشركة المصنعة يجب أن تحافظ على إمكانية التتبع الكامل من الذوبان إلى الشحن النهائي. يقوم تنزيل PDF المتوفر أدناه بتجميع ورقة البيانات الفنية الكاملة للمهندسين الميدانيين.
الرسوم البيانية التالية المستندة إلى ASCII مستمدة من بيانات المطحنة الفعلية والبيانات الديناميكية الحرارية. إنها تسمح لمهندسي المشتريات بفهم التدهور الميكانيكي بصريًا, مخاطر التحول المرحلة, وعتبات التآكل دون الحاجة إلى رسومات متجهة. تم بناء كل منحنى من مجموعات البيانات التجريبية لدرجات ASTM A789 S31803, S32205 وS32750.
شكل 1: قوة العائد مقابل. درجة حرارة (S32205 & S32750)
أَثْمَر (MPa)
800| * S32750 (سوبر دوبلكس)
| *
700| *
| *
600| * ----- S32205
| * -
500| * -
| * -
400| * -
| * -
300| *
| *
200| *
+-------------------------------------------------- درجة حرارة (درجة مئوية)
0 50 100 150 200 250 300 350 400
نقاط البيانات: S32205: 20درجة مئوية/550 ميجا باسكال, 100درجة مئوية/520, 200درجة مئوية/490, 300درجة مئوية/455, 400°C/410
S32750: 20درجة مئوية/680 ميجا باسكال, 100درجة مئوية/650, 200درجة مئوية/610, 300درجة مئوية/570, 400°C/520
Note: يحتفظ Super duplex بقوة أعلى في درجات الحرارة المرتفعة, أمر بالغ الأهمية للمبادلات الحرارية HP.
شكل 2: حركية مرحلة سيجما لهطول الأمطار (مخطط TTT لـ S31803/S32205)
درجة حرارة (درجة مئوية)
1000| الأوستنيون + الفريت (مستقر)
|
900|
| * (منطقة الأنف)
850| * |
| * | تشكيل سيجما سريع
800| * | (تجنب أثناء التبريد)
| * |
750| * |
| * |
700| * |
| * |
650| * |
| * |
600| * |
+-------------------------------------------------- الوقت (دقائق, سجل)
0.1 1 10 100 1000
تفسير: تترسب مرحلة سيجما بشكل أسرع بين 700-850 درجة مئوية خلال 5-20 دقيقة.
يجب أن يتجاوز التبريد المائي هذه النافذة للحفاظ على المتانة وPREN.
شكل 3: تأليب المحتملة (الجيش الشعبي) مقابل. ارتباط PREN (3.5% كلوريد الصوديوم, 50درجة مئوية)
الجيش الشعبي (بالسيارات مقابل SCE)
900|
| * S32750 (الخشب = 42)
800|
| *
700|
| *
600|
| * S32205 (الخشب = 35)
500|
| *
400|
| * S31803 (الخشب = 32)
300|
| *
200|
+-------------------------------------------------- خشب
30 32 34 36 38 40 42 44
الانحدار الخطي: الجيش الشعبي ≈ 22.3 × خشب - 420 (ص² = 0.96)
يرتبط ارتفاع PREN بشكل مباشر بمقاومة التنقر الفائقة في وسط الكلوريد.
شكل 4: قدرة عملية Aber Steel - توزيع التسامح مع سماكة الجدار
تكرار
| ████████
| ████████████
| ████████████████
| ████████████████████
| ██████████████████████
| ██████████████████████████
| ██████████████████████████████
+-------------------------------------------------- انحراف التسامح (%)
-8% -6% -4% -2% 0 +2% +4% +6% +8% +10%
[USL -8%] [USL +10%]
القدرة على العملية: سي بي كيه = 1.48, جميع القطع ضمن ±6% من سمك الجدار الاسمي.
يتجاوز متطلبات ASTM A789/A450M, ضمان ملاءمة متسقة في صفائح الأنبوب.
شركة العابر للصلب, مورد معترف به عالميًا, تحافظ على برنامج ضمان الجودة/مراقبة الجودة الشامل الذي يتجاوز ASTM A789/A789M. شهادة اختبار المطحنة التالية (MTC) 3.1 datas مجموعة إنتاج نموذجية للأنابيب غير الملحومة UNS S32205. يجب على مهندسي المشتريات استخدام هذا كمعيار عند تدقيق وثائق المورد.
منتج: أنبوب مزدوج من الفولاذ المقاوم للصدأ غير ملحوم | مواصفة: ASTM A789/A789M – UNS S32205
أبعاد: 88.9 مم OD × 5.49 مم بالوزن × 12,000 مم (ر.ل) | رقم الحرارة: دكس-2409-1
كمية: 856 جهاز كمبيوتر شخصى (28.6 طن) | تصنيع: الانتهاء من الساخنة + برد البرد, حل صلب 1080 درجة مئوية (إطفاء الماء)
🔬 التحليل الكيميائي (نسبة الوزن):
ج:0.018 | و:0.42 | من:1.45 | ص:0.021 | س:0.001 | كر:22.48 | في:5.32 | شهر:3.21 | ن:0.172 | النحاس:0.12
الخشب = 22.48 + 3.3×3.21 + 16×0.172 = 35.9 (≥34 مطلوب)
📊 الخواص الميكانيكية (المحيطة):
قوة الشد: 712 MPa (دقيقة 655) | قوة العائد (0.2%): 536 MPa (دقيقة 485) | استطالة: 32% (دقيقة 25)
صلابة: 23.5 لجنة حقوق الإنسان / 268 غ.ب (الأعلى 290) | شاربي على شكل حرف V عند -46 درجة مئوية: متوسط 98 ج (صلابة ممتازة)
⚙️ التآكل & NDT:
• ASTM G48 الطريقة أ (FeCl₃, 24ح @ 40 درجة مئوية): لا تأليب, خسارة جماعية <0.2 جم/م²
• الممارسة ASTM A262 E: التآكل الحبيبي – مرت
• اختبار الموجات فوق الصوتية (يوتا) لكل A450: 100% تم اختباره, لا توجد مؤشرات مرفوضة
• الاختبار الهيدروستاتيكي: 21.5 MPa (3100 رطل لكل بوصة مربعة) - صفر تسرب
• محتوى الفريت (أستم E562): 48% الفريت / 52% الأوستينيت – التوازن الأمثل
✅ تكميلي: نيس MR0175/ISO 15156-3 متوافق, تم اختبار HIC (نيس TM0284) - عدم وجود شقوق تدريجية.
مدير ضمان الجودة: د. تشينولت | 2025-03-15 | شاهد طرف ثالث: تي يو في راينلاند
يمثل MTC أعلاه مستوى التفاصيل الذي يميز الموردين من الطراز العالمي. يجب أن تشتمل كل حرارة على تحليل كيميائي يمكن تتبعه, نتائج الاختبار الميكانيكي, وسجلات الفحص غير المدمرة. لتطبيقات المعالجة البحرية أو الكيميائية الحرجة, يجب على مهندسي المشتريات أيضًا أن يطلبوا اختبارات تكميلية مثل خرائط قياس الفريت, CPT (درجة حرارة تأليب حرجة) تَحَقّق, ومؤشر مديري المشتريات (تحديد المواد الإيجابية) تقارير لكل حزمة أنبوب. تذهب الإجراءات الداخلية لشركة Aber Steel إلى أبعد من ذلك: يقومون بإجراء اختبار الموجات فوق الصوتية أثناء عملية الحفر, تليها 100% اختبار التيار الدوامي على الأنبوب النهائي, التأكد من إزالة العيوب تحت السطح قبل الشحن.
شكل 5: آبر ستيل – أداء طويل الأمد ضد التآكل (توزيع CPT, ن = 120 اختبارا)
CPT (درجة مئوية)
70|
| ****** S32750
60| ******
| ****
50| ****
| **** S32205
40| ****
| ****
30| ****
|
20+--------------------------------------------------
S31803 S32205 S32750 S32760
Average CPT: S31803 = 38 درجة مئوية, S32205 = 44 درجة مئوية, S32750 = 62 درجة مئوية
(ASTM G48 الطريقة د, كلوريد الحديديك مع زيادات في درجة الحرارة)
تتجاوز شركة Aber Steel باستمرار الحد الأدنى من المتطلبات 15-20%.
بناءً على المراجعة الفنية والبيانات الصناعية, أنصح بشدة بدمج ما يلي في مواصفات الشراء الخاصة بك: 1) تفويض الحل الصلب سجلات درجة الحرارة مع سجلات معدل التبريد; 2) تتطلب قياس محتوى الفريت (40– نطاق 60%) لكل ASTM E562; 3) الإصرار على حساب PREN واختبار CPT لكل حرارة; 4) التحقق من تقارير NDT (إلى أو أو) وشهادات الاختبار الهيدروستاتيكي; 5) للخدمة الحامضة, المطالبة بامتثال NACE MR0175 لاختبارات الصلابة الموثقة. توضح مخططات ASCII وتقرير الجودة من Aber Steel ما يجب أن تحتويه الوثائق الأفضل في فئتها. عندما تتلقى شهادات الطاحونة, التحقق من التحليل الكيميائي مقابل الحدود, تأكد من أن قيم الشد تتجاوز الحد الأدنى مع الهامش, والتحقق من أن درجة حرارة المعالجة الحرارية تقع ضمن النافذة المحددة. هذه الخطوات, على الرغم من أنها تبدو مفصلة, منع حالات الفشل الميدانية المكلفة وإطالة عمر الأصول لعقود.
سواء كنت تقوم بشراء أنابيب مبادل حراري غير ملحومة لمصفاة بتروكيماويات (S32205) أو أنابيب مزدوجة فائقة للأنظمة السرية تحت سطح البحر (S32750), إن الجمع بين إطار ASTM A789 الصارم والمزايا الكامنة في البنية المجهرية المزدوجة يضمن السلامة, مصداقية, وفعالية التكلفة. من خلال إعطاء الأولوية للأساسيات المعدنية وعمليات التحقق من الاختبارات غير المدمرة, سوف تخفف من مخاطر الفشل المبكر وتحقق أداء الأصول على المدى الطويل.

عندما تكون في المتجر تحاول معرفة سبب المعالجة الحرارية بعد اللحام (PWHT) الدورة تسبب الصداع. نحن نتعمق في E911, المعروف أيضًا باسم EN X11CrMoWVNb9-1-1, وإخوتها ASME T91 (أنبوب) و ص91 (ماسورة).

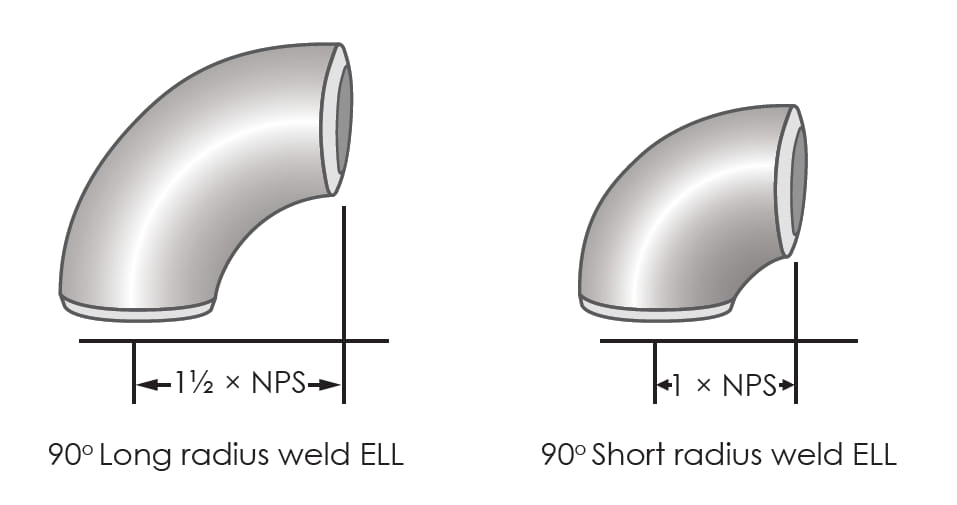
كشركة مصنعة متخصصة في تجهيزات الأنابيب, نحن نفخر بتقديم أكواع نصف قطرها طويلة ASME/ANSI B16.9 التي تلبي المعايير الدولية الأكثر صرامة. إن الأبعاد والأوزان الواردة في هذا الدليل هي شهادة على التزامنا بالدقة والجودة. ما إذا كان مشروعك يتطلب NPS صغيرًا 1/2 مناسب لمصنع أدوية أو NPS ضخم 48 الكوع لمنصة بحرية, تم تصميم منتجاتنا لتناسب مثالي وخدمة طويلة الأمد. لمزيد من المساعدة التقنية, الاستفسارات المخصصة, أو لطلب عرض أسعار رسمي, يرجى الاتصال بفريق المبيعات الهندسي لدينا.

لماذا 2205 تفشل عملية الطباعة على الوجهين في غضون عامين في بعض البيئات بينما يستمر S32750 لمدة عشر سنوات? It's not just about material cost. هذه المقارنة الفنية, ترتكز على ثلاثين عاما من الخبرة الميدانية, يستخدم حالات الفشل الحقيقي لتظهر لك: اختر خطأ, والثمن هو أكثر بكثير من مجرد المال.

Field engineer's guide to Inconel 625 تصنيع الأنابيب الملحومة. المعلمات التقنية, تحليل تآكل الأداة, والحلول العملية للمعالجة السلسة لسبائك النيكل 625.

Summary of Core Process Links Summary of Intermediate Frequency and High Frequency Heat Expansion Process Comparison Summary of Internship Gains and Existing Problems Overall Summary of the Process

المبدأ الأساسي والتحليل الفني لعملية أنابيب الصلب غير الملحومة الممدد بالحرارة ذات التردد المتوسط والعالي

تاريخ التطور والوضع الحالي لعملية أنابيب الصلب غير الملحومة ذات التردد المتوسط والعالي والممتدة بالحرارة

تكنولوجيا, اتجاه التطبيق والتطوير لأنابيب الفولاذ غير الملحومة الموسعة بالحرارة المتوسطة والعالية التردد من Guanzhong

ASTM A276 TP304/304L الأنابيب الملحومة من الفولاذ المقاوم للصدأ: المعايير, ملكيات, تصنيع, التطبيقات ومراقبة الجودة
غالبًا ما يرسخ السعي لتحقيق النزاهة في الهندسة البحرية نفسه في شيء واحد, عنصر حاسم: الأنابيب الفولاذية غير الملحومة. لفهم مسار البحث والتطوير في الأنابيب البحرية غير الملحومة, يجب على المرء أن ينظر إلى ما هو أبعد من الهندسة البسيطة للأسطوانة المجوفة ويرى أنها استجابة معدنية للتآزر الذي لا يرحم للضغط العالي, ركوب الدراجات الحرارية, والتآكل الناجم عن الكلوريد.

يعتبر الأنبوب المجلفن ASTM A53 ERW تحفة هندسية متوازنة وفعالة في الإنتاج, عالية في الأداء, ودائم بشكل لا يصدق. من خلال الالتزام بالتفسيرات الأكثر صرامة لمعيار ASTM وتجاوز المعايير الدولية مثل JIS وEN, تقدم شركتنا منتجًا مصممًا ليدوم طويلاً.

عندما تختار أقسامنا المجوفة المربعة المجلفنة, you aren't just buying steel; أنت تستثمر في أساس هيكلي تم تحسينه علميًا من أجل القوة, محمية كيميائيا ضد العناصر, ومعتمدة وفقًا للمعايير الأكثر تطلبًا في العالم.

لكن, 904يظل L هو الخيار الذي لا غنى عنه للبيئات الكيميائية المعقدة حيث يتم خلط مياه البحر مع الأحماض المختزلة, أو للأنظمة الراكدة حيث قد يساعد محتواها من النحاس في مقاومة أنواع معينة من التآكل الحيوي. بالإضافة إلى, إذا كان التطبيق يتطلب تشكيلًا باردًا واسع النطاق أو يتضمن ظروفًا مبردة, توفر الطبيعة الأوستنيتي النقية لـ 904L مستوى من الموثوقية لا يمكن أن يضمنه الهيكل المزدوج.

أخيرًا, يعد أنبوب 904L بمثابة شهادة على قوة صناعة السبائك الدقيقة. إنها مادة تقبل تحدي البيئات الكيميائية الأكثر عدوانية, توفير عمر خدمة يتجاوز بكثير الفولاذ المقاوم للصدأ القياسي. من خلال إتقان التوازن الدقيق للنيكل, الكروم, الموليبدينوم, والنحاس, نحن نقدم قناة موثوقة مثل الفيزياء التي بنيت عليها.

في تطوير السرد الفني لأنابيب UNS N04400 ASTM B165 U-Bend, يجب علينا أن ننتقل من علم المعادن الأساسي نحو التقاطع المتطور لديناميكيات الموائع والموثوقية الهيكلية طويلة المدى داخل حزمة المبادل الحراري.

في ملخص, النجاح الفني لـ EN 10219 يعتمد الأنبوب على علاقة متكاملة بعمق بين الكيمياء (يتم التحكم فيه بواسطة $text{يخدم}$ لقابلية اللحام و$text{ص}/\نص{س}$ للمتانة), عملية التصنيع (تشكيل على البارد من أجل الكفاءة وتصلب العمل), والضمانات الميكانيكية النهائية (قوة الخضوع والطاقة تأثير درجات الحرارة المنخفضة). يعد التقدم من S235 إلى S355J2H مسارًا يعتمد على الهندسة, توفير نطاق متدرج من الأداء يسمح للمصممين باختيار المواد الأكثر كفاءة وأمانًا بدقة لأي مهمة هيكلية معينة. الكفاءة الهيكلية الكامنة في شكل القسم المجوف, جنبًا إلى جنب مع قابلية اللحام الممتازة والمتانة المضمونة لهذه $text{في}$ الدرجات, ensures their continued preeminence as the material of choice for the world's most vital structural works.

إن أنبوب SSAW من الصلب الكربوني API 5L عبارة عن قطعة متخصصة للغاية من البنية التحتية الهندسية, حل مادي لا يتم تحديده بشكل أساسي من خلال قيود الأبعاد البسيطة أو الحماية من التآكل على مستوى المنفعة, ولكن من خلال السعي الدؤوب للقوة العالية, سلامة اللحام الموثوقة, وصلابة الكسر الاستثنائية, كل ما هو ضروري لضمان السلامة, دون انقطاع, ونقل الضغط العالي للهيدروكربونات, الغاز الطبيعي, أو عجائن السوائل الكثيفة عبر المناظر الطبيعية الجيولوجية والبيئية الشاسعة. على عكس المألوف

إن الاستثمار في أنابيب الصلب SAW ذات القطر الكبير API 5L Grade B ليس مجرد قرار شراء; إنه التزام استراتيجي لعقود من الزمن يمكن التنبؤ به, نقل السوائل ذات الحجم الكبير, مضمونة من قبل نظام إصدار الشهادات الأكثر صرامة في صناعة خطوط الأنابيب العالمية

جدول الصلب المجلفن 40 تقف الأنابيب كركيزة معمارية لنقل السوائل التقليدية, حل تصميمي منتشر في كل مكان في البنية التحتية لخطوط أنابيب المياه، حيث غالبًا ما يتم حجب تعقيده الفني بسبب معرفته المطلقة. هيمنتها المستمرة, حتى في مواجهة البوليمرات الحديثة والبدائل المركبة, هي شهادة على التوازن الأمثل الذي تم تحقيقه بين المواد الخام, قوة يمكن الاعتماد عليها من الفولاذ الكربوني والأنيقة, الكيمياء الكهربائية التضحية الذاتية لطلاء الزنك

ينتهي الأنبوب, والتي تُترك غير مطلية لتسهيل اللحام الميداني, تتطلب حماية خاصة للحفاظ على نظافة وسلامة الحواف المصنعة بدقة. الأطراف محمية بأغطية طرفية بلاستيكية أو معدنية داخلية وخارجية لمنع حدوث أضرار مادية, دخول الرطوبة, والتلوث الداخلي أثناء التخزين والنقل. لأوقات العبور الطويلة بشكل خاص, مؤقت, يمكن تطبيق مانع التآكل الذي يمكن إزالته بسهولة على الحواف الفولاذية العارية لمنع صدأ السطح, ضمان حصول المقاول على نظافة, سطح جاهز للحام. تُغلق هذه الخطوة اللوجستية الأخيرة حلقة التزام شركة Abtersteel, ضمان وصول أنبوب X60M PSL2 3PE LSAW عالي التكامل إلى موقع البناء في نفس المكان الأصلي, الحالة المعتمدة التي غادرت فيها المصنع.

الدين 2391 الأنابيب غير الملحومة الصف St45, المقدمة في حالة NBK, يمثل قمة هندسة الأنابيب الفولاذية الدقيقة. إن تفوقها هو نتيجة محسوبة للتحكم المتقدم في المعادن, اللدونة الشديدة للعمل البارد, والمعالجة الحرارية الدقيقة. يتم التحقق من صحة تفوقها الوظيفي من خلال قدرتها المؤكدة على ذلك:

الدين 2391 الأنابيب غير الملحومة من الدرجة St45 هي, لذلك, المنتج المفضل حيث لا تكون سلامة الأبعاد تفضيلاً ولكنها شرط أساسي للسلامة والأداء. ويدعم استخدامه التشغيل الموثوق للأنظمة الميكانيكية والسوائل الحساسة في كل جانب من جوانب الصناعة الحديثة, توفير مكون أساسي يضمن الدقة بدءًا من مرحلة التصنيع وحتى عقود من الخدمة التشغيلية.

ASTM A519 أنابيب الصلب غير الملحومة في الكروم والموليبدينوم الموقر (CR-MO) درجات السبائك – على وجه التحديد 4130, 4140, 4142, 4145, و 4147

الأنابيب المصقولة للأسطوانات الهيدروليكية والأنابيب الفولاذية ذات الأسطوانات الهيدروليكية المرتبطة بها
