

Aleación de níquel ASTM B729 UNS N08020 20 Tubería sin costura & Tubo
Aleación de níquel ASTM B729 UNS N08020 20 Tubería sin costura & Tubo
Bridas de cuello largo para soldar (contra)

Relación entre el diámetro nominal, Diámetro interior y diámetro exterior de tubos de acero

EN 10216 Los tubos de acero sin costura son tubos para equipos de presión estándar europeos diseñados específicamente para servicios de alta temperatura y aplicaciones de presión elevada.. Fabricado con grados de acero aleado y sin alear, Estos tubos sin costura se prueban rigurosamente para cumplir con los exigentes requisitos de la generación de energía., petroquímico, y refinerías. A diferencia de los tubos estructurales estándar, EN 10216 Las tuberías están diseñadas con un margen de seguridad garantizado en condiciones de fluencia., ciclo térmico, y carga de presión interna.
Tubería WP304 Accesorios Existencias

ASTM A789/A789M cubre grados de espesor de pared nominal, Tubería de acero inoxidable para servicios que requieren resistencia general a la corrosión., con especial énfasis en la resistencia al agrietamiento por corrosión bajo tensión. Estos aceros son susceptibles a la fragilización si se utilizan durante períodos prolongados a temperaturas elevadas.. Para ingenieros de adquisiciones y especialistas metalúrgicos, Seleccionar el grado dúplex correcto no se trata simplemente de cumplir con una especificación, sino de comprender el delicado equilibrio de la microestructura ferrítica-austenítica., El impacto de las rutas de procesamiento., y los ciclos térmicos precisos que dictan el rendimiento del servicio a largo plazo. La familia dúplex (austenitas + ferrita en proporciones aproximadamente iguales) ofrece una fuerza excepcional, a menudo el doble que los grados austeníticos convencionales de la serie 300, combinado con una resistencia superior al agrietamiento por corrosión bajo tensión de cloruro. Pero el matiz está en la ventana de fabricación.: La soldadura y el tratamiento térmico deben controlarse estrictamente para evitar fases intermetálicas perjudiciales como sigma. (a) o chi (h). Cuando pienso en escenarios típicos de adquisición: paquetes de intercambiadores de calor para plataformas marinas, Tubos de sobrecalentador en ambientes marinos., o incluso plantas de procesamiento químico: la norma ASTM A789 proporciona el marco riguroso para garantizar la integridad mecánica y la resistencia a la corrosión.. en mi experiencia, Los ingenieros a menudo subestiman la importancia de las ventanas de temperatura de recocido en solución.; una desviación de tan solo 20°C puede alterar el equilibrio ferrita/austenita del rango óptimo de 40-60%, reduciendo drásticamente los números equivalentes de resistencia a las picaduras (Madera).
Los grados de tubos de acero inoxidable ASTM A789/A789M incluyen S31803, S32205, S31500, S32550, S31200, S31260, S32001, S32304, S39274, S32750, S32760, S32900, S32950, S39277, S32520, S32906. Cada designación del UNS conlleva una envoltura química distinta., umbral mecánico, y perfil de corrosión. Entre estos, S31803 (el dúplex original de 22Cr) y S32205 (una versión refinada con un control más estricto del nitrógeno y el molibdeno) dominar el mercado, mientras que S32750 (súper dúplex, 25cr) Proporciona máxima resistencia en aplicaciones de servicio ácido y agua de mar altamente agresivas.. La norma exige que los tubos se fabriquen mediante procesos sin costura o soldados sin adición de metal de relleno., asegurando la homogeneidad. Pero, ¿qué significa eso en la práctica?? Los tubos dúplex sin costura requieren perforación y peregrinación o estirado en frío.; La tasa de endurecimiento por trabajo de los aceros dúplex es sustancialmente mayor que la de los aceros austeníticos., exigentes equipos de molino robustos y recocido entre etapas. tubos soldados, por otro lado, someterse a GTAW autógeno o soldadura láser, y la costura de soldadura debe exhibir propiedades mecánicas equivalentes a las del metal base después del tratamiento térmico adecuado posterior a la soldadura. (PWHT). La norma hace referencia a A450/A450M para requisitos generales., que dicta las tolerancias, métodos de prueba, y protocolos de inspección. Como profesional de adquisiciones, debe verificar que el fabricante realice pruebas de aplanamiento a gran escala, pruebas hidrostáticas, y examen ultrasónico o por corrientes parásitas, porque un defecto menor no detectado en un tubo dúplex puede convertirse en una falla catastrófica bajo una carga térmica cíclica..
Estándar: ASTM A789/A789M, ASMESA789
Tubo sin costura & Tamaño del tubo: 1/2” to 8” (nominal bore). Tubo soldado & Tamaño del tubo: 6” to 24”. Diámetro exterior: 6.0-630milímetros.
Horarios: 10s, 20, 40s, 40, 60, 80s, 80, 100, 120, 140, 160, XXH. Espesor de la pared: 1mm to 50mm.
Forma: Redondo. Longitud: Single Random Length, Double Random Length, or custom, max length 25000mm.
When evaluating duplex stainless steels for critical applications, the underlying metallurgy dictates every performance attribute. The primary goal during solution annealing is to achieve a microstructure comprising approximately 50% ferrito (δ) y 50% austenitas (do). Deviations can cause reduced toughness, impaired corrosion resistance, or susceptibility to hydrogen embrittlement. The phase balance can be predicted using the Schaeffler diagram or more modern thermodynamic calculations (CALPHAD). Sin embargo, a practical formula often employed in mills to estimate the ferrite number (FN) for duplex grades is based on the Cr and Ni equivalents: Cr_eq = Cr + Mes + 1.5×Si + 0.5×Nb and Ni_eq = Ni + 30×C + 0.5×Mn + 30×N. Para UNS S32205, un Cr_eq típico de ~25-27 y Ni_eq de ~12-14 produce un contenido de ferrita del 40 al 55 % a una temperatura de recocido en solución de 1040 a 1100 °C. ¿Por qué esto importa?? Durante la soldadura, la zona afectada por el calor (ZAT) experimenta ciclos térmicos rápidos; si el material base no está recocido por solución adecuadamente, Los nitruros de cromo o la fase sigma pueden precipitar en los límites de los granos., lo que resulta en corrosión por picaduras localizada incluso en ambientes ligeramente clorados.. Recuerdo un caso en el que un conjunto de intercambiador de calor fabricado con S31803 sufrió una falla prematura dentro de 18 meses: el análisis microestructural reveló un contenido de ferrita superior 70% en el tubo original debido a una temperatura de recocido insuficiente, lo que lleva a la corrosión selectiva de la ferrita y al agrietamiento inducido por cloruro. la comida para llevar: Solicite siempre certificados de prueba de fábrica. (MTC) que incluyen medición de ferrita (normalmente mediante análisis de imágenes o ferritoscopio) junto con los resultados completos de las pruebas mecánicas y de corrosión. Además, el concepto de número equivalente de resistencia a las picaduras (Madera) ofrece un índice comparativo: TOMA = %Cr + 3.3×%mes + 16×%N. Para S31803, PREN normalmente oscila entre 32 y 34, mientras que S32205 alcanza 34–36, y S32750 (súper dúplex) cuenta con PREN >40. En tuberías de superficie marinas, PREN ≥40 suele ser obligatorio para la exposición directa al agua de mar..

Los límites químicos precisos definidos en ASTM A789 sirven como piedra angular para la resistencia mecánica y la resistencia a la corrosión.. Para los tres grados emblemáticos: S31803, S32205, S32750: los límites no son arbitrarios sino que se derivan de décadas de experiencia industrial. Examinemos las distinciones sutiles pero críticas. S31803 fue el primer grado dúplex ampliamente comercializado, con cromo 21-23%, molibdeno 2,5–3,5%, níquel 4,5–6,5%, y nitrógeno 0,08–0,20%. Sin embargo, su rango de nitrógeno permitía niveles tan bajos como 0.08%, lo que podría causar una reformación insuficiente de austenita al soldar. S32205 se presentó como una versión "restringida", nitrógeno obligatorio 0,14–0,20 %, cromo 22-23% (más apretado), y molibdeno 3,0–3,5%. El resultado: Soldabilidad mejorada y una microestructura dúplex más estable.. S32750 va más allá con cromo 24–26%, molibdeno 3,0–5,0%, níquel 6–8%, y nitrógeno 0,24–0,32%. Este alto contenido de aleación aumenta significativamente la temperatura crítica de picadura. (CPT) a más de 50°C en agua de mar natural. Desde el punto de vista de las adquisiciones, La composición química también influye en el coste de fabricación: un mayor contenido de Mo y Ni aumenta el precio de la materia prima., pero para aplicaciones que involucran ambientes con alto contenido de cloruro o H₂S, La confiabilidad a largo plazo supera el gasto de capital inicial.. Al auditar a los proveedores, Preste mucha atención a la medición del delta-ferrita después del recocido en solución y a la ausencia de fases secundarias mediante ASTM E562 o E1245.. Además, La norma estipula que las tolerancias de análisis del producto deben ajustarse a A480/A480M.; cualquier desviación fuera de estas tolerancias debería provocar el rechazo a menos que se acuerde lo contrario.. Siempre recomiendo a los clientes que incorporen una cláusula en la orden de compra que requiera pruebas de corrosión intergranular presenciadas por terceros. (ASTM A262 Practice E) y picaduras de medidas potenciales (ASTM G61) para lotes de calificación. A continuación se muestra la matriz de composición química detallada extraída de los requisitos básicos de la norma., que cualquier ingeniero de abastecimiento responsable debe examinar antes de finalizar la selección de proveedores.
| designación estadounidense | C máx. | Mn Max | P Max | S Max | Si máx. | En | cr | Mes | norte | Cu | Otros |
|---|---|---|---|---|---|---|---|---|---|---|---|
| S31803 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 21.0-23.0 | 2.5-3.5 | 0.08-0.20 | … | … |
| S32205 | 0.03 | 2 | 0.03 | 0.02 | 1 | 4.5-6.5 | 22-23 | 3.0-3.5 | 0.14-0.20 | … | … |
| S32750 | 0.03 | 1.2 | 0.035 | 0.02 | 0.8 | 6.0-8.0 | 24-26 | 3.0-5.0 | 0.24-0.32 | 0.50máximo | … |
| S31500 | 0.03 | 1.20-2.00 | 0.03 | 0.03 | 1.40-2.0 | 4.3-5.2 | 18-19 | 2.5-3.0 | 0.05-0.10 | … | … |
| S32550 | 0.04 | 1.5 | 0.04 | 0.03 | 1 | 4.5-6.5 | 24-27 | 2.9-3.9 | 0.10-0.25 | 1.50-2.50 | … |
El recocido en solución es el paso más crítico en la fabricación de tubos dúplex. La ventana de temperatura debe ser lo suficientemente alta para disolver precipitados como la fase sigma., carburos de cromo, y fase chi, aún controlado para evitar el crecimiento excesivo del grano o la fragilización de la ferrita. Para S31803 y S32205, el estándar exige 1870–2010°F (1020–1100°C), seguido de un enfriamiento rápido en aire o agua. La velocidad de enfriamiento influye directamente en la reformación de la austenita.; Un enfriamiento demasiado lento puede promover la formación de intermetálicos nocivos durante el paso por el rango de temperatura crítico de 600 a 950 °C.. La cinética de la precipitación en fase sigma se puede aproximar utilizando la ecuación de Johnson-Mehl-Avrami.: f = 1 – exp.(-k^n), donde f es la fracción transformada, k la constante de velocidad depende de la temperatura, y n el exponente de Avrami. Para ingenieros de adquisiciones, Esto significa que los registros de tratamiento térmico del molino deben incluir perfiles de tiempo y temperatura durante el recocido y enfriamiento en solución.; cualquier desviación o exposición prolongada a temperaturas intermedias debería generar señales de alerta. Para súper dúplex S32750, el rango de recocido es ligeramente mayor (1880–2060°F / 1025–1125°C) para disolver completamente el mayor contenido de aleación. Además, el medio de enfriamiento (enfriamiento con agua vs. aire forzado) debe alcanzar una velocidad de enfriamiento superior a 100 °C/min en el rango crítico para preservar la relación de fases deseada. He visto casos en los que los tubos se enfriaban con aire en lugar de con agua., resultando en un contenido de ferrita superior 65% y trazas de fase sigma, lo que lleva a una resistencia al impacto inaceptable (abajo 40 J a -40°C). A continuación se muestra la matriz de tratamiento térmico de la norma como referencia rápida para la calificación de proveedores..

| designación estadounidense | Temperatura | Aplacar / Enfriamiento |
|---|---|---|
| S31803 | 1870-2010 °F [1020-1100°C] | Enfriamiento rápido en aire o agua. |
| S32205 | 1870-2010 °F [1020-1100°C] | Enfriamiento rápido en aire o agua. |
| S32750 | 1880-2060 °F [1025-1125°C] | Enfriamiento rápido en aire o agua. |
| S31500 | 1800-1900 °F [980-1040°C] | Enfriamiento rápido en aire o agua. |
| S32550 | 1900 °F [1040°C] mín.. | Enfriamiento rápido en aire o agua. |
Para cualquier ingeniero de adquisiciones, Los requisitos de propiedades mecánicas definidos en ASTM A789 son puntos de control no negociables.. Los tubos de acero inoxidable dúplex ofrecen valores de límite elástico aproximadamente el doble que los de TP316L o TP304L., permitiendo diseños de paredes más delgadas y ahorros de peso en aplicaciones estructurales. El límite elástico (0.2% compensar) para S31803 es un mínimo de 65 ksi (450 MPa), mientras que S32205 logra 70 ksi (485 MPa) debido al mayor fortalecimiento de la solución sólida de nitrógeno. Super duplex S32750 ofrece un límite elástico de 80 ksi (550 MPa) y resistencia a la tracción hasta 116 ksi (800 MPa). Pero la fuerza es sólo una parte de la ecuación: el alargamiento (mínimo 25% para dúplex eficiente y 15% para súper dúplex) Garantiza una ductilidad adecuada para la flexión., en expansión, o operaciones de bridado durante la fabricación. Dureza, medido en Brinell, está limitado a 290 para S31803 y 310 para S32750, controlar indirectamente la presencia de fases intermetálicas duras. Cuando evalúo ofertas, A menudo calculo la relación “resistencia-coste”, Pero lo más importante, Miro la combinación de límite elástico y resistencia a las picaduras.. Para intercambiadores de calor de alta presión, los diseñadores pueden reducir el espesor de la pared entre un 30% y un 40% en comparación con sus homólogos austeníticos, impactando directamente la eficiencia térmica y el uso de materiales. Sin embargo, ser cauteloso: El trabajo excesivo en frío durante el doblado de tubos puede inducir la formación de martensita en regiones altamente tensas., reduciendo potencialmente el rendimiento contra la corrosión. Por lo tanto, cualquier curvatura o formación debe ir seguida de un recocido en solución a menos que el grado de deformación esté por debajo del límite recomendado por el fabricante. (típicamente <15% elongación de la fibra). La siguiente tabla proporciona los requisitos de tracción según la última edición A789., que deben cumplir tanto los tubos sin costura como los soldados después del tratamiento térmico final.
| Calificación | Resistencia a la tracción, mín., ksi [MPa] | Fuerza de producción, mín., ksi [MPa] | Elongación en 2 en., mín., % | Dureza, Max Brinell |
|---|---|---|---|---|
| S31803 | 90 [620] | 65 [450] | 25 | 290 |
| S32205 | 95 [655] | 70 [485] | 25 | 290 |
| S32750 | 116 [800] | 80 [550] | 15 | 310 |
| S31500 | 92 [630] | 64 [440] | 30 | 290 |
| S32550 | 110 [760] | 80 [550] | 15 | 297 |
La resistencia a la corrosión en ambientes cargados de cloruro es el principal factor para seleccionar grados dúplex. El número equivalente de resistencia a las picaduras (Madera) Es una relación semiempírica utilizada ampliamente en la industria.. Una fórmula refinada incluye influencia de tungsteno.: TOMA = %Cr + 3.3×(%Mes + 0.5×%W) + 16×%N. Para S32205, suponiendo Cr=22,5, Mes=3,2, N=0,17 → MADERA ≈ 22.5 + 10.56 + 2.72 = 35.8, indicando una excelente resistencia a las picaduras en agua de mar hasta 30°C. Para S32750 con 25Cr, 4Mes, 0.28norte → MADERA ≈ 25 + 13.2 + 4.48 = 42.7, capaz de soportar agua de mar cálida (hasta 50°C) y corrientes de proceso con alto contenido de cloruro. En ambientes con gases ácidos (NACE MR0175/ISO 15156), Los grados dúplex deben cumplir límites de dureza específicos y corrosión bajo tensión por sulfuro. (SSCC) resistencia. S31803 y S32205 están ampliamente aprobados para presiones parciales de H₂S de hasta 0.3 psi (0.02 bar) en la condición de recocido en solución, pero el modo súper dúplex puede estar restringido debido a una mayor sensibilidad a la dureza.. Siempre recomiendo solicitar pruebas de corrosión bajo tensión. (ASTM G36) en ebullición MgCl₂ para aplicaciones críticas. Además, para componentes soldados, el potencial de picaduras (Ep.) medido mediante polarización cíclica debe estar por encima +500 mV SCE en 3.5% NaCl a 50°C para garantizar la integridad a largo plazo. Un modelo estadístico para estimar el tiempo hasta la iniciación del tajo se puede expresar a través del modelo estocástico de crecimiento del tajo.: T_{inicio} = frac{1}{\lambda A} \enizquierda(\FRAC{1}{1-PAG}\bien) donde λ es la tasa de nucleación del hoyo, una superficie, y probabilidad P. Pero desde un punto de vista práctico de adquisiciones, el indicador más fiable sigue siendo el certificado de prueba de corrosión (típicamente ASTM G48 Método A o C) sin picaduras después de 24 horas de inmersión en una solución de cloruro férrico a la temperatura especificada.
ASTM A789 hace referencia a varios estándares complementarios que garantizan una calidad constante del material.. A450/A450M describe los requisitos generales para el carbono, aleación ferrítica, y tubos de acero aleado austenítico, cubriendo tolerancias dimensionales, tratamiento térmico, y probetas mecánicas. A480/A480M define los requisitos de acero inoxidable laminado plano pero también influye en los métodos generales de análisis químico.. A941 proporciona terminología crucial, especialmente para definiciones relacionadas con dúplex. E527 gobierna el sistema de numeración UNS, garantizar la trazabilidad global. Como ingeniero de adquisiciones, debe solicitar documentación de que se cumplen estos estándares a los que se hace referencia, particularmente para requisitos adicionales (S1 a S10) como prueba de quema, prueba de dureza, y ensayo de corrosión intergranular. Además, Las prácticas modernas a menudo incorporan END con pruebas ultrasónicas. (Utah) para tubos sin costura o corrientes parásitas electromagnéticas para tubos soldados; Los criterios de aceptación deben ser según A450/A450M Nivel II o según lo acordado.. Al integrarse en un sitio web o biblioteca técnica, Resalte siempre que el fabricante mantendrá la trazabilidad total desde la fusión hasta el envío final.. La descarga en PDF disponible a continuación compila la hoja de datos técnicos completa para ingenieros de campo..
Los siguientes gráficos basados en ASCII se derivan de datos reales de fábrica y datos termodinámicos.. Permiten a los ingenieros de adquisiciones captar visualmente la degradación mecánica., riesgos de transformación de fase, y umbrales de corrosión sin necesidad de gráficos vectoriales. Cada curva se construye a partir de conjuntos de datos experimentales para ASTM A789 grados S31803., S32205 y S32750.
Cifra 1: Límite elástico vs.. Temperatura (S32205 & S32750)
Producir (MPa)
800| * S32750 (Súper Dúplex)
| *
700| *
| *
600| * ----- S32205
| * -
500| * -
| * -
400| * -
| * -
300| *
| *
200| *
+-------------------------------------------------- Temperatura (°C)
0 50 100 150 200 250 300 350 400
Puntos de datos: S32205: 20°C/550MPa, 100°C/520, 200°C/490, 300°C/455, 400°C/410
S32750: 20°C/680MPa, 100°C/650, 200°C/610, 300°C/570, 400°C/520
Note: El súper dúplex conserva una mayor resistencia a temperaturas elevadas, crítico para los intercambiadores de calor HP.
Cifra 2: Cinética de precipitación en fase sigma (Diagrama TTT para S31803/S32205)
Temperatura (°C)
1000| Los austenitas + Ferrito (estable)
|
900|
| * (región de la nariz)
850| * |
| * | Formación rápida de sigma
800| * | (evitar durante el enfriamiento)
| * |
750| * |
| * |
700| * |
| * |
650| * |
| * |
600| * |
+-------------------------------------------------- Tiempo (minutos, registro)
0.1 1 10 100 1000
Interpretación: La fase sigma precipita más rápido entre 700 y 850 °C en 5 a 20 minutos.
El enfriamiento con agua debe pasar por alto esta ventana para mantener la tenacidad y el PREN..
Cifra 3: Potencial de picaduras (Ep.) vs. Correlación PREN (3.5% NaCl, 50°C)
Ep. (mV frente a SCE)
900|
| * S32750 (MADERA=42)
800|
| *
700|
| *
600|
| * S32205 (MADERA=35)
500|
| *
400|
| * S31803 (MADERA=32)
300|
| *
200|
+-------------------------------------------------- Madera
30 32 34 36 38 40 42 44
Regresión lineal: Ep ≈ 22.3 × MADERA - 420 (R²=0,96)
Un PREN más alto se correlaciona directamente con una resistencia superior a las picaduras en medios de cloruro.
Cifra 4: Capacidad del proceso de Aber Steel: distribución de tolerancia del espesor de pared
Frecuencia
| ████████
| ████████████
| ████████████████
| ████████████████████
| ████████████████████████
| ████████████████████████████
| ████████████████████████████████
+-------------------------------------------------- Desviación de tolerancia (%)
-8% -6% -4% -2% 0 +2% +4% +6% +8% +10%
[USL -8%] [USL +10%]
Capacidad de proceso: Cpk = 1.48, todos los lotes dentro del ±6% del espesor nominal de la pared.
Supera los requisitos ASTM A789/A450M., asegurando un ajuste consistente en las placas tubulares.
Compañía de acero Aber, un proveedor reconocido mundialmente, mantiene un extenso programa de control de calidad que excede ASTM A789/A789M. El siguiente certificado de prueba de fábrica (MTC) 3.1 datos de un lote de producción típico para tubos sin costura UNS S32205. Los ingenieros de adquisiciones deberían utilizar esto como punto de referencia al auditar la documentación de los proveedores..
Producto: Tubo sin costura de acero inoxidable dúplex | Especificación: ASTM A789/A789M – UNS S32205
Dimensiones: 88.9 mm DE x 5.49 mm PESO x 12,000 milímetros (RL) | Número de calor: DX-2409-1
Cantidad: 856 piezas (28.6 montones) | Fabricación: acabado en caliente + fría dibujada, solución recocida 1080°C (agua apagada)
🔬 Análisis químico (% en peso):
c:0.018 | Y:0.42 | Minnesota:1.45 | PAG:0.021 | S:0.001 | cr:22.48 | En:5.32 | Mes:3.21 | norte:0.172 | Cu:0.12
MADERA = 22.48 + 3.3×3.21 + 16×0,172 = 35.9 (≥34 requeridos)
📊 Propiedades mecánicas (Ambiente):
Resistencia a la tracción: 712 MPa (mín. 655) | Fuerza de producción (0.2%): 536 MPa (mín. 485) | Alargamiento: 32% (mín. 25)
Dureza: 23.5 CDH / 268 media pensión (máximo 290) | Muesca en V Charpy a -46°C: promedio 98 j (excelente dureza)
⚙️ Corrosión & END:
• ASTM G48 Método A (FeCl₃, 24h a 40°C): Sin picaduras, pérdida de masa <0.2 g/m²
• ASTM A262 Práctica E: Corrosión intergranular – PASADO
• Prueba ultrasónica (Utah) por A450: 100% Probado, sin indicaciones rechazables
• Prueba hidrostática: 21.5 MPa (3100 psi) – cero fugas
• Contenido de ferrita (Norma ASTM E562): 48% ferrito / 52% austenita – equilibrio óptimo
✅ Suplementario: NACE MR0175/ISO 15156-3 obediente, HIC probado (NACE TM0284) – sin grietas escalonadas.
Gerente de control de calidad: D. Chenault | 2025-03-15 | Testigo de terceros: TÜV Renania
El MTC anterior ejemplifica el nivel de detalle que distingue a los proveedores de clase mundial.. Cada serie debe incluir análisis químicos trazables., resultados de pruebas mecánicas, y registros de exámenes no destructivos. Para aplicaciones críticas de procesamiento químico o en alta mar, Los ingenieros de adquisiciones también deben solicitar pruebas complementarias, como mapas de medición de ferrita., CPT (temperatura crítica de picaduras) verificación, y PMI (identificación positiva del material) informes para cada haz de tubos. Los procedimientos internos de Aber Steel van un paso más allá: Realizan pruebas ultrasónicas en proceso durante el peregrinaje., seguido por 100% Prueba de corrientes parásitas en el tubo final., Asegurar que los defectos del subsuelo se eliminen antes del envío..
Cifra 5: Aber Steel: rendimiento contra la corrosión a largo plazo (Distribución CPT, n=120 pruebas)
CPT (°C)
70|
| ****** S32750
60| ******
| ****
50| ****
| **** S32205
40| ****
| ****
30| ****
|
20+--------------------------------------------------
S31803 S32205 S32750 S32760
Average CPT: S31803 = 38°C, S32205 = 44°C, S32750 = 62°C
(ASTM G48 Método D, cloruro férrico con incrementos de temperatura)
Aber Steel supera sistemáticamente los requisitos mínimos al 15-20%.
Basado en la revisión técnica y datos industriales., Recomiendo encarecidamente incorporar lo siguiente en su especificación de adquisición: 1) Ordenar registros de temperatura de recocido de solución con registros de velocidad de enfriamiento; 2) Requiere medición del contenido de ferrita (40–60% rango) según ASTM E562; 3) Insistir en el cálculo de PREN y las pruebas de CPT para cada serie; 4) Verificar informes de END (a o o) y certificaciones de pruebas hidrostáticas; 5) Para servicio agrio, Exija el cumplimiento de NACE MR0175 con pruebas de dureza documentadas.. Los gráficos ASCII y el informe de calidad de Aber Steel ilustran lo que debe contener la mejor documentación de su clase.. Cuando recibe los certificados de fábrica, cotejar el análisis químico con los límites, Asegúrese de que los valores de tracción superen los mínimos con margen., y verificar que la temperatura del tratamiento térmico esté dentro de la ventana especificada. Estos pasos, aunque aparentemente detallado, Evite costosas fallas en el campo y extienda la vida útil de los activos por décadas..
Ya sea que esté abasteciendo tubos intercambiadores de calor sin costura para una refinería petroquímica (S32205) o tubos súper dúplex para sistemas umbilicales submarinos (S32750), la combinación del marco riguroso de ASTM A789 y las ventajas inherentes de la microestructura dúplex garantiza la seguridad, fiabilidad, y rentabilidad. Priorizando los fundamentos metalúrgicos y las verificaciones de pruebas no destructivas., Mitigará los riesgos de fallas prematuras y logrará el rendimiento de los activos a largo plazo..

cuando estás en el taller tratando de descubrir por qué un tratamiento térmico posterior a la soldadura (PWHT) El ciclo está causando dolor de cabeza.. Nos adentramos en el E911., también conocido por su designación EN X11CrMoWVNb9-1-1, y sus hermanos ASME T91 (tubo) y P91 (tubo).

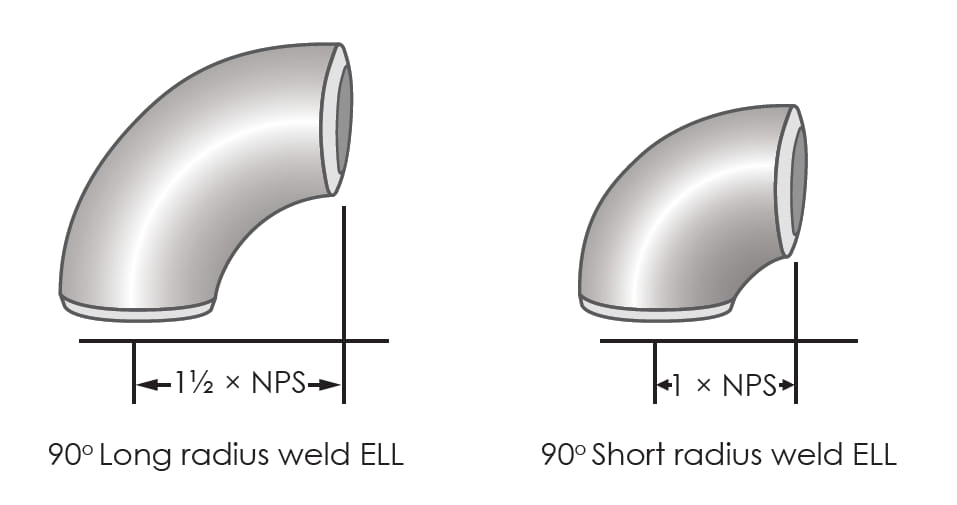
Como fabricante dedicado de accesorios para tuberías, Nos enorgullecemos de ofrecer codos de radio largo ASME/ANSI B16.9 que cumplen con los estándares internacionales más estrictos.. Las dimensiones y pesos proporcionados en esta guía son un testimonio de nuestro compromiso con la precisión y la calidad.. Si su proyecto requiere un NPS pequeño 1/2 Adecuado para una planta farmacéutica o un NPS masivo. 48 codo para una plataforma marina, Nuestros productos están diseñados para un ajuste perfecto y un servicio duradero.. Para más asistencia técnica, consultas personalizadas, o para solicitar una cotización formal, póngase en contacto con nuestro equipo de ventas de ingeniería.

¿Por qué 2205 el dúplex falla en dos años en algunos entornos, mientras que el S32750 dura una década? It's not just about material cost. Esta comparación técnica, Basado en treinta años de experiencia en el campo., utiliza casos de fallas reales para mostrarte: elige mal, y el precio es mucho más que solo dinero.

Field engineer's guide to Inconel 625 mecanizado de tubos soldados. Parámetros técnicos, análisis de desgaste de herramientas, y soluciones prácticas para el procesamiento sin costuras de aleaciones de níquel 625.

Summary of Core Process Links Summary of Intermediate Frequency and High Frequency Heat Expansion Process Comparison Summary of Internship Gains and Existing Problems Overall Summary of the Process

Principio básico y análisis técnico del proceso de tubos de acero sin costura expandidos térmicamente de media y alta frecuencia

Historia del desarrollo y situación actual del proceso de tubos de acero sin costura expandidos térmicamente de media y alta frecuencia

Tecnología, Tendencia de aplicación y desarrollo de tubos de acero sin costura expandidos térmicamente de media y alta frecuencia Guanzhong

Tubos soldados de acero inoxidable ASTM A276 TP304/304L: Estándares, Propiedades, Fabricación, Aplicaciones y Control de Calidad
La búsqueda de la integridad en la ingeniería marítima a menudo se ancla en un único, componente crítico: la tubería de acero sin costura. Comprender la trayectoria de la investigación y el desarrollo en tuberías sin costura marinas., hay que mirar más allá de la simple geometría de un cilindro hueco y verlo como una respuesta metalúrgica a la implacable sinergia de la alta presión., ciclo térmico, y corrosión inducida por cloruros.

La tubería galvanizada ASTM A53 ERW es una obra maestra de ingeniería equilibrada: eficiente para producir, alto en rendimiento, e increíblemente duradero. Adhiriéndose a las interpretaciones más rigurosas de la norma ASTM y superando puntos de referencia internacionales como JIS y EN., Nuestra empresa ofrece un producto diseñado para durar..

Cuando elige nuestras secciones huecas cuadradas galvanizadas, you aren't just buying steel; usted está invirtiendo en una base estructural científicamente optimizada para su resistencia., Protegido químicamente contra los elementos., y certificado según los estándares más exigentes del mundo.

Sin embargo, 904L sigue siendo la opción indispensable para entornos químicos complejos donde el agua de mar se mezcla con ácidos reductores., o para sistemas estancados donde su contenido de cobre puede ayudar a resistir tipos específicos de biocorrosión.. Además, si la aplicación requiere un conformado en frío extenso o implica condiciones criogénicas, La naturaleza austenítica pura del 904L proporciona un nivel de confiabilidad que la estructura dúplex no puede garantizar..

Al final, La tubería 904L es un testimonio del poder de la aleación precisa.. Es un material que acepta el desafío de los ambientes químicos más agresivos., proporcionando una vida útil que supera con creces la de los aceros inoxidables estándar. Dominando el delicado equilibrio del níquel, cromo, molibdeno, y cobre, Proporcionamos un conducto que es tan confiable como la física sobre la que está construido..

Para avanzar en la narrativa técnica de nuestros tubos con curvatura en U UNS N04400 ASTM B165, debemos pasar de la metalurgia fundamental hacia la intersección sofisticada de la dinámica de fluidos y la confiabilidad estructural a largo plazo dentro del conjunto del intercambiador de calor..

En resumen, el éxito técnico de EN 10219 La tubería se basa en una relación profundamente integrada entre la química (controlado por $texto{Atender}$ para soldabilidad y $text{PAG}/\texto{S}$ por la dureza), el proceso de fabricación (conformado en frío para mayor eficiencia y endurecimiento por trabajo), y las garantías mecánicas finales (Límite elástico y energía de impacto a baja temperatura.). La progresión de S235 a S355J2H es un camino impulsado por la ingeniería, Proporciona un espectro graduado de rendimiento que permite a los diseñadores seleccionar con precisión el material más eficiente y seguro para cualquier tarea estructural determinada.. La eficiencia estructural inherente de la forma de sección hueca., combinado con la excelente soldabilidad y dureza garantizada de estos $text{EN}$ calificaciones, ensures their continued preeminence as the material of choice for the world's most vital structural works.

La tubería SSAW de acero al carbono API 5L es una pieza de infraestructura de ingeniería altamente especializada, una solución de material definida fundamentalmente no por una simple restricción dimensional o una protección contra la corrosión de grado comercial, sino por la búsqueda incesante de alta resistencia, integridad de soldadura confiable, y excepcional tenacidad a la fractura, todo lo necesario para garantizar la seguridad, ininterrumpido, y transporte de hidrocarburos a alta presión, gas natural, o lodos fluidos densos a través de vastos paisajes geológicos y ambientales. A diferencia de lo familiar

La inversión en tubos de acero SAW de gran diámetro API 5L Grado B no es simplemente una decisión de adquisición; es un compromiso estratégico con décadas de previsibilidad., transporte de fluidos de gran volumen, Respaldado por el sistema de certificación más estricto de la industria mundial de tuberías.

El calendario del acero galvanizado 40 La tubería se erige como pilar arquitectónico del transporte de fluidos convencional, Una solución de diseño tan omnipresente en la infraestructura de tuberías de agua que su sofisticación técnica a menudo queda oscurecida por su pura familiaridad.. Su continuo dominio, incluso frente a las alternativas modernas de polímeros y compuestos, es un testimonio del equilibrio optimizado logrado entre la materia prima, resistencia confiable del acero al carbono y el elegante, Electroquímica abnegada del recubrimiento de zinc.

El tubo termina, que se dejan sin recubrir para facilitar la soldadura en campo, Requieren protección específica para mantener la limpieza e integridad de los biseles mecanizados con precisión.. Los extremos están protegidos con tapas internas y externas de plástico o metal para evitar daños físicos., entrada de humedad, y contaminación interna durante el almacenamiento y el tránsito.. Para tiempos de tránsito particularmente largos, un temporal, Se puede aplicar un inhibidor de corrosión que se elimina fácilmente a los biseles de acero desnudos para evitar la oxidación de la superficie., asegurar que el contratista reciba una limpieza, superficie lista para soldar. Este último paso logístico cierra el círculo del compromiso de Abtersteel, asegurando que la tubería X60M PSL2 3PE LSAW de alta integridad llegue al sitio de construcción en la misma forma prístina, Estado certificado en el que salió de fábrica..

El estruendo 2391 Tubería sin costura de grado St45, suministrado en el estado NBK, representa el pináculo de la ingeniería de tubos de acero de precisión. Su excelencia es el resultado calculado de un control metalúrgico avanzado., plasticidad severa en trabajo en frío, y un meticuloso procesamiento térmico. Su superioridad funcional está validada por su capacidad probada para:

El estruendo 2391 La tubería sin costura de grado St45 es, por lo tanto, El producto elegido cuando la integridad dimensional no es una preferencia sino un prerrequisito de seguridad y rendimiento.. Su uso respalda el funcionamiento confiable de sistemas mecánicos y de fluidos sensibles en todas las facetas de la industria moderna., Proporcionar un componente fundamental que garantiza la precisión desde la etapa de fabricación hasta décadas de servicio operativo..

Tubería de acero sin costura ASTM A519 en el venerable cromo-molibdeno (CR-mo) Grados de aleación, específicamente 4130, 4140, 4142, 4145, y 4147

Tubos pulidos para cilindros hidráulicos y tubos de acero para cilindros hidráulicos asociados
