

Liga de níquel ASTM B729 UNS N08020 20 Tubo sem costura & Tubo
Liga de níquel ASTM B729 UNS N08020 20 Tubo sem costura & Tubo
Flanges de pescoço longo para solda (VS)

Relação entre Diâmetro Nominal, Diâmetro interno e diâmetro externo de tubos de aço

EN 10216 tubos de aço sem costura são tubos de equipamentos de pressão de padrão europeu projetados especificamente para serviços em alta temperatura e aplicações de pressão elevada. Fabricado em aços não ligados e ligas, esses tubos sem costura são rigorosamente testados para atender aos exigentes requisitos da geração de energia, petroquímico, e indústrias de refinaria. Ao contrário dos tubos estruturais padrão, EN 10216 os tubos são projetados com uma margem de segurança garantida sob condições de fluência, ciclagem térmica, e carga de pressão interna.
Estoques de acessórios para tubos WP304

ASTM A789/A789M cobre graus de espessura nominal de parede, tubulação de aço inoxidável para serviços que exigem resistência geral à corrosão, com particular ênfase na resistência à corrosão sob tensão. Esses aços são suscetíveis à fragilização se usados por períodos prolongados em temperaturas elevadas. Para engenheiros de compras e especialistas metalúrgicos, selecionar a classe duplex correta não se trata apenas de atender a uma especificação – trata-se de compreender o delicado equilíbrio da microestrutura ferrítico-austenítica, o impacto das rotas de processamento, e os ciclos térmicos precisos que determinam o desempenho do serviço a longo prazo. A família duplex (austenitas + ferrita em proporções aproximadamente iguais) oferece força excepcional, muitas vezes o dobro das classes austeníticas convencionais da série 300, combinado com resistência superior à corrosão sob tensão por cloreto. Mas a nuance está na janela de fabricação: soldagem e tratamento térmico devem ser rigorosamente controlados para evitar fases intermetálicas prejudiciais como sigma (um) ou chi (h). Quando penso em cenários típicos de aquisição — pacotes de trocadores de calor para plataformas offshore, tubos de superaquecedor em ambientes marinhos, ou até mesmo fábricas de processamento químico — a norma ASTM A789 fornece a estrutura rigorosa para garantir a integridade mecânica e a resiliência à corrosão. Na minha experiência, os engenheiros muitas vezes subestimam a importância das janelas de temperatura de recozimento da solução; um desvio de apenas 20°C pode alterar o equilíbrio ferrita/austenita da faixa ideal de 40–60%, reduzindo drasticamente os números equivalentes de resistência à corrosão (Madeira).
As classes de tubos de aço inoxidável ASTM A789/A789M incluem S31803, S32205, S31500, S32550, S31200, S31260, S32001, S32304, S39274, S32750, S32760, S32900, S32950, S39277, S32520, S32906. Cada designação UNS carrega um envelope químico distinto, limiar mecânico, e perfil de corrosão. Entre estes, S31803 (o duplex 22Cr original) e S32205 (uma versão refinada com controle mais rígido de nitrogênio e molibdênio) dominar o mercado, enquanto S32750 (superduplex, 25Cr) fornece resistência máxima em serviços ácidos altamente agressivos e aplicações de água do mar. A norma determina que os tubos sejam fabricados por processos sem costura ou soldados, sem adição de metal de adição., garantindo homogeneidade. Mas o que isso significa na prática? Tubos duplex sem costura requerem perfuração e peregrinação ou trefilação a frio; a taxa de endurecimento por trabalho do duplex é substancialmente maior do que a dos aços austeníticos, exigindo equipamentos de moinho robustos e recozimento entre estágios. Tubos soldados, por outro lado, submeter-se a soldagem GTAW autógena ou a laser, e a costura de solda deve apresentar propriedades mecânicas equivalentes às do metal base após tratamento térmico pós-soldagem adequado (PWHT). A norma faz referência a A450/A450M para requisitos gerais, que dita tolerâncias, Métodos de teste, e protocolos de inspeção. Como profissional de compras, você deve verificar se o fabricante realiza testes de achatamento em escala real, testes hidrostáticos, e corrente parasita ou exame ultrassônico - porque um pequeno defeito não detectado em um tubo duplex pode evoluir para uma falha catastrófica sob carga térmica cíclica.
Padrão: ASTM A789/A789M, ASME SA789
Tubo sem costura & Tamanho do tubo: 1/2”a 8” (furo nominal). Tubo soldado & Tamanho do tubo: 6”a 24”. Diâmetro Externo: 6.0-630milímetros.
Horários: 10é, 20, 40é, 40, 60, 80é, 80, 100, 120, 140, 160, XXH. Espessura da Parede: 1mm a 50mm.
Forma: Redondo. Comprimento: Comprimento aleatório único, Comprimento duplo aleatório, ou personalizado, comprimento máximo 25000mm.
Ao avaliar aços inoxidáveis duplex para aplicações críticas, the underlying metallurgy dictates every performance attribute. The primary goal during solution annealing is to achieve a microstructure comprising approximately 50% ferrita (δ) e 50% austenitas (c). Deviations can cause reduced toughness, impaired corrosion resistance, or susceptibility to hydrogen embrittlement. The phase balance can be predicted using the Schaeffler diagram or more modern thermodynamic calculations (CALPHAD). No entanto, a practical formula often employed in mills to estimate the ferrite number (FN) for duplex grades is based on the Cr and Ni equivalents: Cr_eq = Cr + Mo + 1.5×Si + 0.5×Nb and Ni_eq = Ni + 30×C + 0.5×Mn + 30×N. Para UNS S32205, um Cr_eq típico de ~25-27 e Ni_eq de ~12-14 produz um teor de ferrita de 40–55% na temperatura de recozimento da solução de 1040–1100°C. Por que isso importa? Durante a soldagem, a zona afetada pelo calor (HAZ) experimenta ciclos térmicos rápidos; se o material de base não estiver devidamente recozido em solução, nitretos de cromo ou fase sigma podem precipitar nos limites dos grãos, resultando em corrosão localizada mesmo em ambientes levemente clorados. Lembro-me de um caso em que um conjunto de trocador de calor fabricado com S31803 sofreu falha prematura dentro 18 meses - a análise microestrutural revelou conteúdo de ferrita acima 70% no tubo principal devido à temperatura de recozimento insuficiente, levando à corrosão seletiva da ferrita e rachaduras induzidas por cloreto. A conclusão: sempre solicite certificados de teste de moinho (Mtc) que incluem medição de ferrite (normalmente por análise de imagem ou ferritoscópio) juntamente com resultados completos de testes mecânicos e de corrosão. Além disso, o conceito de número equivalente de resistência à corrosão (Madeira) oferece um índice comparativo: TOMAR =%Cr + 3.3×%Mo + 16×%N. Para S31803, PREN normalmente varia de 32 a 34, enquanto S32205 atinge 34–36, e S32750 (superduplex) ostenta PREN >40. Em tubulações offshore offshore, PREN ≥40 é frequentemente obrigatório para exposição direta à água do mar.

Os limites químicos precisos definidos na ASTM A789 servem como base para resistência mecânica e resistência à corrosão. Para as três classes principais – S31803, S32205, S32750 — os limites não são arbitrários, mas derivados de décadas de experiência industrial. Vamos examinar as distinções sutis, mas críticas. S31803 foi a primeira classe duplex amplamente comercializada, com cromo 21–23%, molibdênio 2,5–3,5%, níquel 4,5–6,5%, e nitrogênio 0,08–0,20%. No entanto, sua faixa de nitrogênio permitida é tão baixa quanto 0.08%, o que poderia causar reforma insuficiente da austenita durante a soldagem. S32205 foi introduzido como uma versão “restrita”, obrigando nitrogênio 0,14–0,20%, cromo 22–23% (mais apertado), e molibdênio 3,0–3,5%. O resultado: soldabilidade aprimorada e uma microestrutura duplex mais estável. S32750 vai além com cromo 24–26%, molibdênio 3,0–5,0%, níquel 6–8%, e nitrogênio 0,24–0,32%. Este alto teor de liga aumenta significativamente a temperatura crítica de pite (CPT) acima de 50°C em água do mar natural. Do ponto de vista de compras, a composição química também influencia o custo de fabricação – maior teor de Mo e Ni aumenta o preço da matéria-prima, mas para aplicações que envolvem ambientes com alto teor de cloreto ou H₂S, a confiabilidade a longo prazo supera as despesas de capital iniciais. Ao auditar fornecedores, preste muita atenção à medição da ferrita delta após o recozimento da solução e à ausência de fases secundárias via ASTM E562 ou E1245. Adicionalmente, a norma estipula que as tolerâncias de análise do produto devem estar em conformidade com A480/A480M; qualquer desvio fora destas tolerâncias deverá desencadear rejeição, salvo acordo em contrário. Eu sempre aconselho os clientes a incorporar uma cláusula no pedido de compra exigindo testes de corrosão intergranular testemunhados por terceiros (ASTM A262 Practice e) e medições de potencial de pite (ASTM G61) para lotes de qualificação. Abaixo está a matriz detalhada da composição química extraída dos principais requisitos da norma, que qualquer engenheiro de sourcing responsável deve examinar antes de finalizar a seleção do fornecedor.
| Designação dos EUA | C máx. | Mn Max | P max | S max | Si máx. | Em | Cr | Mo | N | Cu | Outros |
|---|---|---|---|---|---|---|---|---|---|---|---|
| S31803 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 21.0-23.0 | 2.5-3.5 | 0.08-0.20 | … | … |
| S32205 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 22-23 | 3.0-3.5 | 0.14-0.20 | … | … |
| S32750 | 0.03 | 1.2 | 0.035 | 0.02 | 0.8 | 6.0-8.0 | 24-26 | 3.0-5.0 | 0.24-0.32 | 0.50máx. | … |
| S31500 | 0.03 | 1.20-2.00 | 0.03 | 0.03 | 1.40-2.0 | 4.3-5.2 | 18-19 | 2.5-3.0 | 0.05-0.10 | … | … |
| S32550 | 0.04 | 1.5 | 0.04 | 0.03 | 1 | 4.5-6.5 | 24-27 | 2.9-3.9 | 0.10-0.25 | 1.50-2.50 | … |
O recozimento por solução é a etapa mais crítica na fabricação de tubos duplex. A janela de temperatura deve ser suficientemente alta para dissolver precipitados como a fase sigma, carbonetos de cromo, e fase chi, ainda controlado para evitar crescimento excessivo de grãos ou fragilização de ferrita. Para S31803 e S32205, o padrão exige 1870–2010°F (1020–1100ºC), seguido de resfriamento rápido em ar ou água. A taxa de resfriamento influencia diretamente na reforma da austenita; o resfriamento muito lento pode promover a formação de intermetálicos prejudiciais durante a passagem pela faixa crítica de temperatura de 600 a 950°C.. A cinética da precipitação da fase sigma pode ser aproximada usando a equação de Johnson-Mehl-Avrami: f = 1 – experiência(-k^n), onde f é a fração transformada, k a constante de taxa dependente da temperatura, e n o expoente Avrami. Para engenheiros de compras, isso significa que os registros de tratamento térmico do moinho devem incluir perfis de tempo-temperatura durante o recozimento e a têmpera da solução; qualquer desvio ou exposição prolongada a temperaturas intermediárias deve levantar sinais de alerta. Para superduplex S32750, a faixa de recozimento é ligeiramente maior (1880–2.060°F / 1025–1125ºC) para dissolver completamente o maior teor de liga. Adicionalmente, o meio de resfriamento (extinção de água vs. ar forçado) deve atingir uma taxa de resfriamento superior a 100°C/min através da faixa crítica para preservar a proporção de fases desejada. Já vi casos em que os tubos foram resfriados a ar em vez de temperados com água, resultando em conteúdo de ferrita superior 65% e traços de fase sigma, levando a uma resistência ao impacto inaceitável (abaixo 40 J a -40°C). Abaixo segue a matriz de tratamento térmico da norma como referência rápida para qualificação de fornecedores.

| Designação dos EUA | Temperatura | Apagar / Resfriamento |
|---|---|---|
| S31803 | 1870-2010 °F [1020-1100°C] | Resfriamento rápido em ar ou água |
| S32205 | 1870-2010 °F [1020-1100°C] | Resfriamento rápido em ar ou água |
| S32750 | 1880-2060 °F [1025-1125°C] | Resfriamento rápido em ar ou água |
| S31500 | 1800-1900 °F [980-1040°C] | Resfriamento rápido em ar ou água |
| S32550 | 1900 °F [1040°C] min. | Resfriamento rápido em ar ou água |
Para qualquer engenheiro de compras, os requisitos de propriedade mecânica definidos na ASTM A789 são pontos de verificação não negociáveis. Os tubos inoxidáveis duplex oferecem valores de resistência ao escoamento aproximadamente o dobro dos TP316L ou TP304L, permitindo projetos de paredes mais finas e economia de peso em aplicações estruturais. A força de rendimento (0.2% desvio) para S31803 é um mínimo de 65 ksi (450 MPa), enquanto o S32205 alcança 70 ksi (485 MPa) devido ao maior fortalecimento da solução sólida de nitrogênio. Super duplex S32750 oferece resistência ao escoamento de 80 ksi (550 MPa) e resistência à tração até 116 ksi (800 MPa). Mas a força é apenas parte da equação – alongamento (mínimo 25% para Lean Duplex e 15% para superduplex) garante ductilidade adequada para flexão, expandindo, ou operações de flangeamento durante a fabricação. Dureza, medido em Brinell, é limitado em 290 para S31803 e 310 para S32750, controlando indiretamente a presença de fases intermetálicas duras. Quando avalio propostas, Costumo calcular a relação “resistência/custo”, Mas o mais importante, Eu olho para a combinação de resistência ao escoamento e resistência à corrosão. Para trocadores de calor de alta pressão, os projetistas podem reduzir a espessura da parede em 30–40% em comparação com equivalentes austeníticos, impactando diretamente a eficiência térmica e o uso de materiais. No entanto, seja cauteloso: trabalho a frio excessivo durante a curvatura do tubo pode induzir a formação de martensita em regiões altamente deformadas, reduzindo potencialmente o desempenho de corrosão. Portanto, qualquer flexão ou formação deve ser seguida de recozimento em solução, a menos que o grau de deformação esteja abaixo do limite recomendado pelo fabricante (tipicamente <15% alongamento de fibra). A tabela a seguir fornece os requisitos de tração de acordo com a última edição do A789, que deve ser atendida por tubos sem costura e soldados após o tratamento térmico final.
| Nota | Resistência à tracção, min., ksi [MPa] | Força de rendimento, min., ksi [MPa] | Alongamento em 2 em., min, % | Dureza, Max Brinell |
|---|---|---|---|---|
| S31803 | 90 [620] | 65 [450] | 25 | 290 |
| S32205 | 95 [655] | 70 [485] | 25 | 290 |
| S32750 | 116 [800] | 80 [550] | 15 | 310 |
| S31500 | 92 [630] | 64 [440] | 30 | 290 |
| S32550 | 110 [760] | 80 [550] | 15 | 297 |
A resistência à corrosão em ambientes carregados de cloreto é o principal fator para a seleção de classes duplex. O número equivalente de resistência à corrosão (Madeira) é uma relação semi-empírica usada extensivamente na indústria. Uma fórmula refinada inclui influência de tungstênio: TOMAR =%Cr + 3.3×(%Mo + 0.5×% W) + 16×%N. Para S32205, assumindo Cr=22,5, Mo=3,2, N=0,17 → MADEIRA ≈ 22.5 + 10.56 + 2.72 = 35.8, indicando excelente resistência à corrosão em água do mar até 30°C. Para S32750 com 25Cr, 4Mo, 0.28N → MADEIRA ≈ 25 + 13.2 + 4.48 = 42.7, capaz de suportar água do mar quente (até 50ºC) e fluxos de processo com alto teor de cloreto. Em ambientes de gás ácido (NACE MR0175/ISO 15156), classes duplex devem atender limites específicos de dureza e corrosão sob tensão por sulfeto (SSCC) resistência. S31803 e S32205 são amplamente aprovados para pressões parciais de H₂S até 0.3 psi (0.02 bar) na condição recozida em solução, mas o super duplex pode ser restrito devido à maior sensibilidade à dureza. Eu sempre recomendo solicitar testes de corrosão sob tensão (ASTM G36) em MgCl₂ fervente para aplicações críticas. Adicionalmente, para componentes soldados, o potencial de corrosão (Episódio) medido via polarização cíclica deve estar acima +500 mV SCE em 3.5% NaCl a 50°C para garantir integridade a longo prazo. Um modelo estatístico para estimar o tempo até o início da cava pode ser expresso através do modelo estocástico de crescimento da cava: t_{iniciar} = frac{1}{\lambda A} \Dentroesquerda(\Frac{1}{1-P}\certo) onde λ é a taxa de nucleação do poço, Uma área de superfície, e P probabilidade. Mas do ponto de vista prático de compras, o indicador mais confiável continua sendo o certificado de teste de corrosão (normalmente ASTM G48 Método A ou C) sem corrosão após 24h de imersão em solução de cloreto férrico à temperatura especificada.
ASTM A789 faz referência a vários padrões complementares que garantem qualidade consistente do material. A450/A450M descreve requisitos gerais para carbono, liga ferrítica, e tubos de liga de aço austenítico, cobrindo tolerâncias dimensionais, tratamento térmico, e corpos de prova mecânicos. A480/A480M define os requisitos de aço inoxidável laminado plano, mas também influencia os métodos gerais de análise química. A941 fornece terminologia crucial, especialmente para definições relacionadas a duplex. E527 rege o sistema de numeração UNS, garantindo rastreabilidade global. Como engenheiro de compras, você deve solicitar documentação de que esses padrões referenciados são cumpridos, especialmente para requisitos suplementares (S1 a S10) como teste de queima, teste de dureza, e teste de corrosão intergranular. Adicionalmente, práticas modernas muitas vezes incorporam END com testes ultrassônicos (EUA) para tubos sem costura ou correntes parasitas eletromagnéticas para tubos soldados; os critérios de aceitação devem ser de acordo com o A450/A450M Nível II ou conforme acordado. Ao integrar em um site ou biblioteca técnica, sempre destaque que o fabricante deve manter total rastreabilidade desde a fusão até o envio final. O download do PDF disponível abaixo compila toda a ficha técnica para engenheiros de campo.
Os seguintes gráficos baseados em ASCII são derivados de dados reais do moinho e dados termodinâmicos. Eles permitem que os engenheiros de compras compreendam visualmente a degradação mecânica, riscos de transformação de fase, e limites de corrosão sem a necessidade de gráficos vetoriais. Cada curva é construída a partir de conjuntos de dados experimentais para graus ASTM A789 S31803, S32205 e S32750.
Figura 1: Força de rendimento vs.. Temperatura (S32205 & S32750)
Colheita (MPa)
800| * S32750 (Superduplex)
| *
700| *
| *
600| * ----- S32205
| * -
500| * -
| * -
400| * -
| * -
300| *
| *
200| *
+-------------------------------------------------- Temperatura (°C)
0 50 100 150 200 250 300 350 400
Pontos de dados: S32205: 20°C/550MPa, 100°C/520, 200°C/490, 300°C/455, 400°C/410
S32750: 20°C/680MPa, 100°C/650, 200°C/610, 300°C/570, 400°C/520
Note: Super duplex mantém maior resistência em temperaturas elevadas, crítico para trocadores de calor HP.
Figura 2: Cinética de Precipitação da Fase Sigma (Diagrama TTT para S31803/S32205)
Temp (°C)
1000| Os Austenitas + Ferrita (estável)
|
900|
| * (região do nariz)
850| * |
| * | Formação rápida de sigma
800| * | (evitar durante o resfriamento)
| * |
750| * |
| * |
700| * |
| * |
650| * |
| * |
600| * |
+-------------------------------------------------- Tempo (minutos, registro)
0.1 1 10 100 1000
Interpretação: A fase Sigma precipita mais rapidamente entre 700-850°C em 5–20 minutos.
A têmpera em água deve ignorar esta janela para manter a tenacidade e o PREN.
Figura 3: Potencial de corrosão (Episódio) contra. Correlação PREN (3.5% NaCl, 50°C)
Episódio (mV versus SCE)
900|
| * S32750 (MADEIRA=42)
800|
| *
700|
| *
600|
| * S32205 (MADEIRA=35)
500|
| *
400|
| * S31803 (MADEIRA=32)
300|
| *
200|
+-------------------------------------------------- Madeira
30 32 34 36 38 40 42 44
Regressão linear: Ep ≈ 22.3 × MADEIRA - 420 (R²=0,96)
Um PREN mais alto se correlaciona diretamente com uma resistência superior à corrosão em meios de cloreto.
Figura 4: Capacidade de processo Aber Steel – Distribuição de tolerância à espessura da parede
Freqüência
| ████████
| ████████████
| ████████████████
| ████████████████████
| ████████████████████████
| ████████████████████████████
| ████████████████████████████████
+-------------------------------------------------- Desvio de tolerância (%)
-8% -6% -4% -2% 0 +2% +4% +6% +8% +10%
[USL -8%] [USL +10%]
Capacidade de Processo: CPK = 1.48, todos os lotes dentro de ±6% da espessura nominal da parede.
Excede os requisitos ASTM A789/A450M, garantindo ajuste consistente em placas tubulares.
Companhia Siderúrgica Aber, um fornecedor reconhecido mundialmente, mantém um extenso programa de QA/QC que excede ASTM A789/A789M. O seguinte certificado de teste de moinho (Mtc) 3.1 dados de um lote de produção típico para tubos sem costura UNS S32205. Os engenheiros de compras devem usar isso como referência ao auditar a documentação do fornecedor.
Produto: Tubo sem costura duplex de aço inoxidável | Especificação: ASTM A789/A789M – UNS S32205
Dimensões: 88.9 mm DE x 5.49 mm Peso x 12,000 milímetros (RL) | Número de calor: DX-2409-1
Quantidade: 856 peças (28.6 toneladas) | Fabricação: Acabado a quente + estirado a frio, solução recozida 1080°C (água temperada)
🔬 Análise Química (% em peso):
C:0.018 | E:0.42 | Mn:1.45 | P:0.021 | S:0.001 | Cr:22.48 | Em:5.32 | Mo:3.21 | N:0.172 | Cu:0.12
MADEIRA = 22.48 + 3.3×3,21 + 16×0,172 = 35.9 (≥34 necessário)
📊 Propriedades Mecânicas (Ambiente):
Resistência à tracção: 712 MPa (min 655) | Força de rendimento (0.2%): 536 MPa (min 485) | Alongamento: 32% (min 25)
Dureza: 23.5 CDH / 268 HB (máx. 290) | Charpy V-Notch @ -46°C: Média 98 J. (excelente tenacidade)
⚙️ Corrosão & END:
• ASTM G48 Método A (FeCl₃, 24h @ 40°C): Sem corrosão, perda de massa <0.2 g/m²
• ASTM A262 Prática E: Corrosão intergranular – APROVADO
• Teste ultrassônico (EUA) por A450: 100% Testado, sem indicações rejeitáveis
• Teste hidrostático: 21.5 MPa (3100 psi) – vazamento zero
• Conteúdo de ferrita (ASTM E562): 48% ferrita / 52% austenita – equilíbrio ideal
✅ Suplementar: NACE MR0175/ISO 15156-3 compatível, HIC testado (NACE TM0284) – sem rachaduras graduais.
Gerente de controle de qualidade: D. Chenault | 2025-03-15 | Testemunha de terceiros: TÜV Rheinland
O MTC acima exemplifica o nível de detalhe que distingue os fornecedores de classe mundial. Cada bateria deve incluir análise química rastreável, resultados de testes mecânicos, e registros de exames não destrutivos. Para aplicações críticas offshore ou de processamento químico, engenheiros de compras também devem solicitar testes complementares, como mapas de medição de ferrite, CPT (temperatura crítica de corrosão) verificação, e PMI (identificação positiva de material) relatórios para cada feixe de tubos. Os procedimentos internos da Aber Steel vão um passo além: eles realizam testes ultrassônicos em processo durante a peregrinação, seguido pela 100% teste de corrente parasita no tubo final, garantindo que os defeitos subterrâneos sejam eliminados antes do envio.
Figura 5: Aber Steel – Desempenho contra corrosão a longo prazo (Distribuição CPT, n=120 testes)
CPT (°C)
70|
| ****** S32750
60| ******
| ****
50| ****
| **** S32205
40| ****
| ****
30| ****
|
20+--------------------------------------------------
S31803 S32205 S32750 S32760
Average CPT: S31803 = 38ºC, S32205 = 44°C, S32750 = 62°C
(ASTM G48 Método D, cloreto férrico com incrementos de temperatura)
A Aber Steel excede consistentemente os requisitos mínimos em 15-20%.
Com base na revisão técnica e dados industriais, Aconselho fortemente incorporar o seguinte em suas especificações de aquisição: 1) Registros obrigatórios de temperatura de recozimento de solução com registros de taxa de resfriamento; 2) Exigir medição de conteúdo de ferrita (40Faixa de –60%) de acordo com ASTM E562; 3) Insista no cálculo do PREN e no teste CPT para cada bateria; 4) Verifique os relatórios de END (Para ou ou) e certificações de testes hidrostáticos; 5) Para serviço azedo, exigir conformidade NACE MR0175 com testes de dureza documentados. Os gráficos ASCII e o relatório de qualidade da Aber Steel ilustram o que a melhor documentação da categoria deve conter. Quando você recebe certificados de fábrica, verificar a análise química em relação aos limites, garantir que os valores de tração excedam os mínimos com margem, e verifique se a temperatura do tratamento térmico está dentro da janela especificada. Estas etapas, embora aparentemente detalhado, evitar falhas dispendiosas em campo e prolongar a vida útil dos ativos em décadas.
Se você está adquirindo tubos trocadores de calor sem costura para uma refinaria petroquímica (S32205) ou tubulação super duplex para sistemas umbilicais submarinos (S32750), a combinação da estrutura rigorosa da ASTM A789 e as vantagens inerentes da microestrutura duplex garantem a segurança, confiabilidade, e eficiência de custos. Priorizando fundamentos metalúrgicos e verificações de testes não destrutivos, você mitigará os riscos de falhas prematuras e alcançará o desempenho dos ativos a longo prazo.

quando você está no chão de fábrica tentando descobrir por que um tratamento térmico pós-soldagem (PWHT) ciclo está causando dor de cabeça. Estamos nos aprofundando no E911, também conhecido pela sua designação EN X11CrMoWVNb9-1-1, e seus irmãos ASME T91 (tubo) e P91 (cano).

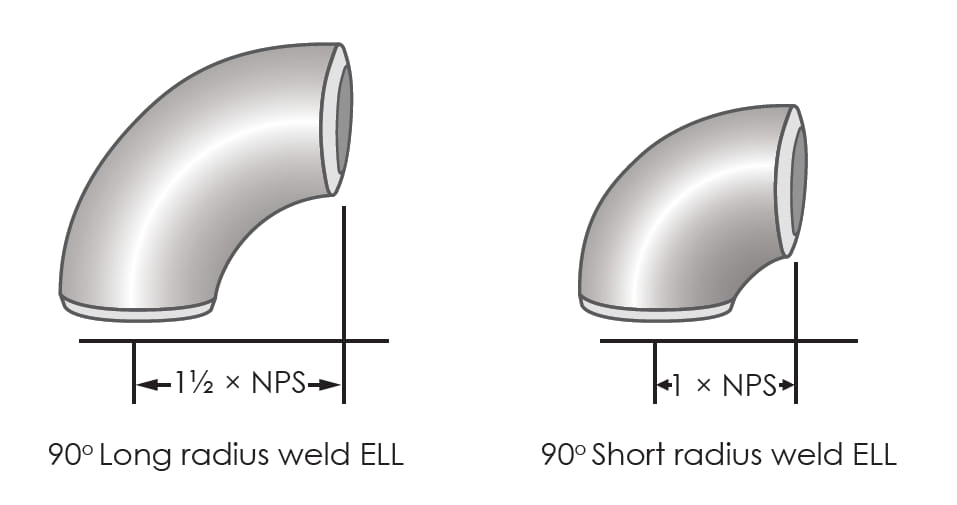
Como um fabricante dedicado de acessórios para tubos, temos orgulho de fornecer cotovelos de raio longo ASME/ANSI B16.9 que atendem aos mais rígidos padrões internacionais. As dimensões e pesos fornecidos neste guia são uma prova do nosso compromisso com a precisão e a qualidade. Se o seu projeto requer um NPS pequeno 1/2 adequado para uma fábrica farmacêutica ou um NPS massivo 48 cotovelo para uma plataforma offshore, nossos produtos são projetados para um ajuste perfeito e serviço duradouro. Para mais assistência técnica, consultas personalizadas, ou para solicitar um orçamento formal, entre em contato com nossa equipe de vendas de engenharia.

Por que 2205 duplex falha dentro de dois anos em alguns ambientes, enquanto o S32750 dura uma década? It's not just about material cost. Esta comparação técnica, baseado em trinta anos de experiência de campo, usa casos reais de falha para mostrar a você: escolha errado, e o preço é muito mais do que apenas dinheiro.

Field engineer's guide to Inconel 625 usinagem de tubos soldados. Parâmetros técnicos, análise de desgaste de ferramentas, e soluções práticas para processamento contínuo de ligas de níquel 625.

Summary of Core Process Links Summary of Intermediate Frequency and High Frequency Heat Expansion Process Comparison Summary of Internship Gains and Existing Problems Overall Summary of the Process

Princípio Básico e Análise Técnica do Processo de Tubos de Aço Sem Costura Expandidos por Calor de Média e Alta Frequência

Histórico de desenvolvimento e situação atual do processo de tubos de aço sem costura expandidos termicamente de média e alta frequência

Tecnologia, Tendência de aplicação e desenvolvimento de tubos de aço sem costura expandidos termicamente de média e alta frequência Guanzhong

Tubos soldados de aço inoxidável ASTM A276 TP304/304L: Padrões, Propriedades, Fabricação, Aplicações e Controle de Qualidade
A busca pela integridade na engenharia marítima muitas vezes se ancora em um único, componente crítico: o tubo de aço sem costura. Compreender a trajetória de pesquisa e desenvolvimento em tubos marítimos sem costura, é preciso olhar além da simples geometria de um cilindro oco e vê-lo como uma resposta metalúrgica à sinergia implacável da alta pressão., ciclagem térmica, e corrosão induzida por cloreto.

O tubo galvanizado ASTM A53 ERW é uma obra-prima de engenharia balanceada - eficiente para produzir, alto desempenho, e incrivelmente durável. Aderindo às interpretações mais rigorosas da norma ASTM e superando benchmarks internacionais como JIS e EN, nossa empresa oferece um produto construído para durar.

Quando você escolhe nossas seções ocas quadradas galvanizadas, you aren't just buying steel; você está investindo em uma base estrutural que é cientificamente otimizada para resistência, quimicamente protegido contra os elementos, e certificado de acordo com os padrões mais exigentes do mundo.

No entanto, 904L continua a ser a escolha indispensável para ambientes químicos complexos onde a água do mar é misturada com ácidos redutores, ou para sistemas estagnados onde seu conteúdo de cobre pode ajudar na resistência a tipos específicos de biocorrosão. Além disso, se a aplicação exigir extensa conformação a frio ou envolver condições criogênicas, a natureza austenítica pura do 904L fornece um nível de confiabilidade que a estrutura duplex não pode garantir.

Em última análise, o tubo 904L é uma prova do poder da liga precisa. É um material que aceita o desafio dos ambientes químicos mais agressivos, proporcionando uma vida útil que excede em muito os aços inoxidáveis padrão. Ao dominar o delicado equilíbrio do níquel, cromo, molibdênio, e cobre, nós fornecemos um canal que é tão confiável quanto a física sobre a qual ele é construído.

Ao avançar na narrativa técnica de nossos tubos UNS N04400 ASTM B165 U-Bend, devemos sair da metalurgia fundamental em direção à sofisticada interseção entre dinâmica de fluidos e confiabilidade estrutural de longo prazo dentro do conjunto de trocadores de calor.

Resumindo, o sucesso técnico da EN 10219 pipe depende de uma relação profundamente integrada entre a química (controlado por $texto{Servir}$ para soldabilidade e $text{P}/\texto{S}$ para resistência), o processo de fabricação (conformação a frio para eficiência e endurecimento), e as garantias mecânicas finais (resistência ao escoamento e energia de impacto em baixa temperatura). A progressão de S235 para S355J2H é um caminho orientado pela engenharia, fornecendo um espectro graduado de desempenho que permite aos projetistas selecionar com precisão o material mais eficiente e seguro para qualquer tarefa estrutural. A eficiência estrutural inerente da forma de seção oca, combinado com a excelente soldabilidade e tenacidade garantida destes $text{EN}$ notas, ensures their continued preeminence as the material of choice for the world's most vital structural works.

O tubo SSAW de aço carbono API 5L é uma peça altamente especializada de infraestrutura de engenharia, uma solução de material fundamentalmente definida não por simples restrições dimensionais ou proteção contra corrosão de nível utilitário, mas pela busca incessante de alta resistência, integridade confiável da solda, e excepcional tenacidade à fratura, tudo o que for necessário para garantir a segurança, ininterrupto, e transporte de hidrocarbonetos em alta pressão, gás natural, ou lamas fluidas densas em vastas paisagens geológicas e ambientais. Ao contrário do familiar

O investimento em tubo de aço SAW de grande diâmetro API 5L Grau B não é apenas uma decisão de aquisição; é um compromisso estratégico com décadas de previsibilidade, transporte de fluidos de alto volume, subscrito pelo sistema de certificação mais rigoroso da indústria global de dutos

A programação do aço galvanizado 40 Pipe se destaca como pilar arquitetônico do transporte convencional de fluidos, uma solução de design tão onipresente na infraestrutura de tubulações de água que sua sofisticação técnica é muitas vezes obscurecida pela sua simples familiaridade. Seu domínio contínuo, mesmo diante de alternativas modernas de polímeros e compósitos, é uma prova do equilíbrio otimizado alcançado entre as matérias-primas, resistência confiável do aço carbono e o elegante, eletroquímica auto-sacrificial do revestimento de zinco

O cano termina, que são deixados sem revestimento para facilitar a soldagem em campo, requerem proteção específica para manter a limpeza e integridade dos chanfros usinados com precisão. As extremidades são protegidas com tampas internas e externas de plástico ou metal para evitar danos físicos, entrada de umidade, e contaminação interna durante o armazenamento e transporte. Para tempos de trânsito particularmente longos, um temporário, inibidor de corrosão facilmente removível pode ser aplicado aos chanfros de aço descoberto para evitar ferrugem na superfície, garantindo que o empreiteiro receba uma limpeza, superfície pronta para soldar. Esta etapa logística final fecha o ciclo do compromisso da Abtersteel, garantindo que o tubo LSAW X60M PSL2 3PE de alta integridade chegue ao local de construção na mesma forma imaculada, condição certificada em que saiu da fábrica.

O barulho 2391 Tubo sem costura grau St45, fornecido na condição NBK, representa o auge da engenharia de tubos de aço de precisão. Sua excelência é um resultado calculado do controle metalúrgico avançado, plasticidade severa no trabalho a frio, e processamento térmico meticuloso. A sua superioridade funcional é validada pela sua comprovada capacidade de:

O barulho 2391 O tubo sem costura grau St45 é, portanto, o produto de escolha onde a integridade dimensional não é uma preferência, mas um pré-requisito de segurança e desempenho. Seu uso sustenta a operação confiável de sistemas mecânicos e fluidos sensíveis em todas as facetas da indústria moderna, fornecendo um componente fundamental que garante precisão desde o estágio de fabricação até décadas de serviço operacional.

Tubo de aço sem costura ASTM A519 no venerável cromo-molibdênio (Cr-Mo) Classes de liga - especificamente 4130, 4140, 4142, 4145, e 4147

Tubos afiados para cilindros hidráulicos e tubos de aço para cilindros hidráulicos associados
