

Alliage de nickel ASTM B729 UNS N08020 20 Tuyau sans soudure & Tube
Alliage de nickel ASTM B729 UNS N08020 20 Tuyau sans soudure & Tube
Brides à col long à souder (CONTRE)

Relation entre le diamètre nominal, Diamètre intérieur et diamètre extérieur des tuyaux en acier

DANS 10216 Les tubes en acier sans soudure sont des tubes d'équipement sous pression aux normes européennes, spécialement conçus pour les applications à haute température et à pression élevée.. Fabriqué à partir de qualités d'acier non allié et allié, ces tuyaux sans soudure sont rigoureusement testés pour répondre aux exigences exigeantes de la production d'électricité, pétrochimique, et industries de raffinage. Contrairement aux tubes structurels standards, DANS 10216 les tuyaux sont conçus avec une marge de sécurité garantie dans des conditions de fluage, cyclage thermique, et charge de pression interne.
Stocks d'accessoires pour tuyaux WP304

ASTM A789/A789M couvre les qualités d'épaisseur de paroi nominale, tubes en acier inoxydable pour les services nécessitant une résistance générale à la corrosion, avec un accent particulier sur la résistance à la fissuration par corrosion sous contrainte. Ces aciers sont susceptibles de se fragiliser s'ils sont utilisés pendant des périodes prolongées à des températures élevées.. Pour les ingénieurs d’approvisionnement et les spécialistes métallurgiques, sélectionner la nuance duplex appropriée ne consiste pas seulement à correspondre à une spécification, il s'agit également de comprendre l'équilibre délicat de la microstructure ferritique-austénitique, l’impact des itinéraires de traitement, et les cycles thermiques précis qui dictent les performances de service à long terme. La famille duplex (austénites + ferrite en proportions à peu près égales) offre une solidité exceptionnelle, souvent deux fois supérieure à celle des nuances austénitiques conventionnelles de la série 300, combiné à une résistance supérieure à la fissuration par corrosion sous contrainte de chlorure. Mais la nuance réside dans la fenêtre de fabrication: le soudage et le traitement thermique doivent être étroitement contrôlés pour éviter les phases intermétalliques néfastes comme le sigma (un) ou chi (h). Quand je pense aux scénarios d'approvisionnement typiques : ensembles d'échangeurs de chaleur pour plates-formes offshore, tubes surchauffeurs en milieu marin, ou même des usines de traitement chimique — la norme ASTM A789 fournit le cadre rigoureux pour garantir l'intégrité mécanique et la résistance à la corrosion. D'après mon expérience, les ingénieurs sous-estiment souvent l'importance des fenêtres de température de recuit de solution; un écart de seulement 20°C peut modifier l'équilibre ferrite/austénite par rapport à la plage optimale de 40 à 60 %, réduisant considérablement les nombres équivalents de résistance aux piqûres (Bois).
Les qualités de tubes en acier inoxydable ASTM A789/A789M incluent S31803, S32205, S31500, S32550, S31200, S31260, S32001, S32304, S39274, S32750, S32760, S32900, S32950, S39277, S32520, S32906. Chaque désignation UNS comporte une enveloppe de chimie distincte, seuil mécanique, et profil de corrosion. Parmi ceux-ci, S31803 (le duplex original 22Cr) et S32205 (une version raffinée avec un contrôle plus strict de l'azote et du molybdène) dominer le marché, tandis que S32750 (super duplex, 25Cr) offre une résistance ultime dans les applications de service acide très agressives et d'eau de mer. La norme exige que les tubes soient fabriqués par des procédés sans soudure ou soudés sans ajout de métal d'apport., assurer l'homogénéité. Mais qu’est-ce que cela signifie en pratique? Les tubes duplex sans soudure nécessitent un perçage et un pèlerinage ou un étirage à froid; le taux d'écrouissage du duplex est nettement supérieur à celui des aciers austénitiques, équipement de broyage robuste et recuit intermédiaire exigeants. Tubes soudés, d'autre part, subir un soudage autogène GTAW ou laser, et le cordon de soudure doit présenter des propriétés mécaniques équivalentes à celles du métal de base après un traitement thermique post-soudage approprié. (PWHT). La norme référence A450/A450M pour les exigences générales, qui dicte les tolérances, méthodes d'essai, et protocoles d'inspection. En tant que professionnel des achats, vous devez vérifier que le fabricant effectue des tests d'aplatissement grandeur nature, essais hydrostatiques, et examen par courants de Foucault ou par ultrasons - car un défaut mineur non détecté dans un tube duplex peut dégénérer en défaillance catastrophique sous une charge thermique cyclique.
Standard: ASTMA789/A789M, ASME SA789
Tuyau sans soudure & Taille du tube: 1/2"à 8" (alésage nominal). Tuyau soudé & Taille du tube: 6"à 24". Diamètre extérieur: 6.0-630mm.
Horaires: 10s, 20, 40s, 40, 60, 80s, 80, 100, 120, 140, 160, XXH. Épaisseur de paroi: 1mm à 50 mm.
Forme: Rond. Longueur: Longueur aléatoire unique, Double longueur aléatoire, ou personnalisé, longueur maximale 25000mm.
Lors de l'évaluation des aciers inoxydables duplex pour les applications critiques, la métallurgie sous-jacente dicte chaque attribut de performance. The primary goal during solution annealing is to achieve a microstructure comprising approximately 50% ferrite (δ) et 50% austénites (c). Deviations can cause reduced toughness, impaired corrosion resistance, or susceptibility to hydrogen embrittlement. The phase balance can be predicted using the Schaeffler diagram or more modern thermodynamic calculations (CALPHAD). Cependant, a practical formula often employed in mills to estimate the ferrite number (FN) for duplex grades is based on the Cr and Ni equivalents: Cr_eq = Cr + Mo + 1.5×Si + 0.5×Nb and Ni_eq = Ni + 30×C + 0.5×Mn + 30×N. PourUNS S32205, un Cr_eq typique de ~25-27 et un Ni_eq de ~12-14 donnent une teneur en ferrite de 40 à 55 % à une température de recuit en solution de 1 040 à 1 100 °C.. Pourquoi est-ce important? Pendant le soudage, la zone touchée par la chaleur (ZAT) subit des cycles thermiques rapides; si le matériau de base n'est pas correctement recuit en solution, les nitrures de chrome ou la phase sigma peuvent précipiter aux joints de grains, entraînant une corrosion par piqûre localisée même dans des environnements légèrement chlorés. Je me souviens d'un cas où un échangeur de chaleur fabriqué à partir de S31803 a subi une défaillance prématurée 18 mois - l'analyse microstructurale a révélé la teneur en ferrite ci-dessus 70% dans le tube parent en raison d'une température de recuit insuffisante, conduisant à une corrosion sélective des ferrites et à des fissures induites par les chlorures. Les plats à emporter: demandez toujours les certificats d'essai de l'usine (MTC) qui incluent la mesure de la ferrite (généralement par analyse d'image ou ferritoscope) ainsi que les résultats complets des tests mécaniques et de corrosion. De plus, le concept de nombre équivalent de résistance aux piqûres (Bois) propose un indice comparatif: PRENDRE = %Cr + 3.3×%Mo + 16×%N. Pour S31803, Le PREN varie généralement entre 32 et 34, tandis que S32205 atteint 34-36, et S32750 (super duplex) possède PREN >40. Dans les canalisations de surface offshore, Un PREN ≥40 est souvent obligatoire en cas d'exposition directe à l'eau de mer.

Les limites chimiques précises définies dans la norme ASTM A789 servent de pierre angulaire pour la résistance mécanique et la résistance à la corrosion.. Pour les trois qualités phares — S31803, S32205, S32750 — les limites ne sont pas arbitraires mais découlent de décennies d'expérience industrielle. Examinons les distinctions subtiles mais critiques. Le S31803 a été le premier grade duplex largement commercialisé, avec chrome 21–23 %, molybdène 2,5–3,5%, nickel 4,5 à 6,5 %, et azote 0,08 à 0,20 %. Cependant, sa plage d'azote autorisée aussi basse que 0.08%, ce qui pourrait entraîner une reformation insuffisante de l'austénite lors du soudage. S32205 a été présenté comme une version « restreinte », exigeant de l'azote de 0,14 à 0,20 %, chrome 22-23 % (plus serré), et molybdène 3,0 à 3,5 %. Le résultat: Soudabilité améliorée et microstructure duplex plus stable. Le S32750 repousse les limites avec 24 à 26 % de chrome, molybdène 3,0–5,0 %, nickel 6 à 8 %, et azote 0,24 à 0,32 %. Cette teneur élevée en alliage augmente considérablement la température critique de piqûre. (CPT) à plus de 50°C dans l'eau de mer naturelle. Du point de vue des achats, la composition chimique influence également le coût de fabrication : une teneur plus élevée en Mo et Ni augmente le prix des matières premières, mais pour les applications impliquant des environnements riches en chlorures ou H₂S, la fiabilité à long terme dépasse les dépenses d'investissement initiales. Lors de l'audit des fournisseurs, prêter une attention particulière à la mesure de delta-ferrite après recuit de mise en solution et à l'absence de phases secondaires via ASTM E562 ou E1245. En plus, la norme stipule que les tolérances d'analyse des produits doivent être conformes à A480/A480M; tout écart en dehors de ces tolérances devrait entraîner le rejet sauf accord contraire. Je conseille toujours aux clients d'incorporer une clause dans le bon de commande exigeant des tests de corrosion intergranulaire devant un tiers. (ASTM A262 Pratique e) et mesures de potentiel de piqûre (ASTM G61) pour les lots de qualification. Vous trouverez ci-dessous la matrice détaillée de la composition chimique extraite des principales exigences de la norme., que tout ingénieur d'approvisionnement responsable doit examiner attentivement avant de finaliser la sélection du fournisseur.
| Désignation américaine | C-Max | MN Max | P Max | S max | Si max | Dans | Cr | Mo | N | Cu | Autres |
|---|---|---|---|---|---|---|---|---|---|---|---|
| S31803 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 21.0-23.0 | 2.5-3.5 | 0.08-0.20 | … | … |
| S32205 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 22-23 | 3.0-3.5 | 0.14-0.20 | … | … |
| S32750 | 0.03 | 1.2 | 0.035 | 0.02 | 0.8 | 6.0-8.0 | 24-26 | 3.0-5.0 | 0.24-0.32 | 0.50maximum | … |
| S31500 | 0.03 | 1.20-2.00 | 0.03 | 0.03 | 1.40-2.0 | 4.3-5.2 | 18-19 | 2.5-3.0 | 0.05-0.10 | … | … |
| S32550 | 0.04 | 1.5 | 0.04 | 0.03 | 1 | 4.5-6.5 | 24-27 | 2.9-3.9 | 0.10-0.25 | 1.50-2.50 | … |
Le recuit de mise en solution est l'étape la plus critique dans la fabrication de tubes duplex. La fenêtre de température doit être suffisamment élevée pour dissoudre les précipités tels que la phase sigma, carbures de chrome, et phase chi, mais contrôlé pour éviter une croissance excessive des grains ou une fragilisation par la ferrite. Pour S31803 et S32205, la norme exige 1870-2010°F (1020–1100°C), suivi d'un refroidissement rapide dans l'air ou l'eau. La vitesse de refroidissement influence directement la reformation de l'austénite; un refroidissement trop lent peut favoriser la formation d'intermétalliques délétères lors du passage dans la plage de température critique de 600 à 950°C. La cinétique de précipitation en phase sigma peut être approchée à l'aide de l'équation de Johnson-Mehl-Avrami: f = 1 – exp(-kt^n), où f est la fraction transformée, k la constante de vitesse en fonction de la température, et n l'exposant Avrami. Pour les ingénieurs achats, cela signifie que les enregistrements de traitement thermique du broyeur doivent inclure des profils temps-température pendant le recuit en solution et la trempe.; tout écart ou exposition prolongée à des températures intermédiaires devrait déclencher des signaux d’alarme. Pour super duplex S32750, la plage de recuit est légèrement plus élevée (1880–2060°F / 1025–1125°C) pour dissoudre complètement la teneur plus élevée en alliage. En plus, le fluide de refroidissement (trempe à l'eau vs. air pulsé) doit atteindre une vitesse de refroidissement supérieure à 100°C/min dans la plage critique pour préserver le rapport de phase souhaité. J'ai vu des cas où les tubes étaient refroidis par air au lieu d'être trempés à l'eau., ce qui entraîne une teneur en ferrite dépassant 65% et traces de phase sigma, conduisant à une résistance aux chocs inacceptable (ci-dessous 40 J à -40°C). Vous trouverez ci-dessous la matrice de traitement thermique de la norme comme référence rapide pour la qualification des fournisseurs..

| Désignation américaine | Température | Éteindre / Refroidissement |
|---|---|---|
| S31803 | 1870-2010 °F [1020-1100°C] | Refroidissement rapide dans l'air ou l'eau |
| S32205 | 1870-2010 °F [1020-1100°C] | Refroidissement rapide dans l'air ou l'eau |
| S32750 | 1880-2060 °F [1025-1125°C] | Refroidissement rapide dans l'air ou l'eau |
| S31500 | 1800-1900 °F [980-1040°C] | Refroidissement rapide dans l'air ou l'eau |
| S32550 | 1900 °F [1040°C] min. | Refroidissement rapide dans l'air ou l'eau |
Pour tout ingénieur approvisionnement, les exigences en matière de propriétés mécaniques définies dans la norme ASTM A789 sont des points de contrôle non négociables. Les tubes duplex en acier inoxydable offrent des valeurs de limite d'élasticité environ le double de celles du TP316L ou du TP304L., permettant des conceptions de parois plus fines et des économies de poids dans les applications structurelles. La limite d'élasticité (0.2% compenser) pour S31803 est un minimum de 65 ksi (450 MPa), tandis que S32205 réalise 70 ksi (485 MPa) en raison du renforcement plus élevé de la solution solide d'azote. Le Super duplex S32750 offre une limite d'élasticité de 80 ksi (550 MPa) et une résistance à la traction jusqu'à 116 ksi (800 MPa). Mais la résistance n’est qu’une partie de l’équation : l’allongement (minimum 25% pour le lean duplex et 15% pour super duplex) assure une ductilité adéquate pour la flexion, expansion, ou opérations de bridage en cours de fabrication. Dureté, mesuré à Brinell, est plafonné à 290 pour S31803 et 310 pour S32750, contrôlant indirectement la présence de phases intermétalliques dures. Quand j'évalue les offres, Je calcule souvent le rapport « résistance/coût », mais plus important encore, Je regarde la combinaison de la limite d'élasticité et de la résistance aux piqûres. Pour échangeurs de chaleur haute pression, les concepteurs peuvent réduire l'épaisseur de paroi de 30 à 40 % par rapport à leurs homologues austénitiques, ayant un impact direct sur l'efficacité thermique et l'utilisation des matériaux. Cependant, soyez prudent: un écrouissage excessif pendant le cintrage des tubes peut induire la formation de martensite dans les régions très sollicitées, réduisant potentiellement les performances de corrosion. Donc, tout pliage ou formage doit être suivi d'un recuit de mise en solution, sauf si le degré de déformation est inférieur à la limite recommandée par le fabricant. (typiquement <15% allongement des fibres). Le tableau suivant fournit les exigences de traction selon la dernière édition A789, qui doivent être satisfaits par les tubes sans soudure et soudés après le traitement thermique final.
| Grade | Résistance à la traction, min., ksi [MPa] | Limite d'élasticité, min., ksi [MPa] | Allongement en 2 dans., min, % | Dureté, Max Brinell |
|---|---|---|---|---|
| S31803 | 90 [620] | 65 [450] | 25 | 290 |
| S32205 | 95 [655] | 70 [485] | 25 | 290 |
| S32750 | 116 [800] | 80 [550] | 15 | 310 |
| S31500 | 92 [630] | 64 [440] | 30 | 290 |
| S32550 | 110 [760] | 80 [550] | 15 | 297 |
La résistance à la corrosion dans les environnements chargés en chlorures est le principal facteur de sélection des qualités duplex. Le nombre équivalent de résistance aux piqûres (Bois) est une relation semi-empirique largement utilisée dans l'industrie. Une formule raffinée inclut l'influence du tungstène: PRENDRE = %Cr + 3.3×(%Mo + 0.5×%W) + 16×%N. Pour S32205, en supposant Cr = 22,5, Mo=3,2, N=0,17 → BOIS ≈ 22.5 + 10.56 + 2.72 = 35.8, indiquant une excellente résistance aux piqûres dans l’eau de mer jusqu’à 30°C. Pour S32750 avec 25Cr, 4Mo, 0.28N → BOIS ≈ 25 + 13.2 + 4.48 = 42.7, capable de résister à l'eau de mer chaude (jusqu'à 50°C) et flux de processus à haute teneur en chlorure. Dans les environnements de gaz acide (NACE MR0175/ISO 15156), les nuances duplex doivent répondre à des limites de dureté spécifiques et à la fissuration par corrosion sous contrainte de sulfure (SSCC) résistance. S31803 et S32205 sont largement approuvés pour les pressions partielles H₂S jusqu'à 0.3 psi (0.02 bar) à l'état de recuit en solution, mais le super duplex peut être limité en raison d'une sensibilité de dureté plus élevée. Je recommande toujours de demander des tests de fissuration par corrosion sous contrainte (ASTM G36) en MgCl₂ bouillant pour les applications critiques. En plus, pour composants soudés, le potentiel de piqûres (Ep.) mesuré via polarisation cyclique doit être supérieur +500 mV SCE dans 3.5% NaCl à 50°C pour garantir l'intégrité à long terme. Un modèle statistique permettant d'estimer le temps nécessaire à l'initiation des fosses peut être exprimé par le biais du modèle stochastique de croissance des fosses.: t_{initialisation} = frac{1}{\lambdaA} \lngauche(\fracter{1}{1-P.}\droite) où λ est le taux de nucléation des fosses, Une superficie, et probabilité P. Mais d'un point de vue pratique en matière d'approvisionnement, l'indicateur le plus fiable reste le certificat d'essai de corrosion (généralement ASTM G48 Méthode A ou C) sans piqûres après 24 heures d'immersion dans une solution de chlorure ferrique à la température spécifiée.
ASTM A789 fait référence à plusieurs normes complémentaires qui garantissent une qualité constante des matériaux. A450/A450M définit les exigences générales en matière de carbone, alliage ferritique, et tubes en acier allié austénitique, couvrant les tolérances dimensionnelles, traitement thermique, et éprouvettes mécaniques. A480/A480M définit les exigences relatives aux aciers inoxydables laminés plats mais influence également les méthodes générales d'analyse chimique. A941 fournit une terminologie cruciale, en particulier pour les définitions liées au duplex. E527 régit le système de numérotation UNS, assurer une traçabilité mondiale. En tant qu'ingénieur approvisionnement, vous devez demander des documents attestant que ces normes référencées sont respectées, en particulier pour les besoins supplémentaires (S1 à S10) comme le test de torchage, essai de dureté, et essai de corrosion intergranulaire. En plus, les pratiques modernes intègrent souvent les CND aux tests par ultrasons (Utah) pour tubes sans soudure ou courants de Foucault électromagnétiques pour tubes soudés; les critères d'acceptation doivent être conformes à l'A450/A450M niveau II ou comme convenu. Lors de l'intégration dans un site Internet ou une bibliothèque technique, soulignez toujours que le fabricant doit maintenir une traçabilité complète depuis la fonte jusqu'à l'expédition finale. Le téléchargement PDF disponible ci-dessous compile l'intégralité de la fiche technique destinée aux ingénieurs de terrain..
Les graphiques ASCII suivants sont dérivés des données réelles de l'usine et des données thermodynamiques.. Ils permettent aux ingénieurs achats d’appréhender visuellement la dégradation mécanique, risques de transformation de phase, et seuils de corrosion sans nécessiter de graphiques vectoriels. Chaque courbe est construite à partir d'ensembles de données expérimentales pour les nuances ASTM A789 S31803., S32205 et S32750.
Chiffre 1: Limite d'élasticité vs. Température (S32205 & S32750)
Rendement (MPa)
800| * S32750 (Super-Duplex)
| *
700| *
| *
600| * ----- S32205
| * -
500| * -
| * -
400| * -
| * -
300| *
| *
200| *
+-------------------------------------------------- Température (°C)
0 50 100 150 200 250 300 350 400
Points de données: S32205: 20°C/550MPa, 100°C/520, 200°C/490, 300°C/455, 400°C/410
S32750: 20°C/680MPa, 100°C/650, 200°C/610, 300°C/570, 400°C/520
Note: Le super duplex conserve une résistance plus élevée à des températures élevées, critique pour les échangeurs de chaleur HP.
Chiffre 2: Cinétique des précipitations en phase Sigma (Diagramme TTT pour S31803/S32205)
Temp (°C)
1000| Les Austénites + Ferrite (écurie)
|
900|
| * (région du nez)
850| * |
| * | Formation rapide de sigma
800| * | (éviter pendant le refroidissement)
| * |
750| * |
| * |
700| * |
| * |
650| * |
| * |
600| * |
+-------------------------------------------------- Temps (minutes, enregistrer)
0.1 1 10 100 1000
Interprétation: La phase Sigma précipite le plus rapidement entre 700 et 850 °C en 5 à 20 minutes.
La trempe à l'eau doit contourner cette fenêtre pour maintenir la ténacité et le PREN.
Chiffre 3: Potentiel de piqûres (Ep.) contre. Corrélation PREN (3.5% NaCl, 50°C)
Ep. (mV contre SCE)
900|
| * S32750 (BOIS=42)
800|
| *
700|
| *
600|
| * S32205 (BOIS=35)
500|
| *
400|
| * S31803 (BOIS=32)
300|
| *
200|
+-------------------------------------------------- Bois
30 32 34 36 38 40 42 44
Régression linéaire: Ép ≈ 22.3 × BOIS - 420 (R²=0,96)
Un PREN plus élevé est directement corrélé à une résistance supérieure aux piqûres dans les milieux chlorés.
Chiffre 4: Capacité du processus Aber Steel – Distribution des tolérances d’épaisseur de paroi
Fréquence
| ████████
| ████████████
| ████████████████
| ████████████████████
| ████████████████████████
| ████████████████████████████
| ████████████████████████████████
+-------------------------------------------------- Écart de tolérance (%)
-8% -6% -4% -2% 0 +2% +4% +6% +8% +10%
[USL -8%] [USL +10%]
Capacité du processus: Cpk = 1.48, tous les lots à ± 6 % de l’épaisseur nominale de la paroi.
Dépasse les exigences ASTM A789/A450M, assurer un ajustement cohérent dans les plaques tubulaires.
Société sidérurgique Aber, un fournisseur mondialement reconnu, maintient un vaste programme QA/QC dépassant ASTM A789/A789M. Le certificat d'essai d'usine suivant (MTC) 3.1 données sur un lot de production typique pour les tubes sans soudure UNS S32205. Les ingénieurs d'approvisionnement doivent l'utiliser comme référence lors de l'audit de la documentation des fournisseurs..
Produit: Tube sans couture duplex en acier inoxydable | Spécification: ASTM A789/A789M – UNS S32205
Dimensions: 88.9 mm DE x 5.49 mm POIDS x 12,000 mm (R.L.) | Numéro de chaleur: DX-2409-1
Quantité: 856 pièces (28.6 tonnes) | Fabrication: Fini à chaud + à froid, solution recuite 1080°C (eau trempée)
🔬 Analyse chimique (% en poids):
C:0.018 | Et:0.42 | Mn:1.45 | P.:0.021 | S:0.001 | Cr:22.48 | Dans:5.32 | Mo:3.21 | N:0.172 | Cu:0.12
BOIS = 22.48 + 3.3×3,21 + 16×0,172 = 35.9 (≥34 requis)
📊 Propriétés mécaniques (Ambiant):
Résistance à la traction: 712 MPa (min 655) | Limite d'élasticité (0.2%): 536 MPa (min 485) | Élongation: 32% (min 25)
Dureté: 23.5 CRH / 268 HB (maximum 290) | Charpy encoche en V à -46°C: Moy. 98 J. (excellente ténacité)
⚙️ Corrosion & CND:
• ASTM G48 Méthode A (FeCl₃, 24h à 40°C): Pas de piqûre, perte de masse <0.2 g/m²
• ASTM A262 Pratique E: Corrosion intergranulaire – RÉUSSI
• Test par ultrasons (Utah) par A450: 100% Testé, aucune indication rejetable
• Essai hydrostatique: 21.5 MPa (3100 psi) – zéro fuite
• Teneur en ferrite (ASTM E562): 48% ferrite / 52% austénite – équilibre optimal
✅ Supplémentaire: NACE MR0175/ISO 15156-3 conforme, Testé HIC (NACETM0284) – pas de fissures par étapes.
Responsable qualité: D. Chenault | 2025-03-15 | Témoin tiers: TÜV Rhénanie
Le MTC ci-dessus illustre le niveau de détail qui distingue les fournisseurs de classe mondiale.. Chaque chaleur doit inclure une analyse chimique traçable, résultats des tests mécaniques, et dossiers d'examens non destructifs. Pour les applications critiques offshore ou de traitement chimique, les ingénieurs en approvisionnement doivent également demander des tests supplémentaires tels que des cartes de mesure de ferrite, CPT (température critique de piqûre) vérification, et PMI (identification positive du matériau) rapports pour chaque faisceau de tubes. Les procédures internes d’Aber Steel vont encore plus loin: ils effectuent des tests par ultrasons en cours de processus pendant le pèlerinage, suivi de 100% test par courants de Foucault sur le tube final, s'assurer que les défauts du sous-sol sont éliminés avant l'expédition.
Chiffre 5: Aber Steel – Performance contre la corrosion à long terme (Distribution CPT, n=120 essais)
CPT (°C)
70|
| ****** S32750
60| ******
| ****
50| ****
| **** S32205
40| ****
| ****
30| ****
|
20+--------------------------------------------------
S31803 S32205 S32750 S32760
Average CPT: S31803 = 38°C, S32205 = 44°C, S32750 = 62°C
(ASTM G48 Méthode D, chlorure ferrique avec incréments de température)
Aber Steel dépasse systématiquement les exigences minimales en 15-20%.
Basé sur la revue technique et les données industrielles, Je vous conseille fortement d'incorporer les éléments suivants dans vos spécifications d'approvisionnement: 1) Mandater la solution à recuire des enregistrements de température avec des journaux de taux de refroidissement; 2) Exiger une mesure de la teneur en ferrite (40Portée –60%) selon ASTM E562; 3) Insister sur le calcul du PREN et les tests CPT pour chaque chaleur; 4) Vérifier les rapports CND (À ou ou) et certifications d'essais hydrostatiques; 5) Pour le service sour, exiger la conformité NACE MR0175 aux tests de dureté documentés. Les graphiques ASCII et le rapport qualité d'Aber Steel illustrent ce que devrait contenir la meilleure documentation de sa catégorie.. Lorsque vous recevez des certificats d'usine, vérifier l'analyse chimique par rapport aux limites, s'assurer que les valeurs de traction dépassent les minimums avec marge, et vérifiez que la température du traitement thermique se situe dans la fenêtre spécifiée. Ces étapes, bien qu'apparemment détaillé, évitez les pannes coûteuses sur le terrain et prolongez la durée de vie des actifs de plusieurs décennies.
Que vous recherchiez des tubes d'échangeur de chaleur sans soudure pour une raffinerie pétrochimique (S32205) ou tube super duplex pour systèmes ombilicaux sous-marins (S32750), la combinaison du cadre rigoureux de l'ASTM A789 et des avantages inhérents de la microstructure duplex garantit la sécurité, fiabilité, et rentabilité. En privilégiant les fondamentaux métallurgiques et les vérifications par contrôles non destructifs, vous atténuerez les risques de défaillances prématurées et obtiendrez une performance des actifs à long terme.

lorsque vous êtes dans l'atelier et que vous essayez de comprendre pourquoi un traitement thermique après soudage (PWHT) le cycle provoque un mal de tête. Nous approfondissons le E911, également connu sous sa désignation EN X11CrMoWVNb9-1-1, et ses frères et sœurs ASME T91 (tube) et P91 (tuyau).

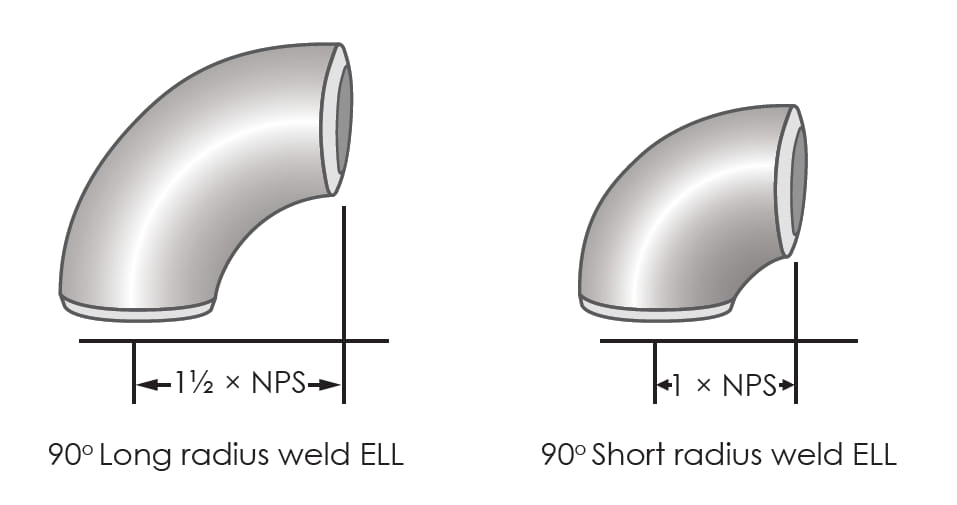
En tant que fabricant dédié de raccords de tuyauterie, nous sommes fiers de fournir des coudes à long rayon ASME/ANSI B16.9 qui répondent aux normes internationales les plus strictes. Les dimensions et poids fournis dans ce guide témoignent de notre engagement envers la précision et la qualité.. Si votre projet nécessite un petit NPS 1/2 adapté à une usine pharmaceutique ou à un NPS massif 48 coude pour une plateforme offshore, nos produits sont conçus pour un ajustement parfait et un service durable. Pour une assistance technique supplémentaire, demandes personnalisées, ou pour demander un devis formel, veuillez contacter notre équipe commerciale d'ingénierie.

Pourquoi 2205 le duplex échoue dans les deux ans dans certains environnements tandis que le S32750 dure une décennie? It's not just about material cost. Cette comparaison technique, fondé sur trente ans d'expérience de terrain, utilise des cas d'échec réels pour vous montrer: mal choisir, et le prix est bien plus que de l'argent.

Field engineer's guide to Inconel 625 usinage de tubes soudés. Paramètres techniques, analyse de l'usure des outils, et des solutions pratiques pour le traitement sans couture de l'alliage de nickel 625.

Summary of Core Process Links Summary of Intermediate Frequency and High Frequency Heat Expansion Process Comparison Summary of Internship Gains and Existing Problems Overall Summary of the Process

Principe de base et analyse technique du processus de tubes en acier sans soudure dilatés thermiquement à moyenne et haute fréquence

Historique de développement et situation actuelle du procédé de tubes en acier sans soudure dilatés thermiquement à moyenne et haute fréquence

Technologie, Tendance d'application et de développement des tuyaux en acier sans soudure expansés thermiquement à moyenne et haute fréquence Guanzhong

Tuyaux soudés en acier inoxydable ASTM A276 TP304/304L: Normes, Propriétés, Fabrication, Applications et contrôle qualité
La recherche de l'intégrité dans le génie maritime s'ancre souvent dans un seul, composant critique: le tuyau en acier sans soudure. Comprendre la trajectoire de la recherche et du développement dans le domaine des tuyaux marins sans soudure, il faut regarder au-delà de la simple géométrie d'un cylindre creux et le voir comme une réponse métallurgique à la synergie impitoyable de la haute pression., cyclage thermique, et corrosion induite par les chlorures.

Le tuyau galvanisé ASTM A53 ERW est un chef-d'œuvre d'ingénierie équilibrée : efficace à produire, haute performance, et incroyablement durable. En adhérant aux interprétations les plus rigoureuses de la norme ASTM et en surpassant les références internationales comme JIS et EN, notre entreprise fournit un produit conçu pour durer.

Lorsque vous choisissez nos sections creuses carrées galvanisées, you aren't just buying steel; vous investissez dans une fondation structurelle scientifiquement optimisée pour sa solidité, chimiquement protégé contre les éléments, et certifié selon les normes les plus exigeantes au monde.

Cependant, 904L reste le choix indispensable pour les environnements chimiques complexes où l'eau de mer est mélangée à des acides réducteurs, ou pour les systèmes stagnants où sa teneur en cuivre peut aider à résister à des types spécifiques de biocorrosion. En outre, si l'application nécessite un formage à froid approfondi ou implique des conditions cryogéniques, la nature austénitique pure du 904L offre un niveau de fiabilité que la structure duplex ne peut garantir.

Finalement, le tuyau 904L témoigne de la puissance d'un alliage précis. C'est un matériau qui relève le défi des environnements chimiques les plus agressifs, offrant une durée de vie qui dépasse de loin les aciers inoxydables standards. En maîtrisant l’équilibre délicat du nickel, chrome, molybdène, et du cuivre, nous fournissons un conduit aussi fiable que la physique sur laquelle il est construit.

En faisant progresser le récit technique de nos tubes UNS N04400 ASTM B165 U-Bend, nous devons passer de la métallurgie fondamentale à l'intersection sophistiquée de la dynamique des fluides et de la fiabilité structurelle à long terme au sein du faisceau d'échangeurs de chaleur..

En résumé, le succès technique de EN 10219 le tuyau repose sur une relation profondément intégrée entre la chimie (contrôlé par $text{Servir}$ pour la soudabilité et $text{P.}/\texte{S}$ pour la ténacité), le processus de fabrication (formage à froid pour l'efficacité et l'écrouissage), et les garanties mécaniques finales (limite d'élasticité et énergie d'impact à basse température). La progression du S235 au S355J2H est une voie axée sur l'ingénierie, offrant un spectre de performances progressif qui permet aux concepteurs de sélectionner avec précision le matériau le plus efficace et le plus sûr pour toute tâche structurelle donnée. L'efficacité structurelle inhérente à la forme en profilé creux, combiné à l'excellente soudabilité et à la ténacité garantie de ces $text{DANS}$ notes, ensures their continued preeminence as the material of choice for the world's most vital structural works.

Le tuyau SSAW en acier au carbone API 5L est une pièce d'infrastructure hautement spécialisée, une solution matérielle fondamentalement définie non pas par une simple contrainte dimensionnelle ou une protection contre la corrosion de niveau utilitaire, mais par la recherche incessante d'une haute force, intégrité fiable des soudures, et une ténacité exceptionnelle, tout le nécessaire pour assurer la sécurité, ininterrompu, et transport haute pression d'hydrocarbures, gaz naturel, ou des boues fluides denses à travers de vastes paysages géologiques et environnementaux. Contrairement au familier

L'investissement dans un tube en acier SAW de grand diamètre API 5L, grade B, n'est pas simplement une décision d'approvisionnement.; il s'agit d'un engagement stratégique envers des décennies de, transport de fluides à grand volume, garanti par le système de certification le plus rigoureux de l'industrie mondiale des pipelines

Le calendrier de l'acier galvanisé 40 Le tuyau constitue un pilier architectural du transport de fluides conventionnel, une solution de conception si omniprésente dans les infrastructures de canalisations d'eau que sa sophistication technique est souvent obscurcie par sa simple familiarité. Sa domination continue, même face aux alternatives modernes aux polymères et aux composites, témoigne de l'équilibre optimisé atteint entre le brut, résistance fiable de l'acier au carbone et élégance, électrochimie sacrificielle du revêtement de zinc

Le tuyau se termine, qui sont laissés sans revêtement pour faciliter le soudage sur le terrain, nécessitent une protection spécifique pour maintenir la propreté et l’intégrité des chanfreins usinés avec précision. Les extrémités sont protégées par des embouts internes et externes en plastique ou en métal pour éviter tout dommage physique, pénétration d'humidité, et contamination interne pendant le stockage et le transport. Pour des temps de transit particulièrement longs, un temporaire, un inhibiteur de corrosion facile à enlever peut être appliqué sur les biseaux en acier nu pour empêcher la rouille de la surface, s'assurer que l'entrepreneur reçoit un nettoyage propre, surface prête à souder. Cette dernière étape logistique boucle la boucle de l’engagement d’Abtersteel, garantissant que le tuyau LSAW X60M PSL2 3PE à haute intégrité atteint le chantier de construction dans le même état impeccable, état certifié dans lequel il a quitté l'usine.

Le vacarme 2391 Tuyau sans soudure de qualité St45, fourni dans l'état NBK, représente le summum de l'ingénierie de précision des tubes en acier. Son excellence est le résultat calculé d’un contrôle métallurgique avancé, plasticité sévère au travail à froid, et un traitement thermique minutieux. Sa supériorité fonctionnelle est validée par sa capacité avérée à:

Le vacarme 2391 Le tuyau sans soudure de qualité St45 est, donc, le produit de choix où l'intégrité dimensionnelle n'est pas une préférence mais une condition préalable à la sécurité et à la performance. Son utilisation sous-tend le fonctionnement fiable des systèmes mécaniques et fluides sensibles dans toutes les facettes de l’industrie moderne., fournir un composant fondamental qui garantit la précision depuis la phase de fabrication jusqu'à des décennies de service opérationnel.

Tuyaux en acier sans soudure ASTM A519 dans le vénérable chrome-molybdène (CR-MO) Nuances d'alliage, en particulier 4130, 4140, 4142, 4145, et 4147

Tubes adoucis pour vérins hydrauliques et tuyaux en acier pour vérins hydrauliques associés
