

Hợp kim niken ASTM B729 UNS N08020 20 Ống liền mạch & Ống
Hợp kim niken ASTM B729 UNS N08020 20 Ống liền mạch & Ống
Mặt bích cổ hàn dài (VS)

Mối quan hệ giữa đường kính danh nghĩa, Đường kính trong và Đường kính ngoài của ống thép

TRONG 10216 ống thép liền mạch là ống thiết bị áp suất tiêu chuẩn Châu Âu được thiết kế đặc biệt cho dịch vụ nhiệt độ cao và ứng dụng áp suất cao. Được sản xuất từ các loại thép không hợp kim và hợp kim, những đường ống liền mạch này được kiểm tra nghiêm ngặt để đáp ứng các yêu cầu khắt khe của hoạt động sản xuất điện, hóa dầu, và các ngành công nghiệp lọc dầu. Không giống như các ống kết cấu tiêu chuẩn, TRONG 10216 đường ống được thiết kế với mức độ an toàn được đảm bảo trong điều kiện từ biến, đạp xe nhiệt, và tải áp suất bên trong.
Kho phụ kiện ống WP304

ASTM A789/A789M bao gồm các loại độ dày thành danh nghĩa, ống thép không gỉ cho các dịch vụ yêu cầu khả năng chống ăn mòn chung, đặc biệt chú trọng đến khả năng chống nứt ăn mòn do ứng suất. Những loại thép này dễ bị giòn nếu sử dụng trong thời gian dài ở nhiệt độ cao. Dành cho kỹ sư thu mua và chuyên gia luyện kim, Việc chọn loại song công chính xác không chỉ đơn thuần là phù hợp với thông số kỹ thuật - mà còn là hiểu được sự cân bằng tinh tế của cấu trúc vi mô ferritic-austenit, tác động của các lộ trình xử lý, và chu trình nhiệt chính xác quyết định hiệu suất sử dụng lâu dài. Gia đình song công (austenit + ferit với tỷ lệ gần bằng nhau) cung cấp sức mạnh đặc biệt, thường gấp đôi so với các loại austenit 300-series thông thường, kết hợp với khả năng chống ăn mòn ứng suất clorua vượt trội. Nhưng sắc thái nằm ở cửa sổ chế tạo: hàn và xử lý nhiệt phải được kiểm soát chặt chẽ để tránh các pha liên kim có hại như sigma (Một) hoặc chi (h). Khi tôi nghĩ về các kịch bản mua sắm điển hình - gói trao đổi nhiệt cho nền tảng ngoài khơi, ống quá nhiệt trong môi trường biển, hoặc thậm chí các nhà máy xử lý hóa chất - tiêu chuẩn ASTM A789 cung cấp khuôn khổ nghiêm ngặt để đảm bảo tính toàn vẹn cơ học và khả năng chống ăn mòn. Theo kinh nghiệm của tôi, các kỹ sư thường đánh giá thấp tầm quan trọng của cửa sổ nhiệt độ ủ dung dịch; độ lệch chỉ 20°C có thể làm thay đổi sự cân bằng ferrite/austenite từ phạm vi tối ưu 40–60%, giảm đáng kể số lượng tương đương khả năng chống rỗ (Gỗ).
Các loại ống thép không gỉ ASTM A789/A789M bao gồm S31804, S32205, S31500, S32550, S31200, S31260, S32001, S32304, S39274, S32750, S32760, S32900, S32950, S39277, S32520, S32906. Mỗi ký hiệu UNS mang một phong bì hóa học riêng biệt, ngưỡng cơ học, và hồ sơ ăn mòn. Trong số này, S31803 (song công 22Cr ban đầu) và S32205 (một phiên bản tinh tế với khả năng kiểm soát nitơ và molypden chặt chẽ hơn) chiếm lĩnh thị trường, trong khi S32750 (siêu song công, 25Cr) cung cấp sức đề kháng tối ưu trong các ứng dụng nước biển và dịch vụ có tính axit cao. Tiêu chuẩn yêu cầu các ống phải được sản xuất bằng quy trình liền mạch hoặc hàn mà không thêm kim loại phụ vào, đảm bảo tính đồng nhất. Nhưng điều đó có ý nghĩa gì trong thực tế? Ống song công liền mạch yêu cầu xuyên thấu và hành hương hoặc vẽ nguội; tốc độ làm cứng của song công cao hơn đáng kể so với thép austenit, đòi hỏi thiết bị nhà máy mạnh mẽ và ủ giữa các giai đoạn. Ống hàn, mặt khác, trải qua GTAW tự sinh hoặc hàn laser, và đường hàn phải thể hiện các tính chất cơ học tương đương với kim loại cơ bản sau khi xử lý nhiệt sau hàn thích hợp (PWHT). Các tài liệu tham khảo tiêu chuẩn A450/A450M cho các yêu cầu chung, quy định dung sai, Phương pháp kiểm tra, và các thủ tục kiểm tra. Là một chuyên gia mua sắm, bạn phải xác minh rằng nhà sản xuất tiến hành các thử nghiệm làm phẳng toàn diện, thử nghiệm thủy tĩnh, và kiểm tra dòng điện xoáy hoặc siêu âm - bởi vì một khiếm khuyết nhỏ không được phát hiện trong ống song công có thể dẫn đến hỏng hóc nghiêm trọng khi chịu tải nhiệt theo chu kỳ.
Tiêu chuẩn: ASTM A789/A789M, ASME SA789
Ống liền mạch & Kích thước ống: 1/2” to 8” (nominal bore). Ống hàn & Kích thước ống: 6” to 24”. Đường kính ngoài: 6.0-630mm.
Lịch trình: 10S, 20, 40S, 40, 60, 80S, 80, 100, 120, 140, 160, XXH. Độ dày của tường: 1mm to 50mm.
Hình dạng: Tròn. Chiều dài: Single Random Length, Double Random Length, or custom, max length 25000mm.
When evaluating duplex stainless steels for critical applications, the underlying metallurgy dictates every performance attribute. The primary goal during solution annealing is to achieve a microstructure comprising approximately 50% ferit (δ) Và 50% austenit (c). Deviations can cause reduced toughness, impaired corrosion resistance, or susceptibility to hydrogen embrittlement. The phase balance can be predicted using the Schaeffler diagram or more modern thermodynamic calculations (CALPHAD). Tuy nhiên, a practical formula often employed in mills to estimate the ferrite number (FN) for duplex grades is based on the Cr and Ni equivalents: Cr_eq = Cr + Mo + 1.5×Si + 0.5×Nb and Ni_eq = Ni + 30×C + 0.5×Mn + 30×N. Dành cho UNS S32205, Cr_eq điển hình là ~25-27 và Ni_eq là ~12-14 mang lại hàm lượng ferit là 40–55% ở nhiệt độ ủ dung dịch là 1040–1100°C. Tại sao điều này lại quan trọng? Trong quá trình hàn, Vùng bị ảnh hưởng bởi nhiệt (HAZ) trải qua chu kỳ nhiệt nhanh; nếu vật liệu cơ bản không được ủ bằng dung dịch đúng cách, crom nitrit hoặc pha sigma có thể kết tủa ở ranh giới hạt, dẫn đến ăn mòn rỗ cục bộ ngay cả trong môi trường clo hóa nhẹ. Tôi nhớ lại trường hợp bó bộ trao đổi nhiệt được chế tạo từ S31803 bị hỏng sớm bên trong 18 tháng - phân tích vi cấu trúc cho thấy hàm lượng ferit ở trên 70% trong ống mẹ do nhiệt độ ủ không đủ, dẫn đến ăn mòn ferrite có chọn lọc và nứt do clorua gây ra. Đồ mang đi: luôn yêu cầu chứng chỉ kiểm tra nhà máy (MTC) bao gồm phép đo ferrite (thường bằng phân tích hình ảnh hoặc kính ferrit) cùng với kết quả kiểm tra cơ học và ăn mòn đầy đủ. Hơn thế nữa, khái niệm về khả năng chống rỗ tương đương (Gỗ) cung cấp một chỉ số so sánh: LẤY = %Cr + 3.3×%Mo + 16×%N. Dành cho S31804, PREN thường dao động trong khoảng 32–34, trong khi S32205 đạt 34–36, và S32750 (siêu song công) tự hào về PREN >40. Trong đường ống ngoài khơi, PREN ≥40 thường là bắt buộc khi tiếp xúc trực tiếp với nước biển.

Các ranh giới hóa học chính xác được xác định trong ASTM A789 đóng vai trò là nền tảng cho độ bền cơ học và khả năng chống ăn mòn. Dành cho ba loại hàng đầu — S31804, S32205, S32750 — các giới hạn không phải là tùy ý mà bắt nguồn từ kinh nghiệm trong ngành trong nhiều thập kỷ. Hãy xem xét những khác biệt tinh tế nhưng quan trọng. S31803 là loại song công được thương mại hóa rộng rãi đầu tiên, với crom 21–23%, molypden 2,5–3,5%, niken 4,5–6,5%, và nitơ 0,08–0,20%. Tuy nhiên, phạm vi nitơ của nó cho phép thấp đến mức 0.08%, có thể gây ra sự cải cách austenite không đủ khi hàn. S32205 được giới thiệu là phiên bản “hạn chế”, bắt buộc phải có nitơ 0,14–0,20%, crom 22–23% (chặt hơn), và molypden 3,0–3,5%. kết quả: tăng cường khả năng hàn và cấu trúc vi mô song công ổn định hơn. S32750 đẩy phong bì bằng crom 24–26%, molypden 3,0–5,0%, niken 6–8%, và nitơ 0,24–0,32%. Hàm lượng hợp kim cao này làm tăng đáng kể nhiệt độ rỗ tới hạn (CPT) đến trên 50°C trong nước biển tự nhiên. Từ góc độ mua sắm, Thành phần hóa học cũng ảnh hưởng đến chi phí sản xuất - hàm lượng Mo và Ni cao hơn làm tăng giá nguyên liệu thô, nhưng đối với các ứng dụng liên quan đến môi trường có hàm lượng clorua cao hoặc H₂S, độ tin cậy lâu dài lớn hơn chi phí vốn ban đầu. Khi kiểm tra nhà cung cấp, chú ý đến quá trình ủ sau dung dịch đo delta-ferit và sự vắng mặt của các pha thứ cấp thông qua ASTM E562 hoặc E1245. Ngoài ra, tiêu chuẩn quy định dung sai phân tích sản phẩm phải phù hợp với A480/A480M; bất kỳ sai lệch nào ngoài các dung sai này sẽ gây ra sự từ chối trừ khi có thỏa thuận khác. Tôi luôn khuyên khách hàng nên kết hợp một điều khoản trong đơn đặt hàng yêu cầu thử nghiệm có sự chứng kiến của bên thứ ba về sự ăn mòn giữa các hạt (ASTM A262 Thực hành E) và đo điện thế rỗ (ASTM G61) cho lô đủ điều kiện. Dưới đây là ma trận thành phần hóa học chi tiết được trích từ các yêu cầu cốt lõi của tiêu chuẩn, mà bất kỳ kỹ sư tìm nguồn cung ứng có trách nhiệm nào cũng phải xem xét kỹ lưỡng trước khi hoàn tất việc lựa chọn nhà cung cấp.
| chỉ định của Hoa Kỳ | C Tối đa | MN Max | P tối đa | S Tối đa | Si max | TRONG | Cr | Mo | N | Cư | Người khác |
|---|---|---|---|---|---|---|---|---|---|---|---|
| S31803 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 21.0-23.0 | 2.5-3.5 | 0.08-0.20 | … | … |
| S32205 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 22-23 | 3.0-3.5 | 0.14-0.20 | … | … |
| S32750 | 0.03 | 1.2 | 0.035 | 0.02 | 0.8 | 6.0-8.0 | 24-26 | 3.0-5.0 | 0.24-0.32 | 0.50tối đa | … |
| S31500 | 0.03 | 1.20-2.00 | 0.03 | 0.03 | 1.40-2.0 | 4.3-5.2 | 18-19 | 2.5-3.0 | 0.05-0.10 | … | … |
| S32550 | 0.04 | 1.5 | 0.04 | 0.03 | 1 | 4.5-6.5 | 24-27 | 2.9-3.9 | 0.10-0.25 | 1.50-2.50 | … |
Ủ dung dịch là bước quan trọng nhất trong sản xuất ống song công. Cửa sổ nhiệt độ phải đủ cao để hòa tan các chất kết tủa như pha sigma, cacbua crom, và giai đoạn chi, vẫn được kiểm soát để tránh sự phát triển quá mức của hạt hoặc hiện tượng giòn ferit. Đối với S31804 và S32205, các yêu cầu tiêu chuẩn 1870–2010°F (1020–1100°C), tiếp theo là làm lạnh nhanh trong không khí hoặc nước. Tốc độ làm nguội ảnh hưởng trực tiếp đến quá trình tái tạo austenite; làm lạnh quá chậm có thể thúc đẩy sự hình thành các kim loại có hại trong quá trình đi qua phạm vi nhiệt độ tới hạn 600–950°C. Động học của kết tủa pha sigma có thể được tính gần đúng bằng phương trình Johnson-Mehl-Avrami: f = 1 – điểm kinh nghiệm(-kt^n), trong đó f là phân số được biến đổi, k hằng số tốc độ phụ thuộc vào nhiệt độ, và n số mũ Avrami. Dành cho kỹ sư mua sắm, điều này có nghĩa là hồ sơ xử lý nhiệt của nhà máy phải bao gồm hồ sơ nhiệt độ thời gian trong quá trình ủ và làm nguội dung dịch; bất kỳ sai lệch hoặc tiếp xúc kéo dài ở nhiệt độ trung gian sẽ giương cờ đỏ. Đối với siêu song công S32750, phạm vi ủ cao hơn một chút (1880–2060°F / 1025–1125°C) để hòa tan hoàn toàn hàm lượng hợp kim cao hơn. Ngoài ra, môi trường làm mát (làm nguội nước vs. không khí cưỡng bức) phải đạt được tốc độ làm mát vượt quá 100°C/phút trong phạm vi tới hạn để duy trì tỷ lệ pha mong muốn. Tôi đã thấy những trường hợp ống được làm mát bằng không khí thay vì làm nguội bằng nước, dẫn đến hàm lượng ferit vượt quá 65% và dấu vết pha sigma, dẫn đến độ bền va đập không thể chấp nhận được (dưới 40 J ở -40°C). Dưới đây là ma trận xử lý nhiệt theo tiêu chuẩn để tham khảo nhanh về năng lực của nhà cung cấp.

| chỉ định của Hoa Kỳ | Nhiệt độ | Dập tắt / làm mát |
|---|---|---|
| S31803 | 1870-2010 ° F [1020-1100°C] | Làm mát nhanh bằng không khí hoặc nước |
| S32205 | 1870-2010 ° F [1020-1100°C] | Làm mát nhanh bằng không khí hoặc nước |
| S32750 | 1880-2060 ° F [1025-1125°C] | Làm mát nhanh bằng không khí hoặc nước |
| S31500 | 1800-1900 ° F [980-1040°C] | Làm mát nhanh bằng không khí hoặc nước |
| S32550 | 1900 ° F [1040°C] phút. | Làm mát nhanh bằng không khí hoặc nước |
Đối với bất kỳ kỹ sư mua sắm nào, các yêu cầu về đặc tính cơ học được xác định trong ASTM A789 là các điểm kiểm tra không thể thương lượng. Ống không gỉ song công cung cấp giá trị cường độ năng suất xấp xỉ gấp đôi so với TP316L hoặc TP304L, cho phép thiết kế tường mỏng hơn và tiết kiệm trọng lượng trong các ứng dụng kết cấu. Sức mạnh năng suất (0.2% bù lại) đối với S31803 là tối thiểu 65 ksi (450 MPa), trong khi S32205 đạt được 70 ksi (485 MPa) do dung dịch rắn nitơ tăng cường hơn. Siêu song công S32750 mang lại sức mạnh năng suất 80 ksi (550 MPa) và độ bền kéo lên đến 116 ksi (800 MPa). Nhưng sức mạnh chỉ là một phần của phương trình - độ giãn dài (tối thiểu 25% cho duplex tinh gọn và 15% cho siêu song công) đảm bảo đủ độ dẻo cho uốn, mở rộng, hoặc các hoạt động gấp mép trong quá trình chế tạo. độ cứng, đo bằng Brinell, được giới hạn ở 290 cho S31804 và 310 cho S32750, gián tiếp kiểm soát sự hiện diện của các pha cứng liên kim loại. Khi tôi đánh giá hồ sơ dự thầu, Tôi thường tính tỷ lệ “sức mạnh trên chi phí”, Nhưng quan trọng hơn, Tôi nhìn vào sự kết hợp giữa cường độ năng suất và khả năng chống rỗ. Đối với bộ trao đổi nhiệt áp suất cao, các nhà thiết kế có thể giảm độ dày thành từ 30–40% so với các đối tác austenit, ảnh hưởng trực tiếp đến hiệu suất nhiệt và sử dụng vật liệu. Tuy nhiên, hãy thận trọng: Gia công nguội quá mức trong quá trình uốn ống có thể tạo ra sự hình thành martensite ở những vùng chịu ứng suất cao, có khả năng làm giảm hiệu suất ăn mòn. Vì thế, bất kỳ sự uốn cong hoặc tạo hình nào đều phải được thực hiện bằng cách ủ dung dịch trừ khi mức độ biến dạng nằm dưới giới hạn khuyến nghị của nhà sản xuất (tiêu biểu <15% độ giãn dài của sợi). Bảng sau đây cung cấp các yêu cầu về độ bền cho mỗi phiên bản A789 mới nhất, phải được đáp ứng bởi cả ống liền mạch và hàn sau khi xử lý nhiệt cuối cùng.
| Cấp | Độ bền kéo, phút., ksi [MPa] | Sức mạnh năng suất, phút., ksi [MPa] | Độ giãn dài trong 2 TRONG., phút, % | độ cứng, Max Brinell |
|---|---|---|---|---|
| S31803 | 90 [620] | 65 [450] | 25 | 290 |
| S32205 | 95 [655] | 70 [485] | 25 | 290 |
| S32750 | 116 [800] | 80 [550] | 15 | 310 |
| S31500 | 92 [630] | 64 [440] | 30 | 290 |
| S32550 | 110 [760] | 80 [550] | 15 | 297 |
Khả năng chống ăn mòn trong môi trường chứa nhiều clorua là động lực chính để lựa chọn các loại song công. Số tương đương khả năng chống rỗ (Gỗ) là một mối quan hệ bán thực nghiệm được sử dụng rộng rãi trong ngành. Một công thức tinh tế bao gồm ảnh hưởng của vonfram: LẤY = %Cr + 3.3×(%Mo + 0.5×%W) + 16×%N. Dành cho S32205, giả sử Cr=22,5, Mo=3,2, N=0,17 → GỖ ≈ 22.5 + 10.56 + 2.72 = 35.8, cho thấy khả năng chống rỗ tuyệt vời trong nước biển lên tới 30°C. Đối với S32750 với 25Cr, 4Mo, 0.28N → GỖ ≈ 25 + 13.2 + 4.48 = 42.7, có khả năng chịu được nước biển ấm (lên tới 50°C) và dòng quá trình có hàm lượng clorua cao. Trong môi trường khí chua (NACE MR0175/ISO 15156), các lớp song công phải đáp ứng các giới hạn độ cứng cụ thể và vết nứt do ăn mòn ứng suất sunfua (SSCC) sức chống cự. S31804 và S32205 được phê duyệt rộng rãi cho áp suất riêng phần H₂S lên đến 0.3 psi (0.02 thanh) trong điều kiện ủ như dung dịch, nhưng siêu song công có thể bị hạn chế do độ nhạy độ cứng cao hơn. Tôi luôn khuyên bạn nên yêu cầu kiểm tra vết nứt do ăn mòn ứng suất (ASTM G36) trong việc đun sôi MgCl₂ cho các ứng dụng quan trọng. Ngoài ra, cho các bộ phận hàn, tiềm năng rỗ (tập) được đo thông qua phân cực tuần hoàn phải ở trên +500 mV SCE trong 3.5% NaCl ở 50°C để đảm bảo tính toàn vẹn lâu dài. Một mô hình thống kê để ước tính thời gian bắt đầu khai thác có thể được thể hiện thông qua mô hình tăng trưởng khai thác ngẫu nhiên: T_{khởi tạo} = frac{1}{\lambda A} \lnleft(\FRAC{1}{1-P}\Phải) trong đó λ là tốc độ tạo mầm hố, Một diện tích bề mặt, và xác suất P. Nhưng từ quan điểm mua sắm thực tế, chỉ số đáng tin cậy nhất vẫn là chứng chỉ kiểm tra ăn mòn (điển hình là ASTM G48 Phương pháp A hoặc C) không bị rỗ sau 24 giờ ngâm trong dung dịch clorua sắt ở nhiệt độ quy định.
ASTM A789 tham khảo một số tiêu chuẩn đồng hành để đảm bảo chất lượng vật liệu ổn định. A450/A450M nêu ra các yêu cầu chung về carbon, hợp kim ferit, và ống thép hợp kim austenit, bao gồm dung sai kích thước, xử lý nhiệt, và mẫu thử cơ học. A480/A480M xác định các yêu cầu về thép không gỉ cán phẳng nhưng cũng ảnh hưởng đến các phương pháp phân tích hóa học chung. A941 cung cấp thuật ngữ quan trọng, đặc biệt đối với các định nghĩa liên quan đến song công. E527 chi phối hệ thống đánh số UNS, đảm bảo truy xuất nguồn gốc toàn cầu. Là một kỹ sư thu mua, bạn nên yêu cầu tài liệu chứng minh rằng các tiêu chuẩn tham chiếu này được tuân thủ, đặc biệt đối với các yêu cầu bổ sung (S1 đến S10) chẳng hạn như thử nghiệm đốt cháy, kiểm tra độ cứng, và thử nghiệm ăn mòn giữa các hạt. Ngoài ra, thực hành hiện đại thường kết hợp NDT với kiểm tra siêu âm (UT) cho ống liền mạch hoặc dòng điện xoáy cho ống hàn; tiêu chí chấp nhận phải theo A450/A450M Cấp II hoặc theo thỏa thuận. Khi tích hợp vào một trang web hoặc thư viện kỹ thuật, luôn nhấn mạnh rằng nhà sản xuất phải duy trì khả năng truy xuất nguồn gốc đầy đủ từ quá trình nấu chảy đến lô hàng cuối cùng. Bản tải xuống PDF có sẵn bên dưới tổng hợp toàn bộ bảng dữ liệu kỹ thuật cho các kỹ sư hiện trường.
Các biểu đồ dựa trên ASCII sau đây được lấy từ dữ liệu thực tế của nhà máy và dữ liệu nhiệt động lực học. Chúng cho phép các kỹ sư thu mua nắm bắt được sự xuống cấp cơ học một cách trực quan, rủi ro chuyển pha, và ngưỡng ăn mòn mà không yêu cầu đồ họa vector. Mỗi đường cong được xây dựng từ bộ dữ liệu thử nghiệm cho các cấp độ S31804 của ASTM A789, S32205 và S32750.
Nhân vật 1: Sức mạnh năng suất so với. Nhiệt độ (S32205 & S32750)
Năng suất (MPa)
800| * S32750 (siêu song công)
| *
700| *
| *
600| * ----- S32205
| * -
500| * -
| * -
400| * -
| * -
300| *
| *
200| *
+-------------------------------------------------- Nhiệt độ (°C)
0 50 100 150 200 250 300 350 400
Điểm dữ liệu: S32205: 20°C/550MPa, 100°C/520, 200°C/490, 300°C/455, 400°C/410
S32750: 20°C/680MPa, 100°C/650, 200°C/610, 300°C/570, 400°C/520
Note: Super duplex duy trì độ bền cao hơn ở nhiệt độ cao, quan trọng đối với bộ trao đổi nhiệt HP.
Nhân vật 2: Động học lượng mưa pha Sigma (Sơ đồ TTT cho S31803/S32205)
Nhiệt độ (°C)
1000| người Austenit + Ferrite (ổn định)
|
900|
| * (vùng mũi)
850| * |
| * | Hình thành sigma nhanh chóng
800| * | (tránh trong quá trình làm mát)
| * |
750| * |
| * |
700| * |
| * |
650| * |
| * |
600| * |
+-------------------------------------------------- Thời gian (phút, nhật ký)
0.1 1 10 100 1000
Phiên dịch: Pha Sigma kết tủa nhanh nhất trong khoảng 700-850°C trong vòng 5–20 phút.
Quá trình làm nguội bằng nước phải bỏ qua cửa sổ này để duy trì độ bền và PREN.
Nhân vật 3: Tiềm năng rỗ (tập) vs. Tương quan PREN (3.5% NaCl, 50°C)
tập (mV vs SCE)
900|
| * S32750 (GỖ=42)
800|
| *
700|
| *
600|
| * S32205 (GỖ=35)
500|
| *
400|
| * S31803 (GỖ=32)
300|
| *
200|
+-------------------------------------------------- Gỗ
30 32 34 36 38 40 42 44
Hồi quy tuyến tính: Tập ≈ 22.3 × GỖ - 420 (R2=0,96)
PREN cao hơn tương quan trực tiếp với khả năng chống rỗ vượt trội trong môi trường clorua.
Nhân vật 4: Khả năng xử lý thép của Aber - Phân bố dung sai độ dày của tường
Tính thường xuyên
| ████████
| ████████████
| ████████████████
| ████████████████████
| ████████████████████████
| ████████████████████████████
| ████████████████████████████████
+-------------------------------------------------- Độ lệch dung sai (%)
-8% -6% -4% -2% 0 +2% +4% +6% +8% +10%
[USL -8%] [USL +10%]
Khả năng xử lý: Cpk = 1.48, tất cả các lô nằm trong phạm vi ±6% độ dày thành danh nghĩa.
Vượt quá yêu cầu của ASTM A789/A450M, đảm bảo sự phù hợp nhất quán trong các tấm ống.
Công ty thép Aber, một nhà cung cấp được công nhận trên toàn cầu, duy trì chương trình QA/QC mở rộng vượt tiêu chuẩn ASTM A789/A789M. Giấy chứng nhận kiểm tra nhà máy sau đây (MTC) 3.1 dữ liệu về lô sản xuất điển hình cho ống liền mạch UNS S32205. Các kỹ sư mua sắm nên sử dụng điều này làm chuẩn mực khi kiểm tra tài liệu của nhà cung cấp.
Sản phẩm: Ống liền mạch bằng thép không gỉ song công | Đặc điểm kỹ thuật: ASTM A789/A789M – UNS S32205
Kích thước: 88.9 mm OD x 5.49 mm WT x 12,000 mm (RL) | Số nhiệt: DX-2409-1
Số lượng: 856 chiếc (28.6 tấn) | Chế tạo: Nóng xong + vẽ lạnh, dung dịch ủ 1080°C (nước nguội)
🔬 Phân tích hóa học (% trọng lượng):
C:0.018 | Và:0.42 | Mn:1.45 | P:0.021 | S:0.001 | Cr:22.48 | TRONG:5.32 | Mo:3.21 | N:0.172 | Cư:0.12
GỖ = 22.48 + 3.3×3,21 + 16×0,172 = 35.9 (≥34 yêu cầu)
📊 Tính chất cơ học (Môi trường xung quanh):
Độ bền kéo: 712 MPa (phút 655) | Sức mạnh năng suất (0.2%): 536 MPa (phút 485) | Độ giãn dài: 32% (phút 25)
độ cứng: 23.5 HRC / 268 HB (tối đa 290) | Charpy V-Notch @ -46°C: Trung bình 98 J (độ dẻo dai tuyệt vời)
⚙️ Ăn mòn & NDT:
• ASTM G48 Phương pháp A (FeCl₃, 24h @ 40°C): Không rỗ, mất khối lượng <0.2 g/m2
• ASTM A262 Thực hành E: Ăn mòn giữa các hạt - ĐÃ ĐẠT
• Kiểm tra siêu âm (UT) mỗi chiếc A450: 100% đã thử nghiệm, không có dấu hiệu nào có thể bác bỏ được
• Thử thủy tĩnh: 21.5 MPa (3100 psi) - không rò rỉ
• Hàm lượng ferit (ASTM E562): 48% ferit / 52% austenite – cân bằng tối ưu
✅ Bổ sung: NACE MR0175/ISO 15156-3 tuân thủ, HIC đã được thử nghiệm (NACE TM0284) - không có vết nứt từng bước.
Người quản lý QA: D. Chenault | 2025-03-15 | Nhân chứng của bên thứ ba: TÜV Rheinland
MTC trên minh họa mức độ chi tiết giúp phân biệt các nhà cung cấp đẳng cấp thế giới. Mỗi nhiệt phải bao gồm phân tích hóa học có thể theo dõi, kết quả kiểm tra cơ khí, và hồ sơ kiểm tra không phá hủy. Đối với các ứng dụng xử lý hóa chất hoặc ngoài khơi quan trọng, kỹ sư mua sắm cũng nên yêu cầu thử nghiệm bổ sung như bản đồ đo ferrite, CPT (nhiệt độ rỗ tới hạn) xác minh, và PMI (xác định vật liệu tích cực) báo cáo cho từng bó ống. Thủ tục nội bộ của Aber Steel tiến thêm một bước: họ thực hiện kiểm tra siêu âm trong quá trình hành hương, theo sau là 100% thử nghiệm dòng điện xoáy trên ống cuối cùng, đảm bảo rằng các khuyết tật dưới bề mặt được loại bỏ trước khi vận chuyển.
Nhân vật 5: Thép Aber – Hiệu suất ăn mòn lâu dài (Phân phối CPT, n=120 bài kiểm tra)
CPT (°C)
70|
| ****** S32750
60| ******
| ****
50| ****
| **** S32205
40| ****
| ****
30| ****
|
20+--------------------------------------------------
S31803 S32205 S32750 S32760
Average CPT: S31804 = 38°C, S32205 = 44°C, S32750 = 62°C
(Phương pháp D của ASTM G48, clorua sắt với sự gia tăng nhiệt độ)
Aber Steel luôn vượt mức yêu cầu tối thiểu 15-20%.
Dựa trên đánh giá kỹ thuật và dữ liệu công nghiệp, Tôi thực sự khuyên bạn nên kết hợp những điều sau vào đặc điểm mua sắm của bạn: 1) Bắt buộc ghi lại nhiệt độ ủ giải pháp với nhật ký tốc độ làm mát; 2) Yêu cầu đo hàm lượng ferit (40–Phạm vi 60%) theo tiêu chuẩn ASTM E562; 3) Nhấn mạnh vào tính toán PREN và kiểm tra CPT cho từng đợt nhiệt; 4) Xác minh báo cáo NDT (Đến hoặc hoặc) và chứng chỉ kiểm tra thủy tĩnh; 5) Cho dịch vụ chua, yêu cầu tuân thủ NACE MR0175 với các bài kiểm tra độ cứng đã được ghi lại. Biểu đồ ASCII và báo cáo chất lượng từ Aber Steel minh họa những tài liệu tốt nhất nên có. Khi bạn nhận được giấy chứng nhận của nhà máy, kiểm tra chéo việc phân tích hóa học so với giới hạn, đảm bảo các giá trị độ bền vượt quá mức tối thiểu với lề, và xác minh rằng nhiệt độ xử lý nhiệt nằm trong cửa sổ quy định. Các bước này, mặc dù có vẻ chi tiết, ngăn ngừa sự cố tốn kém tại hiện trường và kéo dài tuổi thọ tài sản lên hàng thập kỷ.
Cho dù bạn đang tìm nguồn cung ứng ống trao đổi nhiệt liền mạch cho nhà máy lọc hóa dầu (S32205) hoặc ống siêu duplex cho hệ thống rốn dưới biển (S32750), sự kết hợp giữa khuôn khổ nghiêm ngặt của ASTM A789 và những ưu điểm vốn có của cấu trúc vi mô song công đảm bảo an toàn, độ tin cậy, và hiệu quả chi phí. Bằng cách ưu tiên các nguyên tắc cơ bản về luyện kim và xác minh thử nghiệm không phá hủy, bạn sẽ giảm thiểu rủi ro thất bại sớm và đạt được hiệu suất tài sản dài hạn.

khi bạn đang ở trong xưởng cố gắng tìm hiểu lý do tại sao phải xử lý nhiệt sau hàn (PWHT) chu kỳ đang gây đau đầu. Chúng ta đang đi sâu vào E911, còn được biết đến với tên EN là X11CrMoWVNb9-1-1, và anh chị em ASME T91 của nó (ống) và P91 (đường ống).

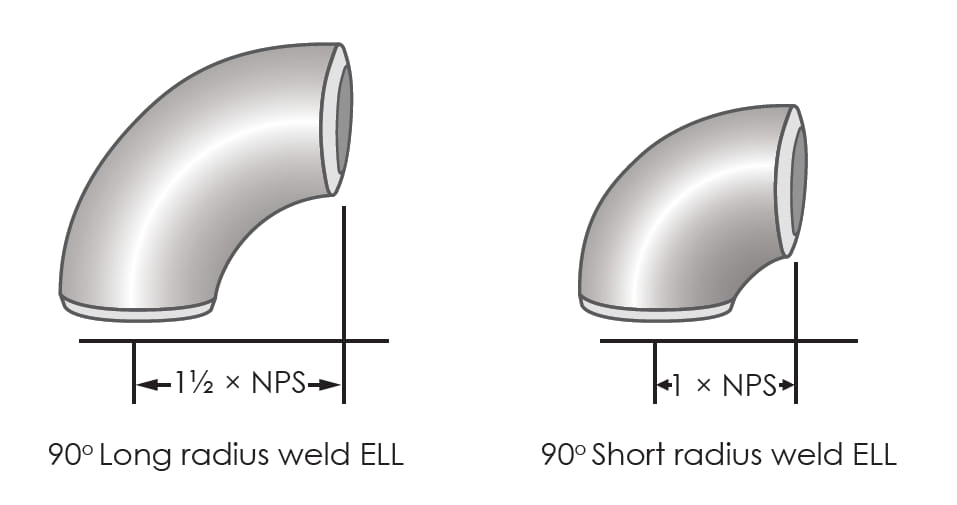
Là nhà sản xuất chuyên dụng các phụ kiện đường ống, chúng tôi tự hào cung cấp các khuỷu tay bán kính dài ASME/ANSI B16.9 đáp ứng các tiêu chuẩn quốc tế nghiêm ngặt nhất. Kích thước và trọng lượng được cung cấp trong hướng dẫn này là minh chứng cho cam kết của chúng tôi về độ chính xác và chất lượng. Dự án của bạn có yêu cầu NPS nhỏ hay không 1/2 phù hợp cho một nhà máy dược phẩm hoặc một NPS lớn 48 khuỷu tay cho một nền tảng ngoài khơi, sản phẩm của chúng tôi được thiết kế để phù hợp hoàn hảo và phục vụ lâu dài. Để được hỗ trợ kỹ thuật thêm, yêu cầu tùy chỉnh, hoặc để yêu cầu báo giá chính thức, vui lòng liên hệ với đội ngũ bán hàng kỹ thuật của chúng tôi.

Why does 2205 song công bị lỗi trong vòng hai năm ở một số môi trường trong khi S32750 tồn tại được một thập kỷ? It's not just about material cost. So sánh kỹ thuật này, dựa trên ba mươi năm kinh nghiệm thực địa, sử dụng các trường hợp thất bại thực tế để cho bạn thấy: chọn sai, và cái giá không chỉ là tiền.

Field engineer's guide to Inconel 625 gia công ống hàn. Thông số kỹ thuật, phân tích mài mòn dụng cụ, và các giải pháp thiết thực để xử lý liền mạch hợp kim niken 625.

Summary of Core Process Links Summary of Intermediate Frequency and High Frequency Heat Expansion Process Comparison Summary of Internship Gains and Existing Problems Overall Summary of the Process

Nguyên tắc cốt lõi và phân tích kỹ thuật của quy trình ống thép liền mạch giãn nở nhiệt trung bình và cao tần

Lịch sử phát triển và hiện trạng của quy trình ống thép liền mạch giãn nở nhiệt trung và cao tần

Công nghệ, Xu hướng ứng dụng và phát triển của ống thép liền mạch giãn nở nhiệt trung bình và cao tần Guanzhong

Ống hàn thép không gỉ ASTM A276 TP304/304L: Tiêu chuẩn, Của cải, Chế tạo, Ứng dụng và kiểm soát chất lượng
Việc theo đuổi sự liêm chính trong kỹ thuật hàng hải thường gắn liền với một nguyên tắc duy nhất, thành phần quan trọng: ống thép liền mạch. Để hiểu quỹ đạo nghiên cứu và phát triển các ống liền mạch trên biển, người ta phải nhìn xa hơn hình học đơn giản của một hình trụ rỗng và xem nó như một phản ứng luyện kim đối với sức mạnh tổng hợp không thể tha thứ của áp suất cao, đạp xe nhiệt, và ăn mòn do clorua gây ra.

Ống mạ kẽm ASTM A53 ERW là một kiệt tác của kỹ thuật cân bằng—hiệu quả để sản xuất, hiệu suất cao, và cực kỳ bền. Bằng cách tuân thủ các giải thích nghiêm ngặt nhất về tiêu chuẩn ASTM và vượt qua các tiêu chuẩn quốc tế như JIS và EN, công ty chúng tôi cung cấp một sản phẩm được thiết kế để chịu đựng.

Khi bạn chọn Phần rỗng vuông mạ kẽm của chúng tôi, you aren't just buying steel; bạn đang đầu tư vào một nền tảng kết cấu được tối ưu hóa một cách khoa học cho sức bền, được bảo vệ về mặt hóa học chống lại các yếu tố, và được chứng nhận theo những tiêu chuẩn khắt khe nhất thế giới.

Tuy nhiên, 904L vẫn là sự lựa chọn không thể thiếu cho môi trường hóa học phức tạp nơi nước biển được trộn lẫn với axit khử, hoặc cho các hệ thống ứ đọng trong đó hàm lượng đồng của nó có thể hỗ trợ chống lại các loại ăn mòn sinh học cụ thể. Hơn nữa, nếu ứng dụng yêu cầu tạo hình nguội trên diện rộng hoặc liên quan đến điều kiện đông lạnh, bản chất austenit tinh khiết của 904L mang lại mức độ tin cậy mà cấu trúc song công không thể đảm bảo.

Cuối cùng, ống 904L là minh chứng cho sức mạnh của hợp kim chính xác. Nó là vật liệu chấp nhận thách thức của môi trường hóa học khắc nghiệt nhất, mang lại tuổi thọ sử dụng vượt xa thép không gỉ tiêu chuẩn. Bằng cách làm chủ sự cân bằng tinh tế của niken, crom, molypden, và đồng, chúng tôi cung cấp một đường dẫn đáng tin cậy như cơ sở vật lý mà nó được xây dựng trên đó.

Để nâng cao tường thuật kỹ thuật về ống U-Bend UNS N04400 ASTM B165 của chúng tôi, chúng ta phải chuyển từ luyện kim nền tảng sang sự giao thoa phức tạp giữa động lực học chất lỏng và độ tin cậy cấu trúc lâu dài trong bó trao đổi nhiệt.

Tóm lại, sự thành công về mặt kỹ thuật của EN 10219 ống dựa vào mối quan hệ tích hợp sâu sắc giữa hóa học (được kiểm soát bởi $text{Phục vụ}$ cho khả năng hàn và $text{P}/\chữ{S}$ cho sự dẻo dai), quá trình sản xuất (tạo hình nguội để đạt hiệu quả và tăng cường độ cứng cho công việc), và những đảm bảo cơ học cuối cùng (sức mạnh năng suất và năng lượng tác động ở nhiệt độ thấp). Quá trình phát triển từ S235 lên S355J2H là một lộ trình dựa trên kỹ thuật, cung cấp phổ hiệu suất được phân loại cho phép các nhà thiết kế lựa chọn chính xác vật liệu an toàn và hiệu quả nhất cho bất kỳ nhiệm vụ kết cấu nhất định nào. Hiệu quả kết cấu vốn có của dạng tiết diện rỗng, kết hợp với khả năng hàn tuyệt vời và độ dẻo dai được đảm bảo của các $text này{TRONG}$ điểm, ensures their continued preeminence as the material of choice for the world's most vital structural works.

Ống SSAW thép carbon API 5L là một phần cơ sở hạ tầng được thiết kế chuyên dụng cao, một giải pháp vật liệu được xác định cơ bản không phải bởi ràng buộc kích thước đơn giản hoặc khả năng chống ăn mòn cấp độ tiện ích, mà bằng sự theo đuổi không ngừng nghỉ của sức mạnh cao, tính toàn vẹn mối hàn đáng tin cậy, và độ dẻo dai gãy xương đặc biệt, tất cả đều cần thiết để đảm bảo an toàn, không bị gián đoạn, và vận chuyển hydrocarbon ở áp suất cao, khí tự nhiên, hoặc bùn chất lỏng dày đặc trên các cảnh quan địa chất và môi trường rộng lớn. Khác với sự quen thuộc

Việc đầu tư vào Ống thép SAW đường kính lớn API 5L hạng B không chỉ đơn thuần là một quyết định mua sắm; đó là một cam kết chiến lược cho nhiều thập kỷ có thể dự đoán được, vận chuyển chất lỏng khối lượng lớn, được bảo lãnh bởi hệ thống chứng nhận nghiêm ngặt nhất trong ngành đường ống toàn cầu

Lịch thép mạ kẽm 40 Ống đứng như một trụ cột kiến trúc của vận chuyển chất lỏng thông thường, một giải pháp thiết kế phổ biến trong cơ sở hạ tầng đường ống dẫn nước đến mức độ phức tạp về mặt kỹ thuật của nó thường bị che khuất bởi sự quen thuộc tuyệt đối của nó. Sự thống trị liên tục của nó, ngay cả khi đối mặt với các lựa chọn thay thế polymer và composite hiện đại, là minh chứng cho sự cân bằng tối ưu đạt được giữa nguyên liệu, sức mạnh đáng tin cậy của thép carbon và sự thanh lịch, điện hóa tự hy sinh của lớp phủ kẽm

Đường ống kết thúc, được để lại không tráng phủ để tạo điều kiện thuận lợi cho việc hàn tại hiện trường, yêu cầu bảo vệ cụ thể để duy trì độ sạch và tính toàn vẹn của các góc xiên được gia công chính xác. Các đầu được bảo vệ bằng nắp đầu bằng nhựa hoặc kim loại bên trong và bên ngoài để tránh hư hỏng vật lý, sự xâm nhập của hơi ẩm, và ô nhiễm bên trong trong quá trình lưu trữ và vận chuyển. Đối với thời gian vận chuyển đặc biệt dài, tạm thời, chất ức chế ăn mòn dễ dàng loại bỏ có thể được áp dụng cho các góc xiên của thép trần để ngăn ngừa rỉ sét bề mặt, đảm bảo nhà thầu nhận được sự sạch sẽ, bề mặt sẵn sàng hàn. Bước hậu cần cuối cùng này khép lại cam kết của Abtersteel, đảm bảo rằng ống LSAW X60M PSL2 3PE có tính toàn vẹn cao đến công trường trong tình trạng nguyên sơ như cũ, điều kiện được chứng nhận khi nó rời khỏi nhà máy.

Din 2391 Ống liền mạch lớp St45, được cung cấp trong điều kiện NBK, đại diện cho đỉnh cao của kỹ thuật ống thép chính xác. Sự xuất sắc của nó là kết quả được tính toán của việc kiểm soát luyện kim tiên tiến, độ dẻo gia công nguội nghiêm trọng, và xử lý nhiệt tỉ mỉ. Tính ưu việt về chức năng của nó được xác nhận bởi khả năng đã được chứng minh của nó:

Din 2391 Ống liền mạch lớp St45 là, Vì vậy, sản phẩm được lựa chọn trong đó tính toàn vẹn về kích thước không phải là ưu tiên mà là điều kiện tiên quyết về an toàn và hiệu suất. Việc sử dụng nó củng cố hoạt động đáng tin cậy của các hệ thống cơ khí và chất lỏng nhạy cảm trên mọi khía cạnh của ngành công nghiệp hiện đại, cung cấp một thành phần nền tảng đảm bảo độ chính xác từ giai đoạn sản xuất cho đến dịch vụ vận hành hàng thập kỷ.

Ống thép liền mạch ASTM A519 bằng Crom-Molypden đáng kính (CR-MO) Các lớp hợp kim—đặc biệt 4130, 4140, 4142, 4145, Và 4147

Ống mài cho xi lanh thủy lực và ống thép xi lanh thủy lực liên quan
