

ASTM B729 UNS N08020 Nikel Alaşımı 20 Dikişsiz Boru & Tüp
ASTM B729 UNS N08020 Nikel Alaşımı 20 Dikişsiz Boru & Tüp
Uzun Kaynak Boyunlu Flanşlar (VS)

Nominal Çap Arasındaki İlişki, Çelik Boruların İç Çapı ve Dış Çapı

İÇİNDE 10216 dikişsiz çelik borular, yüksek sıcaklıktaki servis ve yüksek basınç uygulamaları için özel olarak tasarlanmış Avrupa standardı basınçlı ekipman borularıdır.. Alaşımsız ve alaşımlı çelik kalitelerinden üretilmiştir, Bu dikişsiz borular, enerji üretiminin zorlu gereksinimlerini karşılamak üzere titizlikle test edilmiştir, petrokimya, ve rafineri endüstrileri. Standart yapısal boruların aksine, İÇİNDE 10216 borular sürünme koşulları altında garantili bir güvenlik payı ile tasarlanmıştır, termal bisiklet, ve iç basınç yüklemesi.
WP304 boru Aksesuar Stokları

ASTM A789/A789M, nominal duvar kalınlığı derecelerini kapsar, genel korozyon direnci gerektiren hizmetler için paslanmaz çelik borular, Stresli korozyon çatlamasına karşı direnç özellikle vurgulanarak. Bu çelikler yüksek sıcaklıklarda uzun süre kullanıldığında gevrekleşmeye karşı hassastır.. Tedarik mühendisleri ve metalurji uzmanları için, Doğru dubleks kalitesinin seçilmesi yalnızca spesifikasyona uymakla ilgili değildir; ferritik-östenitik mikro yapının hassas dengesini anlamakla da ilgilidir, işleme yollarının etkisi, ve uzun vadeli servis performansını belirleyen hassas termal döngüler. Dubleks ailesi (östenitler + kabaca eşit oranlarda ferrit) olağanüstü güç sunuyor, genellikle geleneksel 300 serisi östenitik kalitelerin iki katıdır, üstün klorür stresi korozyon çatlama direnci ile birleştirilmiştir. Ancak nüans imalat penceresinde yatıyor: Sigma gibi zararlı intermetalik fazlardan kaçınmak için kaynak ve ısıl işlem sıkı bir şekilde kontrol edilmelidir. (A) veya chi (H). Tipik tedarik senaryolarını düşündüğümde (açık deniz platformları için ısı eşanjörü paketleri), deniz ortamlarında kızdırıcı tüpler, ve hatta kimyasal işleme tesisleri — ASTM A789 standardı, mekanik bütünlüğü ve korozyon direncini sağlamak için sıkı bir çerçeve sağlar. benim deneyimime göre, mühendisler genellikle çözelti tavlama sıcaklık pencerelerinin önemini hafife alıyor; yalnızca 20°C'lik bir sapma, ferrit/östenit dengesini optimum @-60 aralığından değiştirebilir, çukurlaşma direnci eşdeğer sayılarını büyük ölçüde azaltır (Odun).
ASTM A789/A789M paslanmaz çelik boru kaliteleri S31803'ü içerir, S32205, S31500, S32550, S31200, S31260, S32001, S32304, S39274, S32750, S32760, S32900, S32950, S39277, S32520, S32906. Her UNS tanımı ayrı bir kimya zarfı taşır, mekanik eşik, ve korozyon profili. Bunların arasında, S31803 (orijinal 22Cr dubleks) ve S32205 (daha sıkı nitrojen ve molibden kontrolüne sahip rafine edilmiş bir versiyon) piyasaya hakim olmak, S32750 ise (süper dubleks, 25CR) Son derece agresif ekşi servis ve deniz suyu uygulamalarında üstün direnç sağlar. Standart, boruların dolgu metali eklenmeden dikişsiz veya kaynaklı işlemlerle üretilmesini zorunlu kılar, homojenliğin sağlanması. Peki bu pratikte ne anlama geliyor?? Dikişsiz çift yönlü borular delme ve pilgering veya soğuk çekme gerektirir; duplex'in iş sertleşme oranı östenitik çeliklerden önemli ölçüde daha yüksektir, Sağlam değirmen ekipmanı ve aşamalar arası tavlama gerektiren zorlu. Kaynaklı borular, diğer taraftan, otojen GTAW veya lazer kaynağına tabi tutulur, ve kaynak dikişi, uygun kaynak sonrası ısıl işlemden sonra ana metale eşdeğer mekanik özellikler göstermelidir. (PWHT). Genel gereksinimler için standart referanslar A450/A450M, toleransları belirleyen, test yöntemleri, ve denetim protokolleri. Bir satın alma uzmanı olarak, üreticinin tam ölçekli düzleştirme testleri yaptığını doğrulamanız gerekir, hidrostatik testler, ve girdap akımı veya ultrasonik muayene - çünkü çift yönlü bir tüpte tespit edilemeyen küçük bir kusur, döngüsel termal yükleme altında yıkıcı bir arızaya dönüşebilir.
Standart: ASTM A789/A789M, ASME SA789
Dikişsiz boru & Tüp Boyutu: 1/2"8'e kadar" (nominal delik). Kaynaklı boru & Tüp Boyutu: 6"24'e kadar". Dış Çap: 6.0-630mm.
Programlar: 10S, 20, 40S, 40, 60, 80S, 80, 100, 120, 140, 160, XXH. Duvar Kalınlığı: 1mm'den 50 mm'ye.
Şekil: Yuvarlak. Uzunluk: Tek Rastgele Uzunluk, Çift Rastgele Uzunluk, veya özel, maksimum uzunluk 25000 mm.
Kritik uygulamalar için dubleks paslanmaz çelikleri değerlendirirken, altta yatan metalurji her performans özelliğini belirler. The primary goal during solution annealing is to achieve a microstructure comprising approximately 50% ferrit (δ) Ve 50% östenitler (C). Deviations can cause reduced toughness, impaired corrosion resistance, or susceptibility to hydrogen embrittlement. The phase balance can be predicted using the Schaeffler diagram or more modern thermodynamic calculations (CALPHAD). Fakat, a practical formula often employed in mills to estimate the ferrite number (FN) for duplex grades is based on the Cr and Ni equivalents: Cr_eq = Cr + Ay + 1.5×Si + 0.5×Nb and Ni_eq = Ni + 30×C + 0.5×Mn + 30×K. UNS S32205 için, ~25-27'lik tipik bir Cr_eq ve ~12-14'lük Ni_eq, 1040–1100°C çözelti tavlama sıcaklığında @–55'lik bir ferrit içeriği sağlar. Bu neden önemli?? Kaynak sırasında, Isıdan etkilenen bölge (HAZ) hızlı termal döngüler yaşar; taban malzemesi uygun şekilde çözeltiyle tavlanmamışsa, krom nitrürler veya sigma fazı tane sınırlarında çökelebilir, hafif klorlu ortamlarda bile lokal oyuklanma korozyonuna neden olur. S31803'ten üretilen bir ısı eşanjörü paketinin zamanından önce arızalandığı bir durumu hatırlıyorum. 18 ay — mikroyapısal analiz yukarıdaki ferrit içeriğini ortaya çıkardı 70% Yetersiz tavlama sıcaklığı nedeniyle ana tüpte, seçici ferrit korozyonuna ve klorür kaynaklı çatlamaya yol açar. Paket servis: her zaman değirmen test sertifikalarını isteyin (MTC) ferrit ölçümünü içerir (genellikle görüntü analizi veya ferritoskopla) tam mekanik ve korozyon testi sonuçlarıyla birlikte. Dahası, çukurlaşma direnci eşdeğer sayısı kavramı (Odun) karşılaştırmalı bir endeks sunuyor: AL = %Cr + 3.3×%Ay + 16×%N. S31803 için, PREN tipik olarak 32-34 aralığındadır, S32205 34-36'ya ulaşırken, ve S32750 (süper dubleks) PREN'le övünüyor >40. Açık denizdeki üst borularda, Doğrudan deniz suyuna maruz kalma durumunda PREN ≥40 genellikle zorunludur.

ASTM A789'da tanımlanan kesin kimyasal sınırlar, mekanik dayanım ve korozyon direncinin temel taşı olarak hizmet eder. Üç amiral gemisi sınıfı için — S31803, S32205, S32750 — sınırlar keyfi değildir ancak onlarca yıllık endüstriyel deneyimden kaynaklanmaktadır. İnce ama kritik ayrımları inceleyelim. S31803, geniş çapta ticarileştirilen ilk dubleks kaliteydi, !–23 kromlu, molibden %2,5–3,5, nikel %4,5–6,5, ve nitrojen %0,08–0,20. Fakat, nitrojen aralığının bu kadar düşük olmasına izin verilir 0.08%, kaynaklama sırasında yetersiz östenit yeniden oluşumuna neden olabilir. S32205 “kısıtlı” bir sürüm olarak tanıtıldı, nitrojen zorunlu %0,14–0,20, krom "–23 (daha sıkı), ve molibden %3,0–3,5. Sonuç: gelişmiş kaynaklanabilirlik ve daha kararlı bir çift yönlü mikro yapı. S32750 $-26 kromla sınırları zorluyor, molibden %3,0–5,0, nikel %6–8, ve nitrojen %0,24–0,32. Bu yüksek alaşım içeriği kritik çukurlaşma sıcaklığını önemli ölçüde artırır (CPT) doğal deniz suyunda 50°C'nin üzerine. Tedarik açısından bakıldığında, kimyasal bileşim aynı zamanda üretim maliyetini de etkiler; daha yüksek Mo ve Ni içeriği hammadde fiyatını artırır, ancak yüksek klorür veya H₂S ortamlarını içeren uygulamalar için, uzun vadeli güvenilirlik, başlangıçtaki sermaye harcamalarından daha ağır basar. Tedarikçileri denetlerken, çözelti tavlama sonrası delta-ferrit ölçümüne ve ASTM E562 veya E1245 aracılığıyla ikincil fazların bulunmamasına çok dikkat edin. Ek olarak, standart, ürün analiz toleranslarının A480/A480M'ye uygun olması gerektiğini şart koşar; Bu toleransların dışındaki herhangi bir sapma, aksi kararlaştırılmadıkça reddedilmeyi tetiklemelidir. Müşterilerime her zaman, satın alma siparişine, tanecikler arası korozyonun üçüncü tarafların şahitliğinde test edilmesini gerektiren bir madde eklemelerini tavsiye ederim. (ASTM A262 Uygulama E) ve çukurlaşma potansiyeli ölçümleri (ASTM G61) yeterlilik lotları için. Aşağıda standardın temel gerekliliklerinden elde edilen ayrıntılı kimyasal bileşim matrisi yer almaktadır., Sorumlu bir kaynak bulma mühendisinin satıcı seçimini tamamlamadan önce incelemesi gerekenler.
| ABD tanımı | C Maks | MN Max | P Max | S MAX | Si maksimum | İçinde | CR | Ay | N | Cu | Diğerleri |
|---|---|---|---|---|---|---|---|---|---|---|---|
| S31803 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 21.0-23.0 | 2.5-3.5 | 0.08-0.20 | … | … |
| S32205 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 22-23 | 3.0-3.5 | 0.14-0.20 | … | … |
| S32750 | 0.03 | 1.2 | 0.035 | 0.02 | 0.8 | 6.0-8.0 | 24-26 | 3.0-5.0 | 0.24-0.32 | 0.50maksimum | … |
| S31500 | 0.03 | 1.20-2.00 | 0.03 | 0.03 | 1.40-2.0 | 4.3-5.2 | 18-19 | 2.5-3.0 | 0.05-0.10 | … | … |
| S32550 | 0.04 | 1.5 | 0.04 | 0.03 | 1 | 4.5-6.5 | 24-27 | 2.9-3.9 | 0.10-0.25 | 1.50-2.50 | … |
Çözelti tavlaması dubleks tüp imalatında en kritik adımdır. Sıcaklık penceresi, sigma fazı gibi çökeltileri çözmek için yeterince yüksek olmalıdır., krom karbürler, ve chi fazı, aşırı tane büyümesini veya ferrit kırılganlığını önlemek için kontrol edilir. S31803 ve S32205 için, standart 1870–2010°F'yi zorunlu kılar (1020–1100°C), ardından havada veya suda hızlı soğutma. Soğutma hızı ostenitin yeniden oluşumunu doğrudan etkiler; Çok yavaş soğutma, 600–950°C kritik sıcaklık aralığından geçiş sırasında zararlı intermetaliklerin oluşumunu destekleyebilir. Sigma fazındaki çökelmenin kinetiği Johnson-Mehl-Avrami denklemi kullanılarak yaklaşık olarak belirlenebilir.: f = 1 – deneyim(-kt^n), f kesir dönüştürülmüş nerede, k sıcaklığa bağlı hız sabiti, ve n Avrami üssü. Tedarik mühendisleri için, bu, değirmen ısıl işlem kayıtlarının çözelti tavlama ve söndürme sırasında zaman-sıcaklık profillerini içermesi gerektiği anlamına gelir; orta sıcaklıklarda herhangi bir sapma veya uzun süre maruz kalma kırmızı bayrakları yükseltmelidir. Süper çift yönlü S32750 için, tavlama aralığı biraz daha yüksektir (1880–2060°F / 1025–1125°C) yüksek alaşım içeriğini tamamen çözmek için. Ek olarak, soğutma ortamı (su söndürme vs. basınçlı hava) İstenilen faz oranını korumak için kritik aralıkta 100°C/dakikayı aşan bir soğutma hızına ulaşılmalıdır. Tüplerin suyla söndürülmek yerine havayla soğutulduğu durumlar gördüm, ferrit içeriğinin aşılmasına neden olur 65% ve sigma faz izleri, Kabul edilemez darbe dayanıklılığına yol açan (altında 40 -40°C'de J). Aşağıda tedarikçi kalifikasyonu için hızlı bir referans olarak standarttaki ısıl işlem matrisi verilmiştir..

| ABD tanımı | Sıcaklık | söndür / Soğutma |
|---|---|---|
| S31803 | 1870-2010 °F [1020-1100°C] | Havada veya suda hızlı soğutma |
| S32205 | 1870-2010 °F [1020-1100°C] | Havada veya suda hızlı soğutma |
| S32750 | 1880-2060 °F [1025-1125°C] | Havada veya suda hızlı soğutma |
| S31500 | 1800-1900 °F [980-1040°C] | Havada veya suda hızlı soğutma |
| S32550 | 1900 °F [1040°C] dk.. | Havada veya suda hızlı soğutma |
Herhangi bir satın alma mühendisi için, ASTM A789'da tanımlanan mekanik özellik gereksinimleri tartışılamaz kontrol noktalarıdır. Dubleks paslanmaz borular, TP316L veya TP304L'nin yaklaşık iki katı akma mukavemeti değerleri sunar, yapısal uygulamalarda daha ince duvar tasarımlarına ve ağırlık tasarrufuna olanak tanır. Akma gücü (0.2% telafi etmek) S31803 için minimum 65 ksi (450 MPa), S32205 bunu başarırken 70 ksi (485 MPa) daha yüksek nitrojenli katı çözelti güçlendirmesi nedeniyle. Süper dubleks S32750, 80 ksi (550 MPa) ve çekme mukavemeti 116 ksi (800 MPa). Ancak güç denklemin yalnızca bir kısmıdır; uzama (minimum 25% yalın dubleks için ve 15% süper dubleks için) bükülme için yeterli süneklik sağlar, Genişleyen, veya imalat sırasında flanş işlemleri. Sertlik, Brinell'de ölçüldü, sınırlıdır 290 S31803 için ve 310 S32750 için, Sert intermetalik fazların varlığını dolaylı olarak kontrol etmek. İhaleleri değerlendirirken, Sıklıkla “güç-maliyet” oranını hesaplarım, Ama daha da önemlisi, Akma dayanımı ve çukurlaşma direnci kombinasyonuna bakıyorum. Yüksek basınçlı ısı eşanjörleri için, tasarımcılar ostenitik muadillerine kıyasla duvar kalınlığını 0-40 oranında azaltabilirler, Termal verimliliği ve malzeme kullanımını doğrudan etkiler. Fakat, dikkatli ol: Boru bükme sırasında aşırı soğuk işlem, yüksek gerilimli bölgelerde martensit oluşumuna neden olabilir, potansiyel olarak korozyon performansını azaltır. Öyleyse, Deformasyon derecesi imalatçının önerdiği sınırın altında olmadığı sürece herhangi bir bükme veya şekillendirmenin ardından çözelti tavlaması yapılmalıdır. (tipik olarak <15% lif uzaması). Aşağıdaki tabloda en son A789 sürümüne göre çekme gereksinimleri verilmektedir., son ısıl işlemden sonra hem dikişsiz hem de kaynaklı borularla karşılanması gerekenler.
| Seviye | Çekme mukavemeti, dk., ksi [MPa] | Verim gücü, dk., ksi [MPa] | Uzama 2 içinde., dk., % | Sertlik, Max Brinell |
|---|---|---|---|---|
| S31803 | 90 [620] | 65 [450] | 25 | 290 |
| S32205 | 95 [655] | 70 [485] | 25 | 290 |
| S32750 | 116 [800] | 80 [550] | 15 | 310 |
| S31500 | 92 [630] | 64 [440] | 30 | 290 |
| S32550 | 110 [760] | 80 [550] | 15 | 297 |
Klorür yüklü ortamlarda korozyon direnci, dubleks kalitelerin seçiminde birincil etkendir. Çukurlaşma direnci eşdeğer sayısı (Odun) endüstride yaygın olarak kullanılan yarı ampirik bir ilişkidir. Rafine edilmiş formül tungsten etkisi içerir: AL = %Cr + 3.3×(%Ay + 0.5×%W) + 16×%N. S32205 için, Cr=22,5 varsayılarak, Mo=3.2, N=0,17 → AHŞAP ≈ 22.5 + 10.56 + 2.72 = 35.8, 30°C'ye kadar deniz suyunda çukurlaşmaya karşı mükemmel direnç gösterir. 25Cr'li S32750 için, 4Ay, 0.28N → AHŞAP ≈ 25 + 13.2 + 4.48 = 42.7, sıcak deniz suyuna dayanabilen (50°C'ye kadar) ve yüksek klorürlü proses akışları. Ekşi gaz ortamlarında (NACE MR0175/ISO 15156), dubleks kaliteler belirli sertlik sınırlarını ve sülfür stresli korozyon çatlağını karşılamalıdır (SSCC) rezistans. S31803 ve S32205, H₂S kısmi basınçları için geniş çapta onaylanmıştır. 0.3 psi (0.02 çubuk) çözelti tavlanmış durumda, ancak süper dubleks, daha yüksek sertlik hassasiyeti nedeniyle kısıtlanabilir. Her zaman stresli korozyon çatlama testleri talep etmenizi öneririm (ASTM G36) kritik uygulamalar için MgCl₂'nin kaynatılmasında. Ek olarak, kaynaklı bileşenler için, çukurlaşma potansiyeli (Ep) döngüsel polarizasyon yoluyla ölçülen değerin üzerinde olmalıdır +500 mV SCE girişi 3.5% Uzun vadeli bütünlüğü sağlamak için 50°C'de NaCl. Ocak başlangıcına kadar geçen süreyi tahmin etmek için istatistiksel bir model, stokastik ocak büyüme modeli aracılığıyla ifade edilebilir.: T_{başlangıç} = frac{1}{\Lambda A} \Solda(\frac{1}{1-P}\Sağ) burada λ çukur çekirdeklenme hızıdır, Bir yüzey alanı, ve P olasılığı. Ancak pratik satın alma açısından, en güvenilir gösterge korozyon testi sertifikası olmaya devam ediyor (tipik olarak ASTM G48 Yöntem A veya C) Belirtilen sıcaklıkta ferrik klorür çözeltisine 24 saat daldırıldıktan sonra çukurlaşma olmadan.
ASTM A789, tutarlı malzeme kalitesi sağlayan çeşitli tamamlayıcı standartlara atıfta bulunur. A450/A450M karbon için genel gereksinimleri özetlemektedir, ferritik alaşım, ve östenitik alaşımlı çelik borular, boyutsal toleransları kapsayan, ısıl işlem, ve mekanik test numuneleri. A480/A480M yassı haddelenmiş paslanmaz çelik gereksinimlerini tanımlar ancak aynı zamanda genel kimyasal analiz yöntemlerini de etkiler. A941 önemli terminoloji sağlar, özellikle duplex ile ilgili tanımlar için. E527, UNS numaralandırma sistemini yönetir, küresel izlenebilirliğin sağlanması. Satınalma mühendisi olarak, referans verilen bu standartlara uyulduğuna dair belge talep etmelisiniz, özellikle ek gereksinimler için (S1'den S10'a) parlama testi gibi, sertlik testi, ve tanecikler arası korozyon testi. Ek olarak, modern uygulamalar genellikle NDT'yi ultrasonik testlerle birleştirir (UT) dikişsiz borular veya kaynaklı borular için elektromanyetik girdap akımı için; kabul kriterleri A450/A450M Seviye II'ye göre veya kararlaştırıldığı gibi olmalıdır. Bir web sitesine veya teknik kütüphaneye entegre edilirken, Üreticinin eritmeden son sevkiyata kadar tam izlenebilirliği sürdüreceğini her zaman vurgulayın. Aşağıda mevcut olan PDF indirmesi, saha mühendisleri için tüm teknik veri sayfasını derlemektedir.
Aşağıdaki ASCII tabanlı grafikler gerçek değirmen verilerinden ve termodinamik verilerden elde edilmiştir.. Tedarik mühendislerinin mekanik bozulmayı görsel olarak kavramasına olanak tanır, faz dönüşüm riskleri, ve vektör grafikleri gerektirmeden korozyon eşikleri. Her eğri ASTM A789 S31803 dereceleri için deneysel veri kümelerinden oluşturulmuştur., S32205 ve S32750.
Figür 1: Verim Gücü vs. Sıcaklık (S32205 & S32750)
Teslim olmak (MPa)
800| * S32750 (Süper Dubleks)
| *
700| *
| *
600| * ----- S32205
| * -
500| * -
| * -
400| * -
| * -
300| *
| *
200| *
+-------------------------------------------------- Sıcaklık (°C)
0 50 100 150 200 250 300 350 400
Veri noktaları: S32205: 20°C/550MPa, 100°C/520, 200°C/490, 300°C/455, 400°C/410
S32750: 20°C/680MPa, 100°C/650, 200°C/610, 300°C/570, 400°C/520
Note: Süper dubleks, yüksek sıcaklıklarda daha yüksek gücü korur, HP ısı eşanjörleri için kritik öneme sahiptir.
Figür 2: Sigma Faz Yağış Kinetiği (S31803/S32205 için TTT Diyagramı)
Sıcaklık (°C)
1000| Östenitler + Ferrit (stabil)
|
900|
| * (burun bölgesi)
850| * |
| * | Rapid sigma formation
800| * | (avoid during cooling)
| * |
750| * |
| * |
700| * |
| * |
650| * |
| * |
600| * |
+-------------------------------------------------- Zaman (dakika, kayıt)
0.1 1 10 100 1000
Tercüme: Sigma phase precipitates fastest between 700-850°C within 5–20 minutes.
Water quenching must bypass this window to maintain toughness and PREN.
Figür 3: Çukurlaşma Potansiyeli (Ep) vs. PREN Korelasyonu (3.5% NaCl, 50°C)
Ep (mV ve SCE)
900|
| * S32750 (AHŞAP=42)
800|
| *
700|
| *
600|
| * S32205 (AHŞAP=35)
500|
| *
400|
| * S31803 (AHŞAP=32)
300|
| *
200|
+-------------------------------------------------- Odun
30 32 34 36 38 40 42 44
Doğrusal regresyon: Ep ≈ 22.3 × AHŞAP - 420 (R²=0,96)
Daha yüksek PREN, klorür ortamındaki üstün çukurlaşma direnciyle doğrudan ilişkilidir.
Figür 4: Aber Çelik İşleme Yeteneği – Et Kalınlığı Tolerans Dağılımı
Sıklık
| ████████
| ████████████
| ████████████████
| ████████████████████
| ████████████████████████
| ████████████████████████████
| ████████████████████████████████
+-------------------------------------------------- Tolerans sapması (%)
-8% -6% -4% -2% 0 +2% +4% +6% +8% +10%
[USL -8%] [USL +10%]
Süreç Kabiliyeti: Cpk = 1.48, tüm partiler nominal duvar kalınlığının ±%6'sı dahilinde.
ASTM A789/A450M gereksinimlerini aşıyor, tüp levhalarına tutarlı uyumun sağlanması.
Aber Çelik Şirketi, dünya çapında tanınan bir tedarikçi, ASTM A789/A789M'yi aşan kapsamlı bir QA/QC programını sürdürür. Aşağıdaki Değirmen Testi Sertifikası (MTC) 3.1 UNS S32205 dikişsiz borular için tipik bir üretim lotunun verileri. Tedarik mühendisleri tedarikçi belgelerini denetlerken bunu bir referans noktası olarak kullanmalıdır.
Ürün: Dubleks Paslanmaz Çelik Dikişsiz Boru | Şartname: ASTM A789/A789M – UNS S32205
Boyutlar: 88.9 mm Dış Çap x 5.49 mm Ağırlık x 12,000 mm (RL) | Isı Numarası: DX-2409-1
Miktar: 856 adet (28.6 ton) | Üretme: Sıcak bitmiş + Soğuk Çizilmiş, çözelti 1080°C'ye tavlanmış (su söndürüldü)
🔬Kimyasal Analiz (ağırlıkça %):
C:0.018 | Ve:0.42 | Mn:1.45 | P:0.021 | S:0.001 | CR:22.48 | İçinde:5.32 | Ay:3.21 | N:0.172 | Cu:0.12
AHŞAP = 22.48 + 3.3×3.21 + 16×0,172 = 35.9 (≥34 gerekli)
📊 Mekanik Özellikler (Ortam):
Çekme Dayanımı: 712 MPa (dk. 655) | Akma Dayanımı (0.2%): 536 MPa (dk. 485) | Uzama: 32% (dk. 25)
Sertlik: 23.5 sıcak rulo / 268 HB (maksimum 290) | Charpy V-Çentik @ -46°C: Ort. 98 J (mükemmel dayanıklılık)
⚙️ Korozyon & NDT:
• ASTM G48 Yöntem A (FeCl₃, 24saat @ 40°C): Çukurlaşma yok, kütle kaybı <0.2 g/m²
• ASTM A262 Uygulama E: Taneler arası korozyon – BAŞARILI
• Ultrasonik Test (UT) A450 başına: 100% test edildi, reddedilebilir belirtiler yok
• Hidrostatik test: 21.5 MPa (3100 psi) – sıfır sızıntı
• Ferrit içeriği (ASTM E562): 48% ferrit / 52% östenit – optimum denge
✅ Tamamlayıcı: NACE MR0175/ISO 15156-3 uyumlu, HIC test edildi (NACETM0284) – kademeli çatlak yok.
Kalite Güvence Müdürü: D. Chenault | 2025-03-15 | Üçüncü taraf tanık: TÜV Rheinland
Yukarıdaki MTC, birinci sınıf tedarikçileri diğerlerinden ayıran ayrıntı düzeyini örneklendirmektedir. Her ısı izlenebilir kimyasal analiz içermelidir, mekanik test sonuçları, ve tahribatsız muayene kayıtları. Kritik açık deniz veya kimyasal işleme uygulamaları için, satın alma mühendisleri ayrıca ferrit ölçüm haritaları gibi ek testler talep etmelidir, CPT (kritik çukurlaşma sıcaklığı) doğrulama, ve PMI (pozitif malzeme tanımlama) her tüp demeti için raporlar. Aber Steel'in dahili prosedürleri bir adım daha ileri gidiyor: Hac sırasında süreç içi ultrasonik testler yapıyorlar, ardından 100% son tüpte girdap akımı testi, Sevkiyattan önce yüzey altı kusurlarının ortadan kaldırılmasının sağlanması.
Figür 5: Aber Steel – Uzun Süreli Korozyon Performansı (CPT Dağıtımı, n=120 test)
CPT (°C)
70|
| ****** S32750
60| ******
| ****
50| ****
| **** S32205
40| ****
| ****
30| ****
|
20+--------------------------------------------------
S31803 S32205 S32750 S32760
Average CPT: S31803 = 38°C, S32205 = 44°C, S32750 = 62°C
(ASTM G48 Yöntem D, sıcaklık artışlarıyla demir klorür)
Aber Steel sürekli olarak minimum gereklilikleri aşıyor: 15-20%.
Teknik incelemeye ve endüstriyel verilere dayanmaktadır, Aşağıdakileri satın alma spesifikasyonunuza dahil etmenizi şiddetle tavsiye ederim: 1) Soğutma hızı günlükleriyle çözüm tavlama sıcaklık kayıtlarını zorunlu kılın; 2) Ferrit içeriği ölçümü gerektir (40–` aralık) ASTM E562'ye göre; 3) Her bir ısı için PREN hesaplaması ve CPT testi konusunda ısrarcı olun; 4) NDT raporlarını doğrulayın (Kime veya veya) ve hidrostatik test sertifikaları; 5) Ekşi hizmet için, belgelenmiş sertlik testleriyle NACE MR0175 uyumluluğunu talep edin. Aber Steel'in ASCII çizelgeleri ve kalite raporu, sınıfının en iyisi belgelerin neleri içermesi gerektiğini gösteriyor. Değirmen sertifikalarını aldığınızda, Kimyasal analizleri limitlere göre çapraz kontrol edin, Çekme değerlerinin marj ile minimum değerleri aşmasını sağlayın, ve ısıl işlem sıcaklığının belirtilen pencere aralığına düştüğünü doğrulayın. Bu adımlar, ayrıntılı gibi görünse de, Yüksek maliyetli saha arızalarını önleyin ve varlık ömrünü onlarca yıl uzatın.
Bir petrokimya rafinerisi için dikişsiz ısı eşanjörü boruları mı tedarik ediyorsunuz? (S32205) veya deniz altı göbek sistemleri için süper çift yönlü boru sistemi (S32750), ASTM A789'un sağlam çerçevesi ile dubleks mikro yapının kendine özgü avantajlarının birleşimi güvenliği sağlar, güvenilirlik, ve maliyet verimliliği. Metalurjik temellere ve tahribatsız test doğrulamalarına öncelik vererek, Erken arıza risklerini azaltacak ve uzun vadeli varlık performansı elde edeceksiniz.

atölyedeyken kaynak sonrası ısıl işlemin nedenini anlamaya çalışırken (PWHT) döngü baş ağrısına neden oluyor. E911'in derinliklerine iniyoruz, EN tanımı X11CrMoWVNb9-1-1 ile de bilinir, ve ASME kardeşleri T91 (tüp) ve P91 (boru).

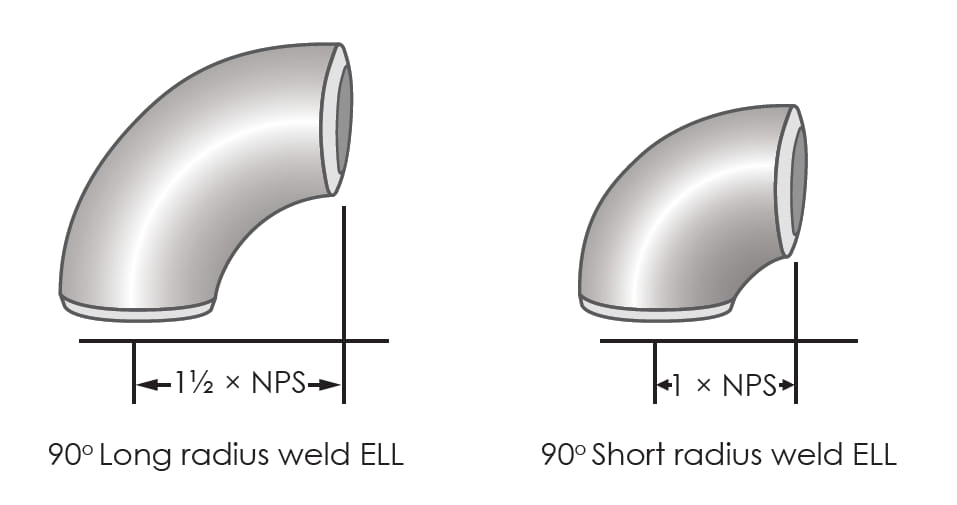
Özel bir boru bağlantı parçaları üreticisi olarak, En katı uluslararası standartları karşılayan ASME/ANSI B16.9 Uzun Yarıçaplı Dirsekleri sunmaktan gurur duyuyoruz. Bu kılavuzda verilen boyutlar ve ağırlıklar, hassasiyet ve kaliteye olan bağlılığımızın bir kanıtıdır. Projenizin küçük bir NPS gerektirip gerektirmediği 1/2 bir ilaç fabrikasına veya devasa bir NPS'ye uygun 48 açık deniz platformu için dirsek, ürünlerimiz mükemmel uyum ve uzun ömürlü hizmet için tasarlanmıştır. Daha fazla teknik yardım için, özel sorular, veya resmi bir teklif istemek için, lütfen mühendislik satış ekibimizle iletişime geçin.

Neden 2205 dubleks bazı ortamlarda iki yıl içinde arızalanırken S32750 on yıl dayanır? It's not just about material cost. Bu teknik karşılaştırma, otuz yıllık saha deneyimine dayanmaktadır, size göstermek için gerçek başarısızlık durumlarını kullanır: yanlış seç, ve fiyat paradan çok daha fazlası.

Field engineer's guide to Inconel 625 kaynaklı boru işleme. Teknik parametreler, takım aşınma analizi, ve nikel alaşımının kesintisiz işlenmesi için pratik çözümler 625.

Summary of Core Process Links Summary of Intermediate Frequency and High Frequency Heat Expansion Process Comparison Summary of Internship Gains and Existing Problems Overall Summary of the Process

Orta ve Yüksek Frekanslı Isıyla Genişletilmiş Dikişsiz Çelik Boru Prosesinin Temel Prensibi ve Teknik Analizi

Orta ve Yüksek Frekanslı Isıyla Genişletilmiş Dikişsiz Çelik Boru Prosesinin Gelişim Tarihi ve Güncel Durumu

Teknoloji, Guanzhong Orta ve Yüksek Frekanslı Isıyla Genişletilmiş Dikişsiz Çelik Boruların Uygulama ve Geliştirme Trendi

ASTM A276 TP304/304L Paslanmaz Çelik Dikişli Borular: Standartlar, Özellikler, Üretme, Uygulamalar ve Kalite Kontrol
Denizcilik mühendisliğinde dürüstlük arayışı çoğu zaman kendisini tek bir noktaya sabitler., kritik bileşen: dikişsiz çelik boru. Denizcilik dikişsiz borularındaki araştırma ve geliştirmenin gidişatını anlamak, içi boş bir silindirin basit geometrisinin ötesine bakmalı ve bunu yüksek basıncın affedilmez sinerjisine metalurjik bir yanıt olarak görmeliyiz, termal bisiklet, ve klorür kaynaklı korozyon.

ASTM A53 ERW Galvanizli boru dengeli mühendisliğin bir şaheseridir; üretimi verimlidir, performans açısından yüksek, ve inanılmaz derecede dayanıklı. ASTM standardının en katı yorumlarına bağlı kalarak ve JIS ve EN gibi uluslararası kriterleri aşarak, Şirketimiz dayanıklı olacak şekilde tasarlanmış bir ürün sunar.

Galvanizli Kare İçi Boş Bölümlerimizi seçtiğinizde, you aren't just buying steel; dayanıklılık için bilimsel olarak optimize edilmiş yapısal bir temele yatırım yapıyorsunuz, elementlere karşı kimyasal olarak korunmuştur, ve dünyanın en zorlu standartlarına göre sertifikalandırılmıştır.

Fakat, 904L, deniz suyunun indirgeyici asitlerle karıştığı karmaşık kimyasal ortamlar için vazgeçilmez seçim olmaya devam ediyor, veya bakır içeriğinin belirli biyolojik korozyon türlerine direnmeye yardımcı olabileceği durgun sistemler için. Üstelik, Uygulama yoğun soğuk şekillendirme gerektiriyorsa veya kriyojenik koşulları içeriyorsa, 904L'nin saf östenitik yapısı, dubleks yapının garanti edemeyeceği düzeyde bir güvenilirlik sağlar.

Nihayetinde, 904L boru hassas alaşımlamanın gücünün bir kanıtıdır. En agresif kimyasal ortamların zorluğunu kabul eden bir malzemedir, Standart paslanmaz çeliklerin çok ötesinde bir hizmet ömrü sağlar. Nikelin hassas dengesine hakim olarak, krom, molibden, ve bakır, üzerine inşa edildiği fizik kadar güvenilir bir kanal sağlıyoruz.

UNS N04400 ASTM B165 U-Bend tüplerimizin teknik anlatımını geliştirirken, temel metalurjiden, ısı eşanjörü paketi içindeki akışkan dinamiği ve uzun vadeli yapısal güvenilirliğin karmaşık kesişimine doğru dönmeliyiz.

Özetle, EN'nin teknik başarısı 10219 boru kimyası arasındaki derinlemesine entegre ilişkiye dayanır. ($text tarafından kontrol ediliyor{Sert}$ kaynaklanabilirlik ve $text için{P}/\metin{S}$ dayanıklılık için), üretim süreci (Verimlilik ve iş sertleştirmesi için soğuk şekillendirme), ve son mekanik garantiler (akma dayanımı ve düşük sıcaklıkta darbe enerjisi). S235'ten S355J2H'ye ilerleme mühendislik odaklı bir yoldur, Tasarımcıların herhangi bir yapısal görev için en verimli ve güvenli malzemeyi hassas bir şekilde seçmesine olanak tanıyan kademeli bir performans yelpazesi sağlar. İçi boş profil formunun doğal yapısal verimliliği, bu $text'in mükemmel kaynaklanabilirliği ve garantili sağlamlığıyla birleştiğinde{İÇİNDE}$ notlar, ensures their continued preeminence as the material of choice for the world's most vital structural works.

API 5L Karbon Çelik SSAW Boru, son derece uzmanlaşmış bir mühendislik altyapısı parçasıdır, temel olarak basit boyut kısıtlaması veya kullanım düzeyinde korozyon korumasıyla tanımlanmayan malzeme çözümü, ama yüksek gücün amansız arayışıyla, güvenilir kaynak bütünlüğü, ve olağanüstü kırılma dayanıklılığı, güvenliği sağlamak için gerekli olan her şey, kesintisiz, ve hidrokarbonların yüksek basınçlı taşınması, doğal gaz, veya geniş jeolojik ve çevresel manzaralar boyunca yoğun sıvı bulamaçları. Tanıdıklardan farklı olarak

API 5L Grade B Büyük Çaplı SAW Çelik Boru yatırımı sadece bir satın alma kararı değildir; onlarca yıllık öngörülebilir bir döneme yönelik stratejik bir taahhüttür, yüksek hacimli sıvı iletimi, Küresel boru hattı endüstrisindeki en sıkı sertifikasyon sistemi tarafından garanti altına alınmıştır

Galvanizli Çelik Programı 40 Boru, geleneksel sıvı taşımacılığının mimari direği olarak duruyor, Su boru hattı altyapısında o kadar yaygın bir tasarım çözümü ki, teknik gelişmişliği genellikle aşinalığıyla gölgeleniyor. Devam eden hakimiyeti, modern polimer ve kompozit alternatifleri karşısında bile, ham arasında elde edilen optimize edilmiş dengenin bir kanıtıdır., Karbon çeliğinin güvenilir gücü ve zarif, çinko kaplamanın fedakar elektrokimyası

Boru biter, saha kaynağını kolaylaştırmak için kaplanmamış bırakılmıştır, hassas şekilde işlenmiş eğimlerin temizliğini ve bütünlüğünü korumak için özel koruma gerektirir. Uçlar, fiziksel hasarı önlemek için iç ve dış plastik veya metal uç kapakları ile korunmaktadır., nem girişi, ve depolama ve taşıma sırasında iç kontaminasyon. Özellikle uzun taşıma süreleri için, geçici, Yüzeyin paslanmasını önlemek için çıplak çelik pahlara kolayca çıkarılabilen korozyon önleyici uygulanabilir., Yüklenicinin temiz bir ürün almasını sağlamak, kaynaklanmaya hazır yüzey. Bu son lojistik adım, Abtersteel'in taahhüdündeki döngüyü kapatıyor, yüksek bütünlüğe sahip X60M PSL2 3PE LSAW borusunun inşaat sahasına aynı bozulmamış haliyle ulaşmasını sağlamak, fabrikadan çıktığı sertifikalı durum.

Din 2391 St45 Sınıfı Dikişsiz Boru, NBK durumunda tedarik edilir, hassas çelik boru mühendisliğinin zirvesini temsil eder. Mükemmelliği, gelişmiş metalürjik kontrolün hesaplanmış bir sonucudur, şiddetli soğuk iş plastisite, ve titiz termal işleme. İşlevsel üstünlüğü, kanıtlanmış yeteneği ile doğrulanmıştır.:

Din 2391 St45 Sınıfı Dikişsiz Boru, Öyleyse, Boyutsal bütünlüğün bir tercih değil güvenlik ve performans ön koşulu olduğu tercih edilen ürün. Kullanımı, modern endüstrinin her alanında hassas mekanik ve akışkan sistemlerinin güvenilir şekilde çalışmasının temelini oluşturur., Üretim aşamasından onlarca yıllık operasyonel hizmete kadar hassasiyeti garanti eden temel bir bileşen sağlamak.

ASTM A519 Saygıdeğer Krom-Molibdende Dikişsiz Çelik Boru (CR-MO) Alaşım Kaliteleri – özellikle 4130, 4140, 4142, 4145, Ve 4147

Hidrolik Silindirler ve ilgili Hidrolik Silindir Çelik Boruları için Honlanmış Borular
