

ASTM B729 UNS N08020 Никелевый сплав 20 Бесшовная труба & Трубка
ASTM B729 UNS N08020 Никелевый сплав 20 Бесшовная труба & Трубка
Длинные приварные фланцы (ПРОТИВ)

Связь между номинальным диаметром, Внутренний диаметр и внешний диаметр стальных труб

В 10216 Бесшовные стальные трубы представляют собой трубы для оборудования под давлением европейского стандарта, специально разработанные для работы в условиях высоких температур и повышенного давления.. Изготавливаются из нелегированных и легированных марок стали., эти бесшовные трубы проходят строгие испытания на соответствие жестким требованиям электроэнергетики., нефтехимический, и нефтеперерабатывающей промышленности. В отличие от стандартных конструкционных труб, В 10216 трубы спроектированы с гарантированным запасом прочности в условиях ползучести, термоциклирование, и внутреннее давление.
Труба WP304 Аксессуары Акции

ASTM A789/A789M охватывает марки с номинальной толщиной стенки., трубы из нержавеющей стали для работ, требующих общей коррозионной стойкости, с особым упором на стойкость к коррозионному растрескиванию под напряжением. Эти стали подвержены охрупчиванию при длительном использовании при повышенных температурах.. Для инженеров по снабжению и металлургов, Выбор правильного дуплексного сплава – это не просто соответствие техническим характеристикам, а понимание тонкого баланса ферритно-аустенитной микроструктуры., влияние маршрутов обработки, и точные температурные циклы, определяющие долгосрочную производительность. Двухуровневая семья (аустениты + феррит примерно в равных пропорциях) предлагает исключительную силу, часто вдвое больше, чем у обычных аустенитных марок 300-й серии, в сочетании с превосходной стойкостью к хлоридному коррозионному растрескиванию под напряжением. Но нюанс кроется в окне изготовления: сварка и термообработка должны строго контролироваться, чтобы избежать вредных интерметаллических фаз, таких как сигма. (а) или чи (час). Когда я думаю о типовых сценариях закупок — комплекты теплообменников для морских платформ., трубы перегревателя в морской среде, или даже химические перерабатывающие заводы — стандарт ASTM A789 обеспечивает строгую основу для обеспечения механической целостности и устойчивости к коррозии.. По моему опыту, инженеры часто недооценивают важность температурных окон отжига в растворе; отклонение всего на 20°C может изменить баланс феррита/аустенита по сравнению с оптимальным диапазоном 40–60%., резкое снижение эквивалентных значений сопротивления точечной коррозии (Древесина).
Трубы из нержавеющей стали ASTM A789/A789M включают S31803., S32205, S31500, S32550, S31200, S31260, S32001, S32304, S39274, S32750, S32760, S32900, S32950, S39277, S32520, S32906. Каждое обозначение UNS имеет отдельный химический конверт., механический порог, и профиль коррозии. Среди них, S31803 (оригинальный дуплекс 22Cr) и S32205 (усовершенствованная версия с более жестким контролем содержания азота и молибдена) доминировать на рынке, в то время как S32750 (супер дуплекс, 25Кр) обеспечивает максимальную стойкость в высокоагрессивных кислых средах и в морской воде.. Стандарт требует, чтобы трубы изготавливались бесшовными или сварными способами без добавления присадочного металла., обеспечение однородности. Но что это означает на практике? Бесшовные дуплексные трубы требуют прокалывания и пилингинга или холодной вытяжки.; Скорость наклепа дуплексных сталей существенно выше, чем у аустенитных сталей., требующее надежного мельничного оборудования и межстадийного отжига. Сварные трубы, с другой стороны, подвергнуть автогенной GTAW или лазерной сварке, и сварной шов должен иметь механические свойства, эквивалентные основному металлу после надлежащей термообработки после сварки. (ПВТ). Стандартные номера A450/A450M для общих требований., что диктует допуски, Методы испытаний, и протоколы проверок. Как специалист по закупкам, вы должны убедиться, что производитель проводит полномасштабные испытания на сплющивание., гидростатические испытания, и вихретоковый или ультразвуковой контроль — потому что незначительный необнаруженный дефект в дуплексной трубке может перерасти в катастрофический отказ при циклической термической нагрузке..
Стандартный: АСТМ А789/А789М, АСМЭ СА789
Бесшовная труба & Размер трубки: 1/2«до 8» (номинальный диаметр). Сварная труба & Размер трубки: 6«до 24». Внешний диаметр: 6.0-630мм.
Расписания: 10с, 20, 40с, 40, 60, 80с, 80, 100, 120, 140, 160, ХХХ. Толщина стены: 1от мм до 50 мм.
Форма: Круглый. Длина: Одиночная случайная длина, Двойная случайная длина, или на заказ, максимальная длина 25000 мм.
При оценке дуплексных нержавеющих сталей для критически важных применений, лежащая в основе металлургия определяет все характеристики производительности. The primary goal during solution annealing is to achieve a microstructure comprising approximately 50% феррит (δ) и 50% аустениты (с). Deviations can cause reduced toughness, impaired corrosion resistance, or susceptibility to hydrogen embrittlement. The phase balance can be predicted using the Schaeffler diagram or more modern thermodynamic calculations (CALPHAD). Однако, a practical formula often employed in mills to estimate the ferrite number (FN) for duplex grades is based on the Cr and Ni equivalents: Cr_eq = Cr + Мо + 1.5×Si + 0.5×Nb and Ni_eq = Ni + 30×C + 0.5×Mn + 30×Н. Для UNS S32205, типичный Cr_eq ~ 25–27 и Ni_eq ~ 12–14 дает содержание феррита 40–55% при температуре отжига на раствор 1040–1100 ° C.. Почему это имеет значение? Во время сварки, Затронутая теплоза зона (ЗТВ) испытывает быстрые термические циклы; если основной материал не отожжен должным образом в растворе, нитриды хрома или сигма-фаза могут выделяться на границах зерен, что приводит к локализованной точечной коррозии даже в слабохлорированных средах.. Я вспоминаю случай, когда комплект теплообменников, изготовленный из S31803, преждевременно вышел из строя в течение 18 месяцев — микроструктурный анализ выявил содержание феррита выше 70% в исходной трубке из-за недостаточной температуры отжига, приводит к избирательной коррозии феррита и хлоридному растрескиванию.. Вывод: всегда запрашивайте сертификаты заводских испытаний (Mtc) которые включают измерение феррита (обычно с помощью анализа изображений или ферритоскопа) а также полные результаты механических и коррозионных испытаний. Более того, понятие эквивалентного числа питтинговой устойчивости (Древесина) предлагает сравнительный индекс: ВЗЯТЬ = %Cr + 3.3×%Мо + 16×%N. Для S31803, PREN обычно колеблется в пределах 32–34., а S32205 достигает 34–36, и S32750 (супер дуплекс) может похвастаться ПРЕН >40. В морских трубопроводах на верхнем строении, PREN ≥40 часто является обязательным при прямом воздействии морской воды..

Точные химические границы, определенные в ASTM A789, служат краеугольным камнем механической прочности и коррозионной стойкости.. Для трех флагманских моделей — S31803., S32205, S32750 — ограничения не произвольны, а основаны на десятилетиях промышленного опыта. Давайте рассмотрим тонкие, но важные различия. S31803 был первым широко коммерческим дуплексным сортом., с хромом 21–23%, молибден 2,5–3,5%, никель 4,5–6,5%, и азот 0,08–0,20%. Однако, его диапазон содержания азота допускал столь низкий уровень, как 0.08%, что может привести к недостаточному реформированию аустенита при сварке.. S32205 был представлен как «ограниченная» версия., обязательный азот 0,14–0,20%, хром 22–23% (крепче), и молибден 3,0–3,5%. Результат: улучшенная свариваемость и более стабильная дуплексная микроструктура. S32750 расширяет границы возможного благодаря содержанию хрома на 24–26 %., молибден 3,0–5,0%, никель 6–8%, и азот 0,24–0,32%. Такое высокое содержание легирующих элементов значительно повышает критическую температуру питтинговой коррозии. (КПП) до выше 50°C в природной морской воде. С точки зрения закупок, химический состав также влияет на стоимость производства — более высокое содержание Mo и Ni увеличивает цену сырья., но для применений, связанных с средами с высоким содержанием хлоридов или H₂S, долгосрочная надежность перевешивает первоначальные капитальные затраты. При проверке поставщиков, обратите пристальное внимание на измерение дельта-феррита после отжига на раствор и отсутствие вторичных фаз согласно ASTM E562 или E1245.. Кроме того, стандарт предусматривает, что допуски анализа продукции должны соответствовать A480/A480M.; любое отклонение за пределы этих допусков должно вызывать отказ, если не оговорено иное.. Я всегда советую клиентам включать в заказ на поставку пункт, требующий проведения сторонних испытаний на межкристаллитную коррозию. (ASTM A262 Практика E) и измерения потенциала питтинга (АСТМ G61) для квалификационных лотов. Ниже представлена подробная матрица химического состава, извлеченная из основных требований стандарта., который любой ответственный инженер по снабжению должен тщательно изучить, прежде чем завершить выбор поставщика..
| Обозначение США | С Макс | Mn Max | P Макс | S Макс | Си Макс | В | Кр | Мо | Н | Cu | Другие |
|---|---|---|---|---|---|---|---|---|---|---|---|
| S31803 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 21.0-23.0 | 2.5-3.5 | 0.08-0.20 | … | … |
| S32205 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 22-23 | 3.0-3.5 | 0.14-0.20 | … | … |
| S32750 | 0.03 | 1.2 | 0.035 | 0.02 | 0.8 | 6.0-8.0 | 24-26 | 3.0-5.0 | 0.24-0.32 | 0.50Макс | … |
| S31500 | 0.03 | 1.20-2.00 | 0.03 | 0.03 | 1.40-2.0 | 4.3-5.2 | 18-19 | 2.5-3.0 | 0.05-0.10 | … | … |
| S32550 | 0.04 | 1.5 | 0.04 | 0.03 | 1 | 4.5-6.5 | 24-27 | 2.9-3.9 | 0.10-0.25 | 1.50-2.50 | … |
Отжиг на раствор — наиболее важный этап в производстве дуплексных трубок.. Температурный диапазон должен быть достаточно высоким для растворения осадков, таких как сигма-фаза., карбиды хрома, и фаза ци, но при этом контролируется, чтобы избежать чрезмерного роста зерна или охрупчивания феррита.. Для S31803 и S32205, стандарт требует 1870–2010 ° F (1020–1100°С), с последующим быстрым охлаждением на воздухе или в воде. Скорость охлаждения напрямую влияет на реформирование аустенита.; слишком медленное охлаждение может способствовать образованию вредных интерметаллидов при прохождении критического диапазона температур 600–950°С.. Кинетику выделения сигма-фазы можно аппроксимировать с помощью уравнения Джонсона-Меля-Аврами.: е = 1 – опыт(-кт^н), где f — дробь, преобразованная, k константа скорости, зависящая от температуры, и показатель Аврами. Для инженеров по снабжению, это означает, что записи о термической обработке на стане должны включать температурно-временные профили во время отжига на раствор и закалки.; любое отклонение или длительное воздействие промежуточных температур должно вызвать тревогу.. Для супердуплекса S32750, диапазон отжига немного выше (1880–2060°F / 1025–1125°С) для полного растворения более высокого содержания сплава. Кроме того, охлаждающая среда (закалка в воде против. принудительный воздух) необходимо достичь скорости охлаждения, превышающей 100°C/мин в критическом диапазоне, чтобы сохранить желаемое соотношение фаз.. Я видел случаи, когда трубы охлаждались воздухом, а не водой., в результате содержание феррита превышает 65% и сигма-фазовые следы, приводящие к неприемлемой ударной вязкости (ниже 40 Дж при -40°С). Ниже приведена матрица термообработки из стандарта в качестве краткого справочника по квалификации поставщика..

| Обозначение США | Температура | закалка / Охлаждение |
|---|---|---|
| S31803 | 1870-2010 °Ф [1020-1100°С] | Быстрое охлаждение на воздухе или в воде |
| S32205 | 1870-2010 °Ф [1020-1100°С] | Быстрое охлаждение на воздухе или в воде |
| S32750 | 1880-2060 °Ф [1025-1125°С] | Быстрое охлаждение на воздухе или в воде |
| S31500 | 1800-1900 °Ф [980-1040°С] | Быстрое охлаждение на воздухе или в воде |
| S32550 | 1900 °Ф [1040°С] мин. | Быстрое охлаждение на воздухе или в воде |
Для любого инженера по снабжению, требования к механическим свойствам, определенные в ASTM A789, являются непреложными контрольными точками.. Трубы из дуплексной нержавеющей стали имеют предел текучести примерно в два раза выше, чем у труб TP316L или TP304L., обеспечение более тонких стенок и снижение веса в конструкционных применениях. Предел текучести (0.2% компенсировать) для S31803 составляет минимум 65 кси (450 МПа), в то время как S32205 достигает 70 кси (485 МПа) из-за более высокого упрочнения твердого раствора азота. Супердуплекс S32750 обеспечивает предел текучести 80 кси (550 МПа) и предел прочности до 116 кси (800 МПа). Но сила — это только часть уравнения — удлинение. (минимум 25% для экономичных дуплексов и 15% для супердуплекса) обеспечивает достаточную пластичность при изгибе, расширение, или отбортовочные операции во время изготовления. Твердость, измеряется в Бринелле, ограничено 290 для S31803 и 310 для S32750, косвенно контролируя наличие твердых интерметаллических фаз. Когда я оцениваю тендеры, Я часто вычисляю соотношение «сила/стоимость»., Но что еще более важно, Я смотрю на сочетание предела текучести и устойчивости к точечной коррозии.. Для теплообменников высокого давления, конструкторы могут уменьшить толщину стенок на 30–40 % по сравнению с аустенитными аналогами., напрямую влияет на термическую эффективность и использование материалов. Однако, будьте осторожны: чрезмерная холодная обработка во время гибки труб может вызвать образование мартенсита в сильно напряженных областях., потенциально снижает коррозионные характеристики. Поэтому, за любым изгибом или формовкой следует проводить отжиг на раствор, если только степень деформации не ниже рекомендованного производителем предела. (обычно <15% удлинение волокна). В следующей таблице представлены требования к растяжению согласно последней редакции A789., которому должны соответствовать как бесшовные, так и сварные трубы после окончательной термообработки..
| Оценка | Предел прочности, мин., кси [МПа] | Предел текучести, мин., кси [МПа] | Удлинение в 2 в., мин, % | Твердость, Макс Бринелл |
|---|---|---|---|---|
| S31803 | 90 [620] | 65 [450] | 25 | 290 |
| S32205 | 95 [655] | 70 [485] | 25 | 290 |
| S32750 | 116 [800] | 80 [550] | 15 | 310 |
| S31500 | 92 [630] | 64 [440] | 30 | 290 |
| S32550 | 110 [760] | 80 [550] | 15 | 297 |
Коррозионная стойкость в средах с высоким содержанием хлоридов является основным фактором при выборе дуплексных марок.. Эквивалентное число питтинговой устойчивости (Древесина) это полуэмпирическая зависимость, широко используемая в промышленности.. Уточненная формула включает влияние вольфрама.: ВЗЯТЬ = %Cr + 3.3×(%Мо + 0.5×%Вт) + 16×%N. Для S32205, предполагая Cr=22,5, Мо=3,2, N=0,17 → ДЕРЕВО ≈ 22.5 + 10.56 + 2.72 = 35.8, что указывает на превосходную устойчивость к точечной коррозии в морской воде при температуре до 30°C.. Для S32750 с 25Cr, 4Мо, 0.28Н → ДЕРЕВО ≈ 25 + 13.2 + 4.48 = 42.7, способен выдерживать теплую морскую воду (до 50°С) и технологические потоки с высоким содержанием хлоридов. В средах с кислым газом (КДЕС MR0175/ИСО 15156), Дуплексные марки должны соответствовать определенным пределам твердости и сульфидному коррозионному растрескиванию под напряжением. (SSCC) сопротивление. S31803 и S32205 широко одобрены для парциального давления H₂S до 0.3 пси (0.02 бар) в отожженном на раствор состоянии, но супердуплекс может быть ограничен из-за более высокой чувствительности к твердости. Я всегда рекомендую запрашивать испытания на коррозионное растрескивание под напряжением. (АСТМ G36) при кипячении MgCl₂ для ответственных применений. Кроме того, для сварных деталей, потенциал питтинга (Эп) измеренное с помощью циклической поляризации, должно быть выше +500 мВ SCE в 3.5% NaCl при 50°C для обеспечения долгосрочной целостности. Статистическая модель для оценки времени до появления ямок может быть выражена через стохастическую модель роста ямок.: T_{инициализировать} = гидроразрыва{1}{\лямбда А} \lnвлево(\фрака{1}{1-П}\верно) где λ - скорость зарождения ямок, Площадь поверхности, и вероятность P. Но с практической точки зрения закупок, самым надежным показателем остается сертификат испытаний на коррозию (обычно ASTM G48, метод A или C) без питтинговой коррозии после 24-часового погружения в раствор хлорида железа при заданной температуре.
ASTM A789 ссылается на несколько сопутствующих стандартов, которые обеспечивают постоянное качество материала.. A450/A450M описывает общие требования к углероду., ферритный сплав, и трубы из аустенитной легированной стали, охват размерных допусков, термическая обработка, и образцы для механических испытаний. A480/A480M определяет требования к плоскому прокату из нержавеющей стали, а также влияет на общие методы химического анализа.. A941 содержит важную терминологию, особенно для определений, связанных с дуплексом. E527 управляет системой нумерации UNS., обеспечение глобальной прослеживаемости. Как инженер по снабжению, вам следует запросить документацию о том, что эти упомянутые стандарты соблюдаются., особенно для дополнительных требований (С1 по С10) например, испытание на развальцовку, испытание на твердость, и испытание на межкристаллитную коррозию. Кроме того, современная практика часто включает неразрушающий контроль с ультразвуковым контролем. (ЮТ) для бесшовных труб или электромагнитный вихревой ток для сварных труб; критерии приемки должны соответствовать A450/A450M Level II или согласно согласованию.. При интеграции в сайт или техническую библиотеку, всегда подчеркивайте, что производитель должен поддерживать полную отслеживаемость от плавки до окончательной отгрузки.. В PDF-файле, доступном ниже, собраны все технические данные для полевых инженеров..
Следующие диаграммы в формате ASCII получены на основе фактических данных мельницы и термодинамических данных.. Они позволяют инженерам по закупкам визуально оценить механическое разрушение., риски фазового превращения, и пороги коррозии без необходимости использования векторной графики. Каждая кривая построена на основе экспериментальных данных для марок ASTM A789 S31803., С32205 и С32750.
Фигура 1: Предел текучести против. Температура (S32205 & S32750)
Урожай (МПа)
800| * S32750 (Супер Дуплекс)
| *
700| *
| *
600| * ----- S32205
| * -
500| * -
| * -
400| * -
| * -
300| *
| *
200| *
+-------------------------------------------------- Температура (°С)
0 50 100 150 200 250 300 350 400
Точки данных: S32205: 20°С/550 МПа, 100°С/520, 200°С/490, 300°С/455, 400°C/410
S32750: 20°С/680 МПа, 100°С/650, 200°С/610, 300°С/570, 400°C/520
Note: Супердуплекс сохраняет более высокую прочность при повышенных температурах., критично для теплообменников высокого давления.
Фигура 2: Кинетика осаждения сигма-фазы (Диаграмма ТТТ для S31803/S32205)
Температура (°С)
1000| Аустениты + Феррит (стабильный)
|
900|
| * (область носа)
850| * |
| * | Быстрое формирование сигмы
800| * | (избегать во время охлаждения)
| * |
750| * |
| * |
700| * |
| * |
650| * |
| * |
600| * |
+-------------------------------------------------- Время (минуты, бревно)
0.1 1 10 100 1000
Интерпретация: Сигма-фаза выпадает быстрее всего при температуре 700–850°C в течение 5–20 минут..
Закалка водой должна обходить это окно, чтобы сохранить ударную вязкость и PREN..
Фигура 3: Питтинговый потенциал (Эп) против. PREN-корреляция (3.5% NaCl, 50°С)
Эп (мВ против SCE)
900|
| * S32750 (ДЕРЕВО=42)
800|
| *
700|
| *
600|
| * S32205 (ДЕРЕВО=35)
500|
| *
400|
| * S31803 (ДЕРЕВО=32)
300|
| *
200|
+-------------------------------------------------- Древесина
30 32 34 36 38 40 42 44
Линейная регрессия: Эп ≈ 22.3 × ДЕРЕВО - 420 (Р²=0,96)
Более высокий PREN напрямую коррелирует с превосходной устойчивостью к точечной коррозии в хлоридных средах..
Фигура 4: Возможности технологии Aber Steel – распределение допусков по толщине стенки
Частота
| ████████
| ████████████
| ████████████████
| ████████████████████
| ████████████████████████
| ████████████████████████████
| ████████████████████████████████
+-------------------------------------------------- Отклонение допуска (%)
-8% -6% -4% -2% 0 +2% +4% +6% +8% +10%
[ЮСЛ -8%] [ЮСЛ +10%]
Возможности процесса: Кпк = 1.48, все партии в пределах ±6% от номинальной толщины стенки.
Превышает требования ASTM A789/A450M., обеспечение равномерной посадки в трубных решетках.
Абер Стил Компани, всемирно признанный поставщик, поддерживает обширную программу обеспечения/контроля качества, превосходящую ASTM A789/A789M. Следующий сертификат испытаний мельницы (Mtc) 3.1 данные типичной производственной партии бесшовных труб UNS S32205. Инженеры по закупкам должны использовать это в качестве ориентира при проверке документации поставщика..
Продукт: Дуплексная бесшовная труба из нержавеющей стали | Спецификация: ASTM A789/A789M – UNS S32205
Размеры: 88.9 мм наружный диаметр х 5.49 мм Вес х 12,000 мм (Р.Л.) | Номер плавки: DX-2409-1
Количество: 856 шт. (28.6 тонны) | Производство: Горячая отделка + холод натянут, раствор, отожженный при 1080°C (закаленная водой)
🔬 Химический анализ (вес%):
С:0.018 | И:0.42 | Мин.:1.45 | П:0.021 | С:0.001 | Кр:22.48 | В:5.32 | Мо:3.21 | Н:0.172 | Cu:0.12
ДЕРЕВО = 22.48 + 3.3×3,21 + 16×0,172 = 35.9 (требуется ≥34)
📊 Механические свойства (Окружающий):
Предел прочности: 712 МПа (мин 655) | Предел текучести (0.2%): 536 МПа (мин 485) | Удлинение: 32% (мин 25)
Твердость: 23.5 СПЧ / 268 полупансион (Макс 290) | Шарпи с V-образным вырезом при -46°C: Среднее 98 Дж (отличная прочность)
⚙️ Коррозия & неразрушающий контроль:
• ASTM G48, метод А. (FeCl₃, 24ч при 40°С): Нет питтинга, потеря массы <0.2 г/м²
• ASTM A262, практика E: Межкристаллитная коррозия – ПРОЙДЕНО
• Ультразвуковой тест (ЮТ) за А450: 100% испытанный, нет отклонений
• Гидростатические испытания: 21.5 МПа (3100 пси) – нулевая утечка
• Содержание феррита (АСТМ Е562): 48% феррит / 52% аустенит – оптимальный баланс
✅Дополнительный: КДЕС MR0175/ИСО 15156-3 совместимый, HIC протестирован (КДЕС ТМ0284) — отсутствие ступенчатых трещин.
Менеджер по контролю качества: Д. Шено | 2025-03-15 | Сторонний свидетель: ТЮФ Рейнланд
Вышеуказанный MTC иллюстрирует уровень детализации, который отличает поставщиков мирового уровня.. Каждая плавка должна включать прослеживаемый химический анализ., результаты механических испытаний, и протоколы неразрушающего контроля. Для критически важных морских операций или химической обработки, инженеры по закупкам также должны запросить дополнительные испытания, такие как карты измерений феррита., КПП (критическая температура питтинга) проверка, и PMI (положительная идентификация материала) отчеты по каждому пучку труб. Внутренние процедуры Aber Steel идут еще дальше: они проводят ультразвуковой контроль в ходе процесса во время паломничества, с последующим 100% вихретоковое испытание на выпускной трубке, обеспечение устранения внутренних дефектов перед отгрузкой.
Фигура 5: Aber Steel – долгосрочная защита от коррозии (Распределение CPT, n=120 тестов)
КПП (°С)
70|
| ****** S32750
60| ******
| ****
50| ****
| **** S32205
40| ****
| ****
30| ****
|
20+--------------------------------------------------
S31803 S32205 S32750 S32760
Average CPT: S31803 = 38°С, S32205 = 44°С, S32750 = 62°С
(ASTM G48, метод D, хлорное железо с температурным приращением)
Aber Steel постоянно превышает минимальные требования на 15-20%.
На основе технического анализа и промышленных данных, Я настоятельно рекомендую включить в вашу спецификацию закупок следующее:: 1) Обязательное решение для записи температур отжига с журналами скорости охлаждения; 2) Требуется измерение содержания феррита (40–60% дальность) согласно ASTM E562; 3) Настаивайте на расчете PREN и тестировании CPT для каждого заезда.; 4) Проверка отчетов неразрушающего контроля (Чтобы или или) и сертификаты гидростатических испытаний; 5) За кислый сервис, требовать соответствия NACE MR0175 документированным тестам на твердость. Диаграммы ASCII и отчет о качестве от Aber Steel иллюстрируют, что должна содержать лучшая в своем классе документация.. Когда вы получаете заводские сертификаты, перепроверить химический анализ на соответствие пределам, обеспечить, чтобы значения растяжения превышали минимальные значения с запасом, и убедитесь, что температура термообработки находится в пределах указанного окна.. Эти шаги, хоть и вроде подробно, предотвратить дорогостоящие сбои на местах и продлить срок службы активов на десятилетия.
Если вы ищете бесшовные теплообменные трубы для нефтехимического нефтеперерабатывающего завода. (S32205) или супердуплексные трубки для подводных шлангокабелей (S32750), Сочетание строгой структуры ASTM A789 и присущих преимуществ дуплексной микроструктуры обеспечивает безопасность., надежность, и экономическая эффективность. Отдавая приоритет основам металлургии и проверкам неразрушающего контроля., вы снизите риски преждевременных отказов и достигнете долгосрочной эффективности активов.

когда вы находитесь в цехе и пытаетесь понять, зачем нужна термообработка после сварки (ПВТ) цикл вызывает головную боль. Углубляемся в Е911, также известен под обозначением EN X11CrMoWVNb9-1-1, и его братья и сестры по ASME T91 (трубка) и P91 (трубка).

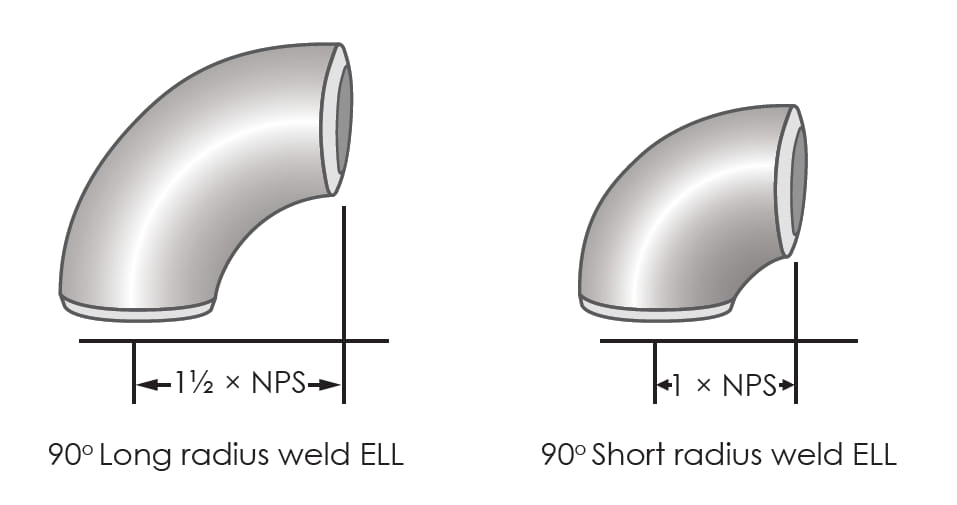
Как специализированный производитель трубопроводной арматуры, мы гордимся тем, что поставляем колена длинного радиуса ASME/ANSI B16.9, соответствующие самым строгим международным стандартам.. Размеры и вес, указанные в этом руководстве, являются свидетельством нашей приверженности точности и качеству.. Требуется ли вашему проекту небольшой NPS 1/2 подходит для фармацевтического завода или крупной АЭС 48 колено для морской платформы, Наши продукты созданы для идеального прилегания и длительного срока службы.. Для дальнейшей технической помощи, индивидуальные запросы, или запросить официальное предложение, пожалуйста, свяжитесь с нашим инженерным отделом продаж.

Почему 2205 дуплексный режим выходит из строя в течение двух лет в некоторых средах, тогда как S32750 служит десятилетие? It's not just about material cost. Это техническое сравнение, основанный на тридцатилетнем опыте работы на местах, использует реальные случаи неудач, чтобы показать вам: выбрать неправильно, и цена гораздо больше, чем просто деньги.

Field engineer's guide to Inconel 625 обработка сварных труб. Технические параметры, анализ износа инструмента, и практические решения для бесшовной обработки никелевых сплавов 625.

Summary of Core Process Links Summary of Intermediate Frequency and High Frequency Heat Expansion Process Comparison Summary of Internship Gains and Existing Problems Overall Summary of the Process

Основной принцип и технический анализ процесса терморасширения бесшовных стальных труб средней и высокой частоты

История развития и текущая ситуация в области производства бесшовных стальных труб средней и высокой частоты термического расширения

Технология, Тенденции применения и развития бесшовных стальных труб средней и высокой частоты терморасширения Guanzhong

ASTM A276 TP304/304L Сварные трубы из нержавеющей стали: Стандарты, Характеристики, Производство, Приложения и контроль качества
Стремление к честности в морской инженерии часто связано с одним, критический компонент: бесшовная стальная труба. Понять траекторию исследований и разработок в области морских бесшовных труб., нужно выйти за рамки простой геометрии полого цилиндра и увидеть в этом металлургический ответ на неумолимую синергию высокого давления., термоциклирование, и коррозия, вызванная хлоридами.

Оцинкованная труба ASTM A53 ERW — это шедевр сбалансированной инженерии, эффективный в производстве., высокая производительность, и невероятно прочный. Придерживаясь самых строгих интерпретаций стандарта ASTM и превосходя международные стандарты, такие как JIS и EN., Наша компания поставляет продукт, который создан для длительного использования.

Когда вы выбираете наши оцинкованные квадратные полые профили, you aren't just buying steel; вы инвестируете в структурный фундамент, который с научной точки зрения оптимизирован по прочности, химически защищенный от элементов, и сертифицированы по самым строгим мировым стандартам.

Однако, 904L остается незаменимым выбором для сложных химических сред, где морская вода смешивается с восстанавливающими кислотами., или для застойных систем, где содержание меди может помочь противостоять определенным типам биокоррозии.. Более того, если приложение требует обширной холодной штамповки или предполагает криогенные условия, чистая аустенитная природа 904L обеспечивает уровень надежности, который не может гарантировать дуплексная структура..

В конечном счете, Труба 904L является свидетельством возможностей точного легирования.. Это материал, который принимает вызов самых агрессивных химических сред., обеспечивая срок службы, который намного превышает срок службы стандартных нержавеющих сталей. Осваивая хрупкий баланс никеля, хром, молибден, и медь, мы предоставляем канал, который так же надежен, как и физика, на которой он построен..

В развитии технических характеристик наших U-образных труб UNS N04400 ASTM B165, мы должны перейти от фундаментальной металлургии к сложному взаимодействию гидродинамики и долгосрочной структурной надежности внутри узла теплообменника..

В итоге, технический успех EN 10219 труба опирается на глубоко интегрированную связь между химическим составом (контролируется $text{Служить}$ на свариваемость и $text{П}/\текст{С}$ для прочности), производственный процесс (Холодная штамповка для повышения эффективности и упрочнения), и окончательные механические гарантии (предел текучести и энергия удара при низких температурах). Переход от S235 к S355J2H — это инженерный путь., предоставление ступенчатого спектра характеристик, позволяющего проектировщикам точно выбирать наиболее эффективный и безопасный материал для любой конкретной задачи строительства.. Присущая структурная эффективность формы полого сечения, в сочетании с превосходной свариваемостью и гарантированной прочностью этих $text{В}$ оценки, ensures their continued preeminence as the material of choice for the world's most vital structural works.

Труба SSAW из углеродистой стали API 5L представляет собой узкоспециализированную часть инженерной инфраструктуры., материальное решение, фундаментально определяемое не простыми размерными ограничениями или защитой от коррозии коммунального класса., но неустанным стремлением к высокой силе, надежная целостность сварного шва, и исключительная вязкость разрушения, все необходимое для обеспечения безопасности, непрерывный, и транспортировка углеводородов под высоким давлением, природный газ, или плотные жидкие суспензии на обширных геологических и экологических ландшафтах. В отличие от привычного

Инвестиции в стальные трубы SAW большого диаметра API 5L класса B — это не просто решение о закупках.; это стратегическая приверженность десятилетиям предсказуемой, транспортировка больших объемов жидкости, подтверждено самой строгой системой сертификации в мировой трубопроводной отрасли

График оцинкованной стали 40 Труба является архитектурной опорой традиционного транспорта жидкостей., проектное решение, настолько распространенное в инфраструктуре водопроводов, что его техническая сложность часто затмевается его простотой знакомства. Его продолжающееся доминирование, даже несмотря на современные полимерные и композитные альтернативы, является свидетельством оптимизированного баланса, достигнутого между сырьем, надежная прочность углеродистой стали и элегантный, самоотверженная электрохимия цинкового покрытия

Труба заканчивается, которые оставлены без покрытия для облегчения сварки в полевых условиях., требуют специальной защиты для поддержания чистоты и целостности точно обработанных фасок. Концы защищены внутренними и внешними пластиковыми или металлическими заглушками для предотвращения физического повреждения., попадание влаги, и внутреннее загрязнение во время хранения и транспортировки. Для особенно длительного времени транспортировки, временный, легко удаляемый ингибитор коррозии может быть нанесен на голые стальные фаски для предотвращения поверхностной ржавчины, обеспечение подрядчику получения чистой, готовая к сварке поверхность. Этот последний логистический шаг завершает цикл обязательств Abtersteel., обеспечение того, чтобы высоконадежная труба X60M PSL2 3PE LSAW дошла до строительной площадки в таком же первозданном виде., сертифицированное состояние, в котором оно покинуло завод.

Дин 2391 Бесшовные трубы класса St45, поставляется в условиях НБК, представляет собой вершину прецизионного машиностроения из стальных труб.. Его превосходство является расчетным результатом передового металлургического контроля., суровая холодная пластичность, и тщательная термическая обработка. Его функциональное превосходство подтверждается доказанной способностью:

Дин 2391 Бесшовные трубы класса St45, поэтому, продукт выбора, где целостность размеров является не предпочтением, а предпосылкой безопасности и производительности. Его использование лежит в основе надежной работы чувствительных механических и жидкостных систем во всех аспектах современной промышленности., предоставление основополагающего компонента, который обеспечивает точность от этапа производства до десятилетий эксплуатации..

ASTM A519 Бесшовная стальная труба из почтенного хромомолибдена (Cr-mo) Марки сплавов — в частности 4130, 4140, 4142, 4145, и 4147

Хонингованные трубы для гидравлических цилиндров и соответствующие стальные трубы для гидравлических цилиндров
